The open circuit voltage of a welding inverter is the voltage between the positive and negative output contacts of the device in the absence of an arc. For a welding inverter in good condition, it should be within the limits specified in the manufacturer’s instructions. Typically this voltage is from 40 V to 90 V. This rating ensures easy ignition of the arc when welding metal. This also creates safety for the welder.
Scheme of an inverter semi-automatic welding machine.
What should be the open circuit voltage of a welding inverter?
The open circuit voltage of a welding inverter is the voltage between the positive and negative output contacts of the device in the absence of an arc. For a welding inverter in good condition, it should be within the limits specified in the manufacturer’s instructions. Typically this voltage is from 40 V to 90 V. This rating ensures easy ignition of the arc when welding metal. This also creates safety for the welder.
Scheme of an inverter semi-automatic welding machine.
Open circuit voltage: how it occurs and what it affects
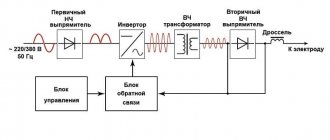
The open circuit voltage is obtained by converting the mains voltage (220 V or 380 V, 50 Hz) in two series converters, first into direct current voltage and then into alternating current with a frequency of 20-50 kHz. Then the high-frequency voltage is supplied to the regulator, which maintains the required voltage at the output terminals and the specified current when the arc is ignited.
Current conversion in a welding inverter.
Many people believe that this parameter only affects the ease of igniting the arc; the higher the voltage, the easier it is to ignite the arc. Working conditions for welders when installing structures are far from ideal. Accidentally touching live parts with excessive voltage may lead to an accident.
For many inverter models, the no-load voltage and operating current are directly related. When welding metal covered with a thick layer of rust or paint, the arc is difficult to ignite.
If in this situation the open-circuit voltage is increased, the operating current will be excessive, and instead of a high-quality metal connection, slag and pores may form.
Principle of operation
Inverter welding machine: what does it mean? A welding inverter is a converter of alternating current 220 volts to direct current 70-120 volts . An outdated welding rectifier does the same thing. The quality of the weld made using a transformer-rectifier strongly depends on the stability of the characteristics in the electrical network. The operation of the device itself can greatly influence the stability of the network parameters; when the arc is ignited, voltage surges begin.
What is inverter welding? The welding inverter also outputs 70-90 volts, but the conversion is carried out as follows.
- alternating current 220 volts 50 hertz is rectified and supplied to the input of the high-frequency generator;
- the generator creates a high-frequency (20-50 kilohertz) signal;
- it is fed to a transformer, which reduces the voltage to 70-90 volts;
- the current is rectified by the second rectifier and direct current is supplied to the electrode and the workpiece;
- the electric arc is ignited, the edges of the workpiece are melted, the electrode also melts, forming a cloud of protective gases and replenishing the weld pool;
- after cooling of the seam material, a permanent connection of high strength and durability is formed.
Now it becomes clear what inverter means: it is a converter with double inversion (from the Latin inversio, turning over, rearranging) voltage from alternating to direct and back.
Converting current at high frequencies made it possible to reduce the weight and dimensions of the transformer many times . Controlling the process at each stage using electronic circuits made it possible to ensure high stability of the output voltage, its independence from fluctuations in the supply network (within certain limits) and eliminated the negative impact of the inverter itself on jumps in the parameters of this network. In addition, welding inverters provide high stability of the arc, facilitate its ignition and prevent the electrode from sticking.
Welding rectifier device. The low-frequency transformer accounts for the bulky dimensions and heavy weight of the device. These are the main differences between an inverter and welding rectifiers. Semi-automatic welding machines are also built on the basis of an inverter current source, supplying welding wire to the working area instead of a rod electrode.
If the parameters of the electrical network are significantly lower than 180-190 volts, then a conventional inverter can no longer compensate for such a voltage drop. Often in remote areas it drops to 150 volts. In this case, inverters that can operate at reduced voltage come to the rescue. in their design there are two blocks designed to correct the situation:
- stabilizer with an extended range; it maintains the specified output voltage, despite fluctuations at the input;
- power factor corrector: an electronic circuit that adapts the operation of the entire device to changing power supply conditions.
