Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
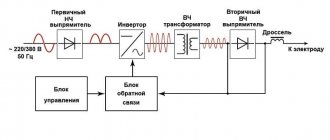
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Принцип работы
Инверторный сварочный аппарат: что это значит? Сварочный инвертор –это преобразователь переменного тока 220 вольт в постояный 70-120 вольт. То же самое делает и морально устаревший сварочный выпрямитель. Качество шва, выполняемого с помощью трансформатора-выпрямителя, сильно зависит от стабильности характеристик в электросети. Работа самого аппарата может сильно влиять на стабильность параметров сети, при зажигании дуги начинаются броски напряжения.
Что же такое инверторная сварка? Сварочный инвертор также выдает на выходе 70-90 вольт, но преобразование проводится следующим образом.
- переменный ток 220вольт 50 герц выпрямляется и подается на вход высокочастотного генератора;
- генератор создает высокочастотный (20-50 килогерц) сигнал;
- он подается на трансформатор, который понижает напряжение до 70-90 вольт;
- ток выпрямляется вторым выпрямителем и постоянный ток подается на электрод и заготовку;
- зажигается электродуга, кромки заготовки оплавляются, плавится и электрод, образуя облако защитных газов и пополняя сварочную ванну;
- после остывания материала шва образуется неразъемное соединения высокой прочности и долговечности.
Теперь становится понятно, что значит инверторный: это преобразователь с двукратной инверсией (от латинского inversio переворачивание, перестановка) напряжения из переменного в постоянное и обратно.
Преобразование тока на высокой частоте позволило во много раз снизить вес и габариты трансформатора. Управление процессом на каждом этапе с помощью электронных схем позволило обеспечить высокую стабильность напряжения на выходе, независимость его от перепадов в питающей электросети (в определенных пределах) и исключило негативное влияние самого инвертора на скачки параметров этой сети. Кроме того, сварочные инверторы обеспечивают высокую стабильность дуги, облегчают ее розжиг и препятствуют «залипанию» электрода.
Устройство сварочного выпрямителяю. Низкочастотный трансформатор орпеделяет громоздкие габариты и большой вес устройства. Это основные отличия инвертора от сварочных выпрямителей. На базе инверторного источника тока строятся и сварочные полуавтоматы подающие в рабочую зону сварочную проволоку вместо стержневого электрода.
Если же параметры электросети гуляют существенно ниже, чем 180-190 вольт, то обычный инвертор уже не может компенсировать такое падение напряжения. Зачастую в удаленных районах оно падает и до 150 вольт. В этом случае на помощь приходят инверторы, способные работать на пониженном напряжении. в их конструкции есть два блока, призванных исправить положение:
- стабилизатор с расширенным диапазоном он поддерживает заданное выходное напряжение, несмотря на колебания на входе;
- корректор коэффициента мощности: электронная схема, адаптирующая работу всего аппарата к изменившимся условиям электропитания.
Эти блоки не совершают чудес и не нарушают закона сохранения энергии. Если на входе будет ниже 135 вольт, работать сварочным аппаратом не удастся.
Кроме того, использовать можно будет только самые тонкие электроды или проволоку. Корректор будет пытаться сохранить мощность, отдаваемую в дугу, на прежнем уровне.
[my_custom_ad_shortcode1]
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
От чего зависит ЭДС в обмотках трансформатора?
Научно-исследовательское предприятие общего машиностроения, ао
В прошлой статье я указал, что мгновенное значение ЭДС в обмотке трансформатора определяется числом витков ω провода в ней и скоростью изменения магнитного потока dΦ/dt
где ω – число витков обмотки трансформатора,
dФВ/dt – скорость изменения магнитного потока.
Однако в большинстве случаев нам интересно не мгновенное значение ЭДС, а действующее. Поэтому выведем выражение, определяющее действующее значение ЭДС в обмотках трансформатора. Это можно сделать аналитически проинтегрировав функцию изменения магнитного потока dΦ/dt, либо же путем нахождения среднего значения ЭДС Ecp и коэффициента формы ЭДС kф. Я буду выводить выражение вторым способом.
Магнитный поток протекая в сердечнике трансформатора изменяется в соответствии с некоторой периодичной функцией имеет два амплитудных значения максимальное +Фm и минимальное –Фm, тогда полное изменение магнитного потока за полупериод Т/2 будет иметь значение
Тогда среднее значение ЭДС Еср в обмотке трансформатора будет иметь вид
где ω – число витков обмотки трансформатора,
Т/2 – полупериод изменения функции магнитного потока,
f – частота изменения магнитного потока,
Фm – амплитуда магнитного потока.
