Идея заменить трудоёмкую ковку прокатом металла возникла в начале XVI в., и тогда же появились первые прокатные станы, придающие металлу форму обжатием его между вращающимися вальками. Мощности водяных колёс, приводивших в движение прокатные станы, хватало только на обработку мягких металлов — олова, свинца, меди. Появление парового двигателя позволило прокатывать твёрдую сталь. Развитие железных дорог повысило спрос на прокатную продукцию — стальные рельсы. Первый стан, прокатывавший стальные рельсы, заработал в 1828 г. в английском Бедлингтоне.
1. Украшения из золотой проволоки. Северная Европа. II — I тыс. до н. э. 2. Русская скань: золотой браслет XIII в. и серебряная пуговица XVI в.
Предназначение
Металлопрокатные станки — механические установки, предназначенные для создания металлических изделий при помощи деформирования сырья в валковых приспособлениях. Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Это интересно: Токарный станок 1М63 — технические характеристики и устройство
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовление деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
Станок прокатный
Ювелирная мысль
Проволочные украшения в II тыс. до н. э. подтверждают, что уже тогда древние мастера помимо ковки — простейшего способа обработки металлов давлением — использовали волочение — протаскивание литых стержней мягких металлов через узкие отверстия волочильных дощечек, для их утончения и превращения в проволоку.
В Византии и на Руси выкладывание узоров из проволоки — скань — было особенно популярно. Проволоку для скани часто плющили, и, возможно, ещё в XV в. для этого стали использовать плющильные вальцы. Позднее, сделав в вальцах ручьи — выемки разной ширины и формы, нашли новый способ волочения проволоки: ручей обжимал заготовку, придавая ей нужную толщину и профиль. Плющильные ювелирные вальцы могли стать прообразом листового прокатного стана (для прокатки плоских металлических листов), а вальцы для волочения проволоки подсказали идею формовочного прокатного стана (для прокатки балок разного профиля).
Прокатный стан Леонардо да Винчи: рисунок 1495 г. и современный макет. Ручкой (1) вращался верхний валец (2), а через зубчатую передачу (3) из нескольких шестерёнок (для облегчения вращения) движение сообщалось и нижнему вальцу (4). Между вальцами прокатывалась литая оловянная плита, вальцы её сдавливали и утончали, превращая в лист.
Особенности эксплуатации прокатных станков
Предназначение
Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовление деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.
Преимущества и недостатки
К достоинствам метода проката относят:
- повышенную производительность;
- широкий ассортимент готовой продукции;
- использование программного управления для автоматизации процесса.
Среди отрицательных показателей стоит отметить:
- Использование прокатных станков требует затрат на сырье и электроэнергию, а также обслуживание оборудования.
- После проката необходима дополнительная обработка.
- Для прессования заготовки следует разогревать.
Производители и цена
На металлургических предприятиях применяют оборудование от зарубежных и отечественных производителей. Российские компании стараются не уступать иностранным конкурентам.
Цена прокатных станов зависит от изготовителя. Стоимость начинается от нескольких тысяч и доходит до 5–6 миллионов рублей. На цену также влияют производительность, тип готового профиля, а также количество клетей и валков.
Эксплуатация
Для обеспечения безопасной эксплуатации оборудования необходимо:
- устанавливать автоматическую систему контроля за процессом проката;
- перед запуском проверять исправность установки;
- движущиеся части и механизмы следует ограждать;
- проводить обслуживание подшипниковых соединений и роликов;
- зоны подверженные действию высоких температур снабжать дополнительной вентиляцией.
Соблюдение требований безопасности при эксплуатации оборудования предупредит возможные травмы и несчастные случаи. В результате проката на исправных станках потребитель получает материал высокого качества.