These blocks do not perform miracles and do not violate the law of conservation of energy. If the input is below 135 volts, the welding machine will not work .
In addition, only the thinnest electrodes or wire can be used. The corrector will try to keep the power delivered to the arc at the same level.
[my_custom_ad_shortcode1]
What determines the correct selection of the mode?
A correctly set idle mode ensures high-quality combustion of the electrode and a clearly defined droplet transfer of metal into the weld pool, forming a reliable connection with weld root penetration. The formation of spatter when igniting and breaking the arc is minimal; the surface of the parts being welded in the weld area requires almost no additional cleaning. One of the main signs of a correctly selected mode is the characteristic hissing sound when the arc burns.
Three-phase welding rectifier with no-load voltage regulation by sectioning the turns of the transformer windings.
Some models of welding inverter have an additional protective function against electric shock to the welder at increased open circuit voltage. The device automatically reduces the voltage to a safe value when an emergency occurs and restores it when it disappears. Devices with increased open circuit voltage are used when welding with electrodes with refractory coating used to work with specific alloys.
Certain inverter models are equipped with a welding oscillator circuit for better arc ignition. Such devices were used on transformer welding machines with alternating and direct current. The oscillator converts the mains supply voltage into a voltage of 2.5-3 kV with a frequency of 150-300 kHz and outputs it to the output terminals in pulses lasting several tens of milliseconds. The oscillator consists of a step-up low-frequency transformer connected to an oscillating circuit and a spark gap with tungsten contacts. At the output there are capacitors that pass high-frequency currents and limit the low-frequency current from the welding machine.
Such devices also provide protection against electric shock. The power consumption of the oscillators is 250-300 W, which slightly increases the total power consumption of the welding inverter. Oscillators can be purchased as a separate unit or made independently.
What does the EMF in the windings of a transformer depend on?
Scientific Research Enterprise of General Mechanical Engineering, JSC
In the previous article, I indicated that the instantaneous value of the EMF in the transformer winding is determined by the number of turns ω of the wire in it and the rate of change of the magnetic flux dΦ/dt
where ω is the number of turns of the transformer winding,
dFV/dt – rate of change of magnetic flux.
However, in most cases, we are not interested in the instantaneous value of the emf, but in the effective one. Therefore, we derive an expression that determines the effective value of the EMF in the windings of the transformer. This can be done analytically by integrating the function of change in magnetic flux dΦ/dt, or by finding the average value of the emf Ecp and the shape factor of the emf kf. I will output the expression using the second method.
The magnetic flux flowing in the transformer core changes in accordance with a certain periodic function and has two amplitude values: maximum +Фm and minimum –Фm, then the total change in magnetic flux over half-cycle T/2 will be
Then the average value of the EMF Еср in the transformer winding will have the form
where ω is the number of turns of the transformer winding,
T/2 – half-period of change in the magnetic flux function,
f – frequency of magnetic flux change,
Фm is the amplitude of the magnetic flux.
The effective value of the EMF and its average value are related by the shape coefficient of the EMF curve kf, then the effective value of the EMF in the transformer winding will be determined by the following expression
where kf is the EMF shape coefficient,
f – frequency of EMF change,
ω – number of turns of the transformer winding,
B – magnetic induction in the core,
Sc is the cross-sectional area of the transformer core.
Let us give examples of the effective value of the EMF for sinusoidal, rectangular (meander) and triangular changes
From the above it follows that, provided that the electromagnetic induction B is constant, the EMF is proportional to the design parameters of the transformer, the cross-section of the magnetic circuit Sc and the number of turns ω. The correct choice of the value of electromagnetic induction B is one of the key tasks when designing a transformer. In addition, with increasing frequency f, the EMF increases, therefore, to realize the same EMF with increasing frequency, smaller dimensions and weight of the transformer are required. This factor is the main advantage of high-frequency transformers, which are most often used nowadays.