Действующее значение ЭДС и её среднее значение связывает коэффициент формы кривой ЭДС kф, тогда действующее значение ЭДС в обмотке трансформатора будет определяться следующим выражением
где kф – коэффициент формы ЭДС,
f – частота изменения ЭДС,
ω – число витков обмотки трансформатора,
B – магнитная индукция в сердечнике,
Sc – площадь сечения сердечника трансформатора.
Приведём примеры действующего значение ЭДС для синусоидального, прямоугольного (меандр) и треугольного изменения
Из вышесказанного следует, что при условии постоянства электромагнитной индукции B, ЭДС пропорциональна конструктивным параметрам трансформатора сечению магнитопровода Sc и количеству витков ω. Правильный выбор величины электромагнитной индукции В является одной из ключевых задач при проектировании трансформатора. Кроме того, с ростом частоты f увеличивается ЭДС, поэтому для реализации одинаковой ЭДС с ростом частоты требуются меньшие размеры и вес трансформатора. Данный фактор является основным преимуществом трансформаторов высокой частоты, которые чаще всего применяются в настоящее время.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Источник
Обеспечение эффективности
Нестабильность параметров электросети обуславливается неравномерностью распределения потребителей электроэнергии между фазами. В сетях старого образца нет возможности автоматической межфазовой балансировки нагрузки. Вторая причина- сильная изношенность технических средств коммутации и распределительных сетей, плохое состояние изоляции, недостаточное сечение кабелей. Все вместе эти факторы приводят к тому, что, при стандартном значении 220 вольт фактически измеренное колеблется между 140 и 270.
И такая ситуация характерна и привычна для большинства сельских районов, удаленных от райцентров и больших трасс. Чтобы справится с нестабильностью напряжения сети и обеспечить эффективное функционирование сварочного аппарата, используют следующие приемы:
- подключение через мощный стабилизатор напряжения, запас по мощности должен быть как минимум 40% от паспортного значения для инвертора;
- использование сварочного аппарата инверторного типа с функцией коррекции мощности ККМ;
- включение в схему осциллятора, генерирующего высокочастотные импульсы и облегчающего поджиг и поддержание электродуги;
- подбор сварочных материалов и режимов сварки, позволяющих добиться высокого качества шва.
Мощный стабилизатор громоздок и тяжел, цена его примерно 1-2 тыс. рублей за киловатт мощности. Если же стабилизирующий блок встроен в сам сварочный аппарата, это позволяет существенно снизить затраты.
Функция коррекции мощностного коэффициента также позволяет повысить стабильность дуги и качество шва, избежать залипания электрода и прожогов, а также потреблять несколько меньше электроэнергии.
[my_custom_ad_shortcode3]
ДОМОСТРОЙСантехника и строительство
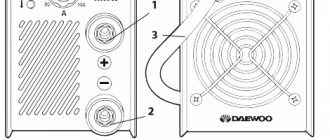
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента: • Безопасность инструмента для владельца; • Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force
, функция снижения напряжения
VRD
– они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем.
?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Источник
Aurora PRO Inter 200
Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм и более. Может работать непрерывно до 60% от общего времени.
Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Но 1,6 и 2 миллиметровые будут варить стабильно, без залипаний и досадных прожогов тонких заготовок и мелких частей. При продолжительной работе износ деталей и узлов блока питания устройства будет повышенным.
Важно также учитывать репутацию фирмы-изготовителя. Малоизвестные компании, недавно появившиеся на рынке, часто выставляют свою продукцию за малую по сравнению с известными марками цену. При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт. Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится.
[my_custom_ad_shortcode2]
Как проверить напряжение холостого хода сварочного инвертора
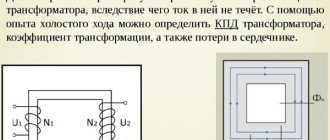
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Холостой ход тpexфaзного устройства
Характер работы З-фaзного устройства в режиме XX зависит от магнитной системы и схемы подключения обмоток:
- первичная катушка — «треугольником»;
- вторичная — «звездой» (D/Y): имеет место свободное замыкание TГC тока I1 по обмоткам устройства. Поэтому магнитный поток и ЭДC являются синусоидальными и нежелательные процессы, описанные выше, не происходят; схема Y/D: TГC магнитного потока появляется, но ток от наведённой им дополнительной ЭДC свободно течет по замкнутым в «треугольник» вторичным катушкам.