Прокатка — одно из важнейших изобретений, сделанных человеком за время его многовекового знакомства с металлами. Уже давно было замечено, что изделия, имеющие одинаковое сечение по всей своей длине (например, рельсы, уголки, балки, листы, пруты) гораздо проще получать пропуская их между двумя валками, чем путем традиционной ковки. Можно даже сказать, что такой способ не только самый удобный, но и вообще наилучший. Без него не могло быть и речи о строительстве дешевых железных дорог, железных мостов, железных судов и еще многого и многого другого. Ведь именно благодаря прокатке появилась возможность придавать железным и стальным заготовкам полное единообразие. Нетрудно представить, скольких усилий потребовала бы от кузнеца, например, отковка каждого рельса или колеса железнодорожного вагона. Между тем, с помощью проката получить такие изделия несложно, притом в большом количестве и высокого качества. Поэтому уже в конце XVIII века прокатка стала одним из основных звеньев производственного цикла металлургических заводов, постепенно вытесняя ковку. А зародилась она еще в средние века при изготовлении тонких листов мягкого металла (например, свинца), которые можно было прокатывать вручную без предварительного нагрева. Древнейшее изображение такого простого прокатного станка можно видеть на гравюре 1615 года.
Прокатка в горячем состоянии стала известна лишь в начале XVIII века, причем сначала этим способом готовились более или менее тонкие железные листы, но уже с 1769 года начали подобным образом прокатывать проволоку. Первый прокатный стан для железных болванок был предложен английским изобретателем Кортом, когда он работал над своим методом пудлингования. Корт первый сообразил, что при изготовлении некоторых изделий рациональнее поручить молоту только отжимку шлаков, а окончательную форму придавать путем прокатки. В 1783 году он получил патент на изобретенный им способ проката фасонного железа с помощью особых вальцов. Из пудлинговой печи крица поступала под молот, здесь она проковывалась и получала первоначальную форму, а затем пропускалась через вальцы. Этот способ получил потом большое распространение. Но только в XIX веке техника проката была поставлена на должную высоту, что во многом было связано с интенсивным строительством железных дорог. Тогда были изобретены прокатные станы для производства рельсов и вагонных колес, а потом и для многих других операций.
Прокатный стан — это машина для обработки металлов давлением между вращающимися валками. Устройство прокатного стана в XIX веке было несложным. Вращающиеся в противоположные стороны валки захватывали добела раскаленную металлическую полосу и, сжимаясь большей или меньшей силой, проводили ее между своими поверхностями. Во время прохода заготовки происходили два тесно связанных между собой процесса. Во-первых, металл изделия подвергался сильному обжатию при высокой температуре, и, во-вторых, заготовка приобретала необходимую форму. При этом, например, железо получало свойства, которые не имело от природы. Отдельные зерна металла, которые до прокатки располагались в его массе в беспорядке, в процессе сильного обжатия вытягивались и образовывали длинные волокна. Мягкое и ломкое железо становилось после этого упругим и прочным.
Валки помещались между мощными станинами. Цапфы валков помещались в подшипники. Обычно нижний подшипник m был неподвижным. Верхний подшипник мог передвигаться вверх и вниз с помощью болтов h. Винт e, с помощью которого устанавливался вкладыш, брал на себя все давление, оказываемое на него. Между ним и вкладышем обыкновенно вставлялся предохранительный колпачок i, лопавшийся как только давление на вал достигало опасного предела. Этот дешевый колпачок, который легко заменить, действовал как предохранитель от поломки других, более важных частей механизма (поломка могла легко произойти в том случае, если валки захватывали слишком толстую заготовку и не выдерживали давления). При прокатке верхний валок лежал цапфами на хомуте d, снабженном вкладышем e и подвешенном на двух болтах. Для связи двух таких станин между собой служили четыре толстых болта, проходившие через отверстия n поперечины и закладываемые за выемку b. Для сцепления валков с двигателем служила муфта. Нижний валок приводился в движение непосредственно от паровой машины, и ось ее совпадала с главной осью ее вала. К верхнему валку движение передавалось с помощью зубчатой передачи.