Possible malfunctions and their causes
The causes of problems with the inverter may arise due to:
Functionality of the welding inverter.
Thermal deformation and voltage at the output of the device are inextricably linked. Due to voltage surges, the temperature of the arc changes, the metal either does not warm up to the required temperature, or burns out, forming slag and pores. Troubleshooting methods depend on the problem found. The simplest reason may be poor contact in the connections of the welding cables with alligator clips and plugs for connecting to the inverter. It leads to the appearance of deformations during welding. Typically, such a defect manifests itself in sharp non-periodic jumps in the welding current, spontaneous attenuation of the arc, which can lead to poor-quality connections, deformation and stress when welding parts from uneven heating.
The solution is simple and can be done independently. To eliminate it, you need to remove the protective insulating handles, disconnect the cable and inspect the connection points. If there are oxides and traces of heating, the surfaces must be cleaned with emery cloth and assembled, carefully tightening the connecting bolts. Cables with broken or broken wires and damaged insulation must be replaced with similar ones. It is better to keep the cable length the same. Many inverter models are designed for a strictly defined inductive reactance load and can change the operating parameters when the cable length changes.
The next reason may be a malfunction of the device itself. To determine the operability of the device, it is necessary to measure the voltage at the output terminals of the inverter and the voltage in the supply network with the device. At normal mains voltage, a low voltage at the inverter output will indicate a malfunction of the device. It is better to entrust inverter repair to specialists from the service center.
If the voltage at the inverter output is within acceptable limits at normal supply voltage, you should carefully check the supply voltage supply circuit to the device from the power supply input point or meter. The minimum power consumption of devices in welding mode is within 4-5 kW. The required cross-section of copper supply wires for such power must be at least 2.5 mm 2 with a long-term permissible operating current of 25 A throughout the entire power circuit. A cable with a smaller cross-section will heat up quickly and the voltage loss on it will increase.
It is imperative to check the quality of all connections along the power supply circuit. Weak twisting or other types of poor-quality connections can also create problems during welding work and lead to fire. Detachable connections from a plug-socket pair must be of a new type with an increased diameter of electrically conductive pins on the plugs. Old type forks cannot withstand the load under long-term operating conditions. Sockets must also be of the appropriate type. The length of the power supply lines cannot be more than 50 m, unless otherwise specified in the technical documentation for the device.
In rural areas, abnormal operation of inverters is often observed due to overloaded common power lines and low network voltage.
If, when trying to ignite an arc, the supply voltage drops to an unacceptably low value at the input point, this indicates insufficient capacity of the common line and its overload.
Sometimes voltage stabilizers can help in such a situation. The effectiveness of stabilizers also depends on several reasons and is not always justified. The total power consumption of the kit from the power supply network will be the power of the welding device plus losses in the stabilization device. Electricity costs will increase, overload of common lines will increase, which will further reduce the input voltage.
Before deciding to use such a device in conjunction with welding equipment, it is advisable to contact the electrical network with a written statement about poor-quality power supply.
Source
Ensuring efficiency
The instability of power network parameters is caused by the uneven distribution of electricity consumers between phases . In old-style networks there is no possibility of automatic phase-to-phase load balancing. The second reason is severe wear and tear of switching and distribution network equipment, poor insulation condition, and insufficient cable cross-section. All together these factors lead to the fact that, with a standard value of 220 volts, what is actually measured fluctuates between 140 and 270.
And this situation is typical and familiar for most rural areas, remote from regional centers and major highways. To cope with network voltage instability and ensure efficient operation of the welding machine, use the following techniques:
- connection through a powerful voltage stabilizer, the power reserve must be at least 40% of the rated value for the inverter;
- use of an inverter-type welding machine with a KKM power correction function;
- inclusion in the circuit of an oscillator that generates high-frequency pulses and facilitates ignition and maintenance of the electric arc;
- selection of welding materials and welding modes to achieve high quality welds.
A powerful stabilizer is bulky and heavy, its price is approximately 1-2 thousand rubles per kilowatt of power. If the stabilizing unit is built into the welding machine itself, this can significantly reduce costs .