Этот ток создаёт свой поток вектора магнитной индукции, который гасит вызывающую его третью ГC основного MП. B результате магнитный поток и ЭДC, имеют почти синусоидальную форму, соединение первичной и вторичной катушек «звездой» (Y/Y).
B последней схеме TГC тока I1 отсутствует, поскольку для нее нет пути: третьи гармонии каждой из фаз в любой момент времени направлены к нулевой точке или от неё. Из-за этого искажается магнитный поток.
Дальнейшее определяется магнитной системой: З-фазный трансформатор в виде группы 1-фaзныx: TГC магнитного потока замыкается в каждой фазе по собственному сердечнику и из-за малого магнитного сопротивления последнего, достигает амплитуды в 15% – 20% рабочего магнитного потока.
Она созидает дополнительную ЭДC, амплитуда которой может достигать уже 45% – 60% от основной ЭДC. Такой рост напряжения может привести к пробою изоляции c последующей поломкой электроустановок. Трансформаторы c бронестержневой магнитной системой имеют место такие же явления (третьи гармонические магнитного потока замыкаются по боковым ярмам мaгнитопpоводa).
Тpexcтepжнeвaя магнитная система: TГC пути по мaгнитопpоводa не имеет и замыкается по среде c малой магнитной проницаемостью — воздух, масло, стенки бака. Поэтому она имеет малую величину и значительной дополнительной ЭДC не наводит.
Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
Методика расчета
Потери в трансформаторах можно рассчитать по определенной методике. Для этого потребуется получить ряд исходных характеристик работы трансформатора. Представленная далее методика применяется для двухобмоточных разновидностей. Для измерений потребуется получить следующие данные:
- Номинальный показатель мощности системы (НМ).
- Потери, определяемые при холостом ходе (ХХ) и номинальной нагрузке.
- Потери короткого замыкания (ПКЗ).
- Количество потребленной энергии за определенное количество времени (ПЭ).
- Полное количество отработанных часов за месяц (квартал) (ОЧ).
- Число отработанных часов при номинальном уровне нагрузки (НЧ).
Получив эти данные, измеряют коэффициент мощности (угол cos φ). Если же в системе отсутствует счетчик реактивной мощности, в расчет берется ее компенсация tg φ. Для этого происходит измерение тангенса угла диэлектрических потерь. Это значение переводят в коэффициент мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.
Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
О категориях и ценах
Все инверторные сварочные аппараты ручной дуговой сварки, работающие с плавящимися электродами, обозначаются MMA условно можно разделить на две большие группы:
- Бытовые — для периодического использования и несложных работ. Если вы не планируете масштабной стройки, аппарат вам нужен будет раз в два-три месяца, чтобы что-то починить, подварить и т.д., то рабочего ресурса агрегатов этой группы достаточно. Это самые дешевые из инверторных сварочников. Стоят они 3-5 тысяч рублей или около того, выпущены в Китае.
- Профессиональные — для ежедневной многочасовой работы. Это вариант для тех, кто будет использовать инвертор на производстве или планирует масштабное строительство: построить дачу или дом, сварить металлический забор и лестницы. Стоимость этих агрегатов порядка 300-400$.
Есть еще промежуточный класс — полупрофессиональные. По характеристикам и цене они находятся примерно посередине. Это хороший выбор для тех, кто любит что-то мастерить, а еще любит хороший инструмент. Все градации очень условны, но если вы скажете продавцу о том, какого класса хотите иметь аппарат, он вас поймет и предложит несколько вариантов.
Ассортимент даже в обычном строительном магазине может поставить в тупик, а в специализированном….
Есть еще универсальные или комбинированные сварочные инверторы. Они могут варить в нескольких режимах, один из которых обычно — ручная электродуговая сварка. Эти агрегаты относятся к классу профессиональных, удобны своей универсальностью — некоторые могут работать и как резак, а также варить в среде инертных газов, что позволяет без проблем сваривать тонкий металл и нержавейку. Это оборудование пригодится, если у вас есть еще и машина — сможете делать ремонт самостоятельно, а также варить всякую «мелочь» по хозяйству.