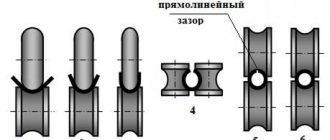
Форма изделия зависела от формы валков. Валки с гладкой поверхностью применялись для изготовления плоского железа, например листов. Для прокатки фигурных сортов их снабжали соответствующими цели выемками — калибровали. Проходя между ними, заготовка получала нужную форму, то есть превращалась в полосу округлого, квадратного, продолговатого, четырехугольного или другого сечения. Нужный профиль придавался изделию не сразу, а постепенно. Болванка последовательно проходила через целый ряд валков, из которых лишь последний имел форму готового сортового железа. Черным цветом показан профиль, который приобретал постепенно сырой металл по мере прокатки в разных валках.
К концу столетия техника проката настолько усовершенствовалась, что этим путем стали получать не только сплошные, но и пустотелые изделия. В 1885 году братья Меннесманы изобрели способ прокатки бесшовных железных труб. До этого трубы приходилось изготовлять из железного листа, — их сгибали и сваривали. Это было и долго, и дорого. На стане Меннесманов круглую болванку пропускали между двумя косо друг к другу поставленными валками, действовавшими на нее двояким образом. Во-первых, вследствие сил трения между валками и заготовкой последняя начинала вращаться. Во-вторых, вследствие формы валков точки средней их поверхности вращались быстрее крайних. Поэтому, из-за косого расположения валков заготовка как бы ввинчивалась в пространство между ними. Если бы болванка была твердой, она бы не смогла пройти. Но так как ее предварительно сильно разогревали до белого каления, металл заготовки начинал скручиваться и вытягиваться, а в осевой зоне проходило его разрыхление — возникала полость, которая постепенно распространялась по всей длине заготовки. Пройдя через валки, заготовка насаживалась на специальный стержень (оправку), благодаря чему внутренней полости предавалось правильное круглое сечение. В результате выходила толстостенная труба.
Чтобы уменьшить толщину стенок, трубу пропускали через второй так называемый пилигримный прокатный стан. Он имел два валка переменного профиля. При прокатки трубы расстояние между валками сначала постепенно уменьшалось а затем делалось больше диаметра трубы. Цикл прокатки состоял из двух периодов — рабочего и холостого. Во время рабочего периода труба, в которую была введена спиральная оправка, захватывалась валками и обжималась до диаметра готовой трубы. При этом стенки ее делались тоньше, а сама она вытягивалась (валки как бы снимали слой кольцевого металла и раскатывали его до заданной толщины). Затем начинался холостой период, когда диаметр калибра превышал диаметр трубы. В это время заготовка выходила из контакта с валками и обработка данного участка заканчивалась. Заготовка продвигалась вперед и поворачивалась вокруг оси на 90 градусов (для более равномерной отделки). Цикл таким образом повторялся на последующих участках трубы.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.
Преимущества и недостатки
К достоинствам метода проката относят:
- повышенную производительность;
- широкий ассортимент готовой продукции;
- использование программного управления для автоматизации процесса.
Среди отрицательных показателей стоит отметить:
- Использование прокатных станков требует затрат на сырье и электроэнергию, а также обслуживание оборудования.
- После проката необходима дополнительная обработка.
- Для прессования заготовки следует разогревать.
Повышенная производительность
Производители и цена
На металлургических предприятиях применяют оборудование от зарубежных и отечественных производителей. Российские компании стараются не уступать иностранным конкурентам. Цена прокатных станов зависит от изготовителя. Стоимость начинается от нескольких тысяч и доходит до 5–6 миллионов рублей. На цену также влияют производительность, тип готового профиля, а также количество клетей и валков.
Это интересно: Плоскошлифовальные станки — конструкция и способы шлифовки металла
Развитие идеи
Г. Бессемер, в 1856 г. открывший дешёвый способ получения качественной стали — бессемеровский процесс, вытеснивший пудлингование, совершил революцию и в металлопрокате, в 1857 г. запатентовав литейно-прокатные станы. Для бессемеровского стана не требовалась заготовка — выплавленная сталь сразу заливалась между прокатными вальцами, металл быстро застывал на вальцах, но, будучи совсем мягким, легко деформировался — так удавалось получить очень прочные стальные листы толщиной от 2 см до 1 мм.