The power coefficient correction function also allows you to improve arc stability and seam quality, avoid electrode sticking and burn-through, and also consume slightly less electricity.
[my_custom_ad_shortcode3]
DOMOSTROYPlumbing and construction
You can test the welding inverter to see what it is capable of. We take the most affordable TIG welding inverter. I will give an example of a device in the photo there IN 256T/ IN 316T.
If you look at the table, it shows where the idle speed is located in the form of an indication. On such devices, the idle speed is programmed by a computer. When you select the desired mode, the idle current is automatically set. It can be checked with a regular voltmeter at the ends of the power wires in the on state. That is, on the holder and the crocodile. The voltage drop should not deviate by more than five volts when igniting the arc and welding.
For example, if you ate a Chinese state employee, you will not find information about idle speed at all. Plus the Amperes are too high. In fact, some won’t even handle Uoni 13/55 electrodes. And why all? This electrode requires an idle current of 70 volts at 80 amps. And such welding machines are designed in such a way that as the current increases, the voltage also increases. In other words, at the highest current they will give you 90 volts. The voltage even before the secondary winding is controlled by a unit that converts the high voltage into the primary winding. Then, under the influence of electromagnetic force, it is transmitted to the secondary winding. The tension removed from her passes on. If the voltage at the input of the primary winding is low, then the output will be low.
Let's consider the primitive VD-306M U3. At low currents of 70-190 A, the voltage is 95 volts plus or minus 3 volts. At high currents of 135-325 A, the idle current is 65 volts plus or minus 3 volts. Moreover, it is stable in all current ranges. No matter how you twist the crank and change the amps to your heart's content, the idle speed will not decrease.
What am I getting at if the welding inverter does not weld well at low currents, the reason is in the control unit described above. As some say, install an additional choke or a ballast at the output. We turn the current up to full and adjust it at the ballast. The extra amperes will be taken over and the idle speed will remain unchanged.
Just for fun, check your welding machine. Throw the probes from the voltmeter onto the power cables and try to cook. See how the voltage drops. I myself personally cooked on a home network with an Interskol 250A inverter using 3mm UONI 13/45 electrodes with reverse polarity. As soon as I didn’t twist the amps properly and couldn’t ignite them, but the MP-3s burned, be healthy from the first touch.
When purchasing equipment, read in the passport how much idle current the device produces and at what currents. If this is not professional equipment, you will not be able to adjust the idle speed in any way. If not the method described above. You are unlikely to find such information on the unit body itself. Manufacturers usually hide it with big names and current strength.
Question:
Answer:
Among the characteristics of welding inverters there are several important indicators. This is the supply voltage (220 or 380 Volts), the range of output current (from 10 to 600 Amperes), available functions, weight and dimensions of the device, as well as no-load voltage.
This characteristic shows us at what voltage the current reaches the electrode after it has gone through all the stages of conversion after the power supply. Let us recall that current flows from the electrical network through the power cable to the first converter, from there it comes out constant and goes to the filter, and then to the second converter. As a result, we again get alternating current with a frequency of not 50 Hz, but 20-50 kHz. This is followed by a decrease in input voltage with a simultaneous increase in current. As a result, we get an output voltage of 55-90 Volts and a force that can be adjusted within the range specified for each specific model.
This output voltage is the open circuit voltage. Two points depend on it: • The safety of the tool for the owner; • Ease of igniting the welding arc.
The higher the open circuit voltage, the easier it will be to ignite the inverter's welding arc. It would seem that it would be worthwhile then to buy inverter devices with a high no-load voltage. But high voltage is quite dangerous for a person in case of contact, so it is not always made high. If you still want to light the arc easily, then you should choose a welding inverter with a high voltage, but with an additional installed protection function that automatically reduces the voltage to a level safe for humans if there is a risk to the user, and then returns the level back.
If you have not yet chosen a welding inverter, then among household models, pay attention to Aurora welding machines and Blueweld inverters; for semi-professional models, we can recommend Foxweld welding machines and Svarog MMA equipment; for “professionals,” Kemppi welding machines and EWM MMA inverters are good. This equipment is available on our website in the catalog and can be purchased with delivery to any corner of Russia.
When coming to a store or looking at online portals, the buyer first of all looks at the price tag of the equipment presented, naturally looking for an option that would be optimal in terms of cost and quality ratio.
At the same time, price is not always an objective selection criterion. It is in the lowest price category that there is a huge layer of low-quality goods. In this article we will talk about technologies that are used to deceive buyers.
Let's start with the simplest:
Overestimation of current characteristics
Often the numbers indicated on devices, in instructions or on equipment boxes have nothing to do with reality. It happens that the promised and actual values of the welding current differ by 20 or even 50%. For example, instead of the declared 200A, the device produces only 125.
When choosing a welding machine, the buyer looks at the upper limit of the welding current and compares the price with competitors based on their technical characteristics. As you understand, the cost of 120 and 200A devices differs significantly in favor of the first, and you are offered to pay for it as for a much more powerful device.
A professional never buys a welding machine with the current characteristics that he needs, i.e. If a welding specialist needs a 180A current source, then in the store he will opt for a 200 - 250A inverter. This choice, on the one hand, protects the buyer from underestimating the characteristics, on the other hand, allows you to have a reserve of power.
The manufacturer, knowing about this feature of the choice, periodically overestimates the current characteristics. As a result, the power reserve that the buyer expects to receive turns out to be zero, but the allegedly “200A” device costs a little more than the 180A analogue.
Another trick of marketers is to assign a name to a device with a digital code, which hints at the welding current, but has nothing to do with it. Let's take, for example, the imaginary device “Oak 250” (I hope there is no such thing), or even “Oak 250A” - the name seems to hint to us that the device should have a current of 250 A, while in the instructions for the inverter it is indicated 160A, but who reads these pieces of paper? So, less attention to the inscriptions on the case - more time studying the devices.
When making leapfrogs with characteristics, sellers rely on the buyer’s superficial knowledge. The average welding enthusiast will not be able to check the characteristics of the tool he plans to purchase.
Unfortunately, our people trust advertising or “digital displays” more, which often have nothing to do with real current. Here is clear proof: in one of our videos dedicated to comparing welding machines, we tested the ELAND inverter:
When connecting the device to a static load stand, it turned out that the readings of the ammeter on our device and the ELAND digital display differ by 50A (!). Many manufacturers install on their equipment not measuring instruments, but indicators that show values depending on the position of the adjustment knob. Those. the numbers on the display are not ammeter readings - they are just numbers.
Additional functions
The reason for deception may be additional functions of the device. Antistick, Hot Start, Arc Force
VRD
voltage reduction function - they have become a gentleman’s set, which is featured on almost all modern inverters. Sellers fear that the absence of any of these functions may alienate the buyer, and therefore write that the inverter is equipped with a full range of options, regardless of whether they are present on the device or not.
In turn, many buyers do not really understand what, for example, Hot Start is, or what is hidden behind the abbreviation VRD. Our little educational program on the links. Click - don't hesitate:
The most common type of deception, as you understand, is the absence of declared functions on the inverter.
Their presence, in addition to Antistik and VRD, can only be checked in a laboratory. Anti-sticking is checked by prolonged contact of the electrode and the part being welded. If this function is present, the electrode should not become red-hot: after a short heating period, the device, with the Anti-Stick function, should reset the welding current to a minimum and keep the electrode suitable for further work.
The presence of VRD is checked with a voltmeter connected to the device bayonets. The no-load voltage value when VRD is turned on should not exceed parameters that are safe for the welder: 12-18-24 Volts, depending on the values declared by the manufacturer. The presence of VRD is checked with a voltmeter connected to the device mounts.
There is an even simpler method of checking, proposed by one of the owners of the AURORA MINIONE 1600. However, we do not recommend using it if you are not sure whether this function is available on the device.