Производство тонколистовой стали сразу произвело переворот в судостроении. К этому времени военный флот из парусного уже превратился в паровой. Но если парусному судну небольшая пробоина в борту не мешала продолжать бой, то пароход полностью обездвиживало любое повреждение паровой машины, а от снарядов двигатель защищала только деревянная обшивка борта. Обшивка из лёгкой и прочной листовой стали оказалась отличной бронёй для двигателя. Так появился новый класс кораблей — броненосцы. Вскоре и гражданские пароходы стали строить из металла.
Поделиться ссылкой
Основное оборудование прокатного производства
Основное оборудование прокатного производства — это прокатные станы и валки. Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки, отделки (правки, обрезки кромок, резки на мерные изделия и пр ) и транспортировки.
Рис. 5. Схема прокатки двумя валками
Прокатные валки (рис. 5) являются основной частью прокатного стана: они обжимают металл 1 и придают ему требуемую форму. Прокатный валок состоит из бочки 4 (гладкой или с ручьями), шеек 3, расположенных с обеих сторон бочки и опирающихся на подшипник валка, трефов 2, предназначенных для соединения валка со шпинделем. Концы валков могут быть плоскими или цилиндрическими (со шлицами или шпоночными канавками)
Валки изготовляют из отбеленного чугуна или легированной стали (хромоникелевой и хромомолибденовой) и тщательно шлифуют; стальные валки калят. Валки имеют твердость от 150 до 800 НВ по Бринеллю. Стальные валки бывают литые или кованые. Кованые валки прочнее литых Применяют предварительно напряженные составные валки В настоящее время появились твердосплавные валки небольших размеров (например, из сплавов ВК6, ВК8 и др. ). Валки бывают диаметром от 3 до 1500 мм имеют длину бочки до 5000 мм.
Шейки прокатных валков вращаются во вкладышах из текстолита, пластифицированной древесины подшипников скольжения или в роликовых подшипниках качения, устанавливаемых в подушках клетей. Текстолитовые вкладыши смазывают и охлаждают водой.
Устройства, обеспечивающие деформацию металла в валках, называют основным оборудованием, а оборудование для остальных технологических операций — вспомогательным оборудованием.
К основному оборудованию относятся:
- рабочая клеть и ее узлы и детали (валки, подшипники, нажимное и уравновешивающее устройство, установочные устройства валков в осевом направлении, валковая арматура и пр. ) . Определяющими характеристиками рабочей клети являются диаметр и длина бочки прокатных валков;
- электродвигатель прокатного стана;
- передаточные механизмы, обеспечивающие передачу вращения от двигателя к рабочим валкам (шпиндели, главные и коренные муфты, редукторы, маховики, шестеренная клеть)
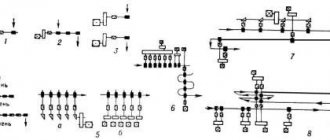
Кинематическая схема прокатного стана представлена на рис. 6. В рабочей клети между валками 1, расположенными в подушках с подшипниками, прокатывается заготовка 2 Вращательное движение валкам передается от главного электродвигателя 8 через редуктор 7 с маховиками 6, муфты 5, шестеренную клеть 4 и шпиндели 3
Рис. 6. Кинематическая схема трехвалкового прокатного стана
Рис. 7. Классификация рабочих клетей прокатных станов: а — дуо; б — трио сортовые; в — трио листовые; г — кварто листовые; д — кварто для прокатки рулонов; е — многовалковая (шестивалковая); ж — многовалковая (двадцативалковая); з — универсальная; и — специальная
В зависимости от конструкции и расположения валков рабочие клети прокатных станов подразделяют на шесть групп: дуо, трио, кварто, многовалковые, универсальные и специальной конструкции. Клети дуо (двухвалковые) бывают реверсивные (прокатка ведется в обе стороны) и нереверсивные (в одну сторону) (рис. 7) .