?t=5m58s
Open circuit voltage
Since we are talking about safety, we cannot ignore such a parameter of welding equipment as open circuit voltage. This is a “double-edged sword”, on the one hand, the higher the voltage, the more reliable the ignition will be, the higher the elasticity of the arc, and the more stable the welding process itself. On the other hand, high open circuit voltage is limited by welder safety requirements. As a result, the minimum open circuit voltage for coated electrode welding power sources is considered to be 40 V, and the maximum value should not exceed 100 V (average value). You can check the voltage, as in the case of VRD, with a voltmeter connected to the output terminals of the welding source.
The most common deception is overestimating the idle value. Instead of 80-90 V, the device produces only 40, which cannot but affect the ignition and stability of the arc.
Source
Aurora PRO Inter 200
This new product stands out for the capabilities of its stabilizer and PFC unit. The test confirmed the ability to cook effectively even from 140 volts. In this case, the operating current develops from 20 to 200 amperes. Supports work with a 100-meter extension cord if the wire cross-section is 2.5 mm or more. Can work continuously up to 60% of the total time.
All of the listed models are compact and modest in weight, not exceeding 8 kg . Of course, when working at the lower limit of the supply voltage, you should not rely on the maximum welding current and 5 mm electrodes.
But 1.6 and 2 mm will cook stably, without sticking and annoying burns of thin workpieces and small parts. During prolonged operation, wear and tear on the parts and components of the device's power supply will increase.
It is also important to consider the reputation of the manufacturer . Little-known companies that have recently appeared on the market often offer their products at a low price compared to well-known brands. At the same time, they promise miracles that contradict the law of conservation of energy, for example, operation at an input voltage of 90 volts. This can only mean one thing: a clear example of false advertising. In this case, the input voltage will be close to the output voltage, and no matter how much it is converted, it will not be possible to maintain the required current parameters.
[my_custom_ad_shortcode2]
How to check the open circuit voltage of a welding inverter
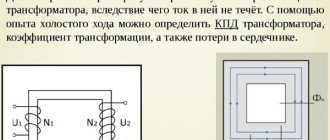
One of the most used electrical devices is the transformer. This equipment is used to change the magnitude of electrical voltage. Let's consider the features of the transformer no-load mode, taking into account the rules for determining characteristics for various types of devices.
The transformer consists of primary and secondary windings located on the core. When voltage is applied to the input coil, a magnetic field is formed, inducing a current in the output winding. The difference in characteristics is achieved due to the different number of turns in the input and output coils.
Transformer operating principle
Idling of three-phase device
The nature of the operation of the 3-phase device in XX mode depends on the magnetic system and the winding connection diagram:
- primary coil - “triangle”;
- secondary - “star” (D/Y): there is a free circuit of the TGC current I1 through the windings of the device. Therefore, the magnetic flux and EMF are sinusoidal and the unwanted processes described above do not occur; Y/D circuit: TGS magnetic flux appears, but the current from the additional EMF induced by it flows freely through the secondary coils closed in a “triangle”.
This current creates its own magnetic induction vector flow, which extinguishes the third GS of the main MP that causes it.
As a result, the magnetic flux and emf have an almost sinusoidal shape, the primary and secondary coils are connected in a star (Y/Y). In the last TGS circuit, there is no current I1, since there is no path for it: the third harmonics of each phase at any time are directed towards the zero point or away from it. Because of this, the magnetic flux is distorted.
Further is determined by the magnetic system: A three-phase transformer in the form of a group of one-phase ones: the TGS of the magnetic flux is closed in each phase along its own core and, due to the low magnetic resistance of the latter, reaches an amplitude of 15% - 20% of the working magnetic flux.
It creates an additional EMF, the amplitude of which can already reach 45% - 60% of the main EMF. Such an increase in voltage can lead to insulation breakdown with subsequent breakdown of electrical installations. Transformers with an armored rod magnetic system have the same phenomena (the third harmonic magnetic flux is closed along the side yokes of the magnetic conductor).
Three-rod magnetic system: the TGS has no path along the magnetic core and is closed through a medium with low magnetic permeability - air, oil, tank walls. Therefore, it has a small value and does not induce significant additional EMF.