Клети трио (трехвалковые) чаще всего нереверсивные. Прокатка на таких станах ведется вперед между нижним и средним валками и назад — между верхним и средним.
Клети кварто (четырехвалковые) имеют четыре валка (рис. 8), расположенных друг над другом, из них два рабочих валка меньшего диаметра и два опорных — большего диаметра.
Многовалковые клети имеют пять и более валков.
Рис. 8. Стан кварто для холодной прокатки ленты: 1 — привод подающей моталки; 2 — прокатываемая лента; 3 — электродвигатель привода валков; 4 — редуктор; 5 — шпиндели; 6 — поддерживающие валки; 7 — рабочие валки; 8 — барабан приемной моталки
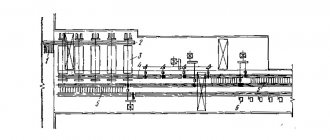
Рис. 9. Непрерывный рельсобалочный стан на (КНР)
В зависимости от расположения рабочих клетей прокатные станы подразделяются на одноклетьевые, линейные, последовательные, полунепрерывные и непрерывные (рис. 9). Непрерывные станы являются наиболее совершенными. Благодаря автоматизации скорость прокатки может достигать 60 м/с.
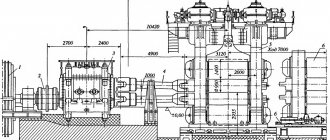
Рабочая клеть является основным узлом прокатного стана. В клети осуществляется прокатка металла. Она состоит (рис 10) из двух станин 5 с приливами (лапами) 2, плитовин 1, на которые опираются станины, установочных труб 9, соединяющих станины, крышки 3, прокатных валков 10, подушек нижнего 7, среднего 6 и верхнего 4 валков и подшипников для них, механизма 8 для установки валков в вертикальной плоскости и в осевом направлении и устройства 11 для уравновешивания нижнего валка. Кроме этого есть валковая арматура (линейки, проводки, пропуски и пр. ), устройства для смазки, охлаждения или нагрева валков.
В опорах (подушках) находятся вкладыши скольжения или подшипники качения для шеек валков. Станины изготовляют двух типов — закрытые и открытые (с крышкой). Закрытые станины лучше обеспечивают точность прокатываемого профиля, но у такого стана затруднена замена валков Но есть конструкции открытых станин с клиновым креплением крышки (рис 1 61), имеющие высокую надежность и по жесткости приближающие открытую станину к станинам закрытого типа.
Рис. 10. Общий вид клети трио крупносортного стана 500
Рис. 11. Клиновое крепление крышки станины
Помимо прокатных клетей с горизонтально расположенными валками, широкое применение находят клети, в которых одновременно имеются горизонтальные и вертикальные валки для обжатия проката со всех сторон без кантования.
Для прокатных станов применяют двигатели постоянного или переменного тока (асинхронные и синхронные). Поскольку число оборотов быстроходных двигателей обычно не соответствует числу оборотов валков в прокатных клетях, между двигателями и клетями устанавливают редукторы. В прокатных клетях вращающий момент двигателя необходимо распределить между несколькими валками. Для этого применяют шестеренные клети. Крутящий момент от двигателя к валкам передается при помощи шпинделей и муфт.
Прокатное производство ММК отмечает юбилей
280 3 мин.
28 июля 1933 года на Магнитке в строй действующих вступил обжимно-заготовочный стан — блюминг № 2, на котором был обжат первый стальной слиток. Это событие и послужило началом прокатного передела ММК. Проектированием и изготовлением оборудования блюминга занималась немецкая фирма Demag. О значении этого агрегата для экономики молодой советской республики 30-х годов можно судить по тому факту, что на его пуск приехал нарком тяжелой промышленности СССР Г.К. Орджоникидзе. Блюминг в комплексе с последовательно расположенными непрерывно-заготовочными станами 630 и 450 стал лишь первым шагом в развитии прокатного производства ММК, занимающего сегодня передовые позиции в российской металлургической отрасли.
Уже через год, в августе 1934 года вступил в строй первый на Магнитке среднелистовой прокатный стан 500 мощностью 320 тысяч тонн, с пуском которого ММК превратился в предприятие с законченным металлургическим циклом. В июле 1936 года был выдан первый миллион магнитогорского проката. До войны на комбинате были построены и введены в действие еще пять сортовых станов, а также второй по счету блюминг производства «Уралмаша», который стал первым на ММК отечественным прокатным агрегатом.
Немалый вклад в дело Великой Победы внесли прокатчики Магнитки в годы Великой Отечественной войны. Именно на ММК впервые в мировой металлургии броневой лист был прокатан на блюминге. Это случилось 28 июля 1941 года, ровно через восемь лет после пуска блюминга. Этот смелый эксперимент позволил организовать выпуск столь необходимой фронту продукции до пуска прибывших в Магнитогорск из Мариуполя и Запорожья станов 4500 и 2350. Каждый второй советский танк в годы войны был сделан из магнитогорской брони, и в этом огромная заслуга прокатчиков Магнитки.
В послевоенное время прокатное производство ММК также активно развивалось. Акцент был сделан на производстве листового проката, по выпуску которого комбинат быстро вышел в лидеры. В 1951 году были построены и пущены в эксплуатацию листопрокатные цехи № 1 и 2. В 1956 году начал действовать листопрокатный цех № 3, где позже было освоено производство консервной луженой жести и жести оцинкованной. В 1960 году вошел в строй действующих ЛПЦ № 4 со станом 2500 горячей прокатки стального листа, а в мае 1969 года принят в эксплуатацию ЛПЦ № 5 со станом 2500 холодной прокатки. В 1973 году введен в действие цех по производству электролуженой жести, а годом спустя принят в эксплуатацию ЛПЦ № 7 — цех гнутых профилей — с четырьмя профилегибочными станами, способными производить десятки экономичных и разнообразных профилей. В декабре 1982 года подписан акт государственной комиссии о приеме в эксплуатацию цеха углеродистой ленты — ЛПЦ № 8. 8 октября 1994 принят в действие листопрокатный цех № 10 со станом 2000 горячей прокатки стального листа – агрегат нового технологического поколения, который на сегодняшний день является самым производительным на ММК. После проведенной в середине 2000-х годов реконструкции он способен выпускать 6 млн тонн поката в год. А всего за всю свою 85-летнюю историю прокатчики Магнитки произвели около 670 млн тонн горячего проката – астрономический результат, рекордный для отечественной металлургии.
За последние 15-20 лет производство на Магнитогорском металлургическом комбинате претерпело серьезные изменения. Была реализована масштабная программа инвестиций в техническое перевооружение и модернизацию оборудования, и львиная доля этих инвестиций пришлась именно на прокатное производство. Среди ключевых проектов модернизации прокатного передела в этот период можно выделить полную реконструкцию сортопрокатного производства (2005-2006) с заменой устаревших станов на новые агрегаты компании Danieli, создание современных мощностей по производству проката с покрытиями, а также два крупнейших инвестиционных проекта ММК последнего десятилетия – строительство комплекса по производству толстолистового проката (стан 5000, МНЛЗ-6 и комплекс внепечной обработки – 2009-2010 гг.) и создание современного комплекса холодной прокатки по выпуску высококачественного автолиста. (стан 2000 – 2011-2012 гг.). В настоящее время продолжается реконструкция стана 2500 в ЛПЦ-4, где проведена замена нагревательных печей, проходит реконструкция черновой и планируется замена чистовой группы клетей. Усилия ММК по созданию современного высокотехнологичного прокатного производства приносят свои плоды – комбинат не раз признавался лучшим производителем листового проката в рейтинге журнала «Металлоснабжение и сбыт».
Управление информации и общественных связей ПАО «ММК»