Stages of commissioning tests ↑
Primary performance testing is carried out in several directions at once. Mandatory ones include:
In this case, the sequence of performing all types of the above tests plays an important role.
Engineering has all the necessary tools for high-quality diagnostics of transformers, a well-coordinated team of professionals and licenses that give the right to carry out all the necessary tests and measurements. By choosing the ProfEnergia electrical laboratory, you are choosing reliable and high-quality operation of your equipment!
Open circuit voltage: how it occurs and what it affects
The open circuit voltage is obtained by converting the mains voltage (220 V or 380 V, 50 Hz) in two series converters, first into direct current voltage and then into alternating current with a frequency of 20-50 kHz. Then the high-frequency voltage is supplied to the regulator, which maintains the required voltage at the output terminals and the specified current when the arc is ignited.
Current conversion in a welding inverter.
Many people believe that this parameter only affects the ease of igniting the arc; the higher the voltage, the easier it is to ignite the arc. Working conditions for welders when installing structures are far from ideal. Accidentally touching live parts with excessive voltage may lead to an accident.
For many inverter models, the no-load voltage and operating current are directly related. When welding metal covered with a thick layer of rust or paint, the arc is difficult to ignite.
If in this situation the open-circuit voltage is increased, the operating current will be excessive, and instead of a high-quality metal connection, slag and pores may form.
Loss table
When the second coil circuit is open, it does not use any operating power. The power that the first one consumes has a certain active percentage (this represents the losses of the device), but the reactive one, responsible for magnetization and given to the generator, dominates. As for the lost power, most of it is spent on magnetization reversal processes and the generation of magnetic circuit current eddies. Because of this, the latter begins to overheat. Since the leakage flux does not depend on the load electric current, there are power losses not only at idle, but also when applying loads. Another part of the losses (very small) is spent on heating the coil wire. Its low value is due to the wiring resistance and no-load current.
At a voltage of 10/0.4 kV, the amount of losses will increase as the power increases. For a rated power of 250 kVA, the losses will be 730 W, for 400 kVA - 1000 W, for 2500 kVA - 4200 W. After years of operation, processes occur in the magnetic circuit that increase the amount of losses: the insulation wears out, the structural characteristics of the metal change. Because of this, up to 50% of power can be lost.
Calculation method
Losses in transformers can be calculated using a certain method. To do this, you will need to obtain a number of initial characteristics of the transformer. The technique presented below is used for two-winding varieties. For measurements you will need to obtain the following data:
- Nominal system power (NM).
- Losses determined at no-load (idle) and rated load.
- Short circuit losses (SCL).
- The amount of energy consumed over a certain amount of time (PE).
- The total number of hours worked per month (quarter) (OH).
- Number of hours worked at rated load level (LF).
Having received this data, the power factor (cos φ angle) is measured. If the system does not have a reactive power meter, its compensation tg φ is taken into account. To do this, the dielectric loss tangent is measured. This value is converted to power factor.
What determines the correct selection of the mode?
A correctly set idle mode ensures high-quality combustion of the electrode and a clearly defined droplet transfer of metal into the weld pool, forming a reliable connection with weld root penetration. The formation of spatter when igniting and breaking the arc is minimal; the surface of the parts being welded in the weld area requires almost no additional cleaning. One of the main signs of a correctly selected mode is the characteristic hissing sound when the arc burns.
Three-phase welding rectifier with no-load voltage regulation by sectioning the turns of the transformer windings.
Some models of welding inverter have an additional protective function against electric shock to the welder at increased open circuit voltage. The device automatically reduces the voltage to a safe value when an emergency occurs and restores it when it disappears. Devices with increased open circuit voltage are used when welding with electrodes with refractory coating used to work with specific alloys.
Certain inverter models are equipped with a welding oscillator circuit for better arc ignition. Such devices were used on transformer welding machines with alternating and direct current. The oscillator converts the mains supply voltage into a voltage of 2.5-3 kV with a frequency of 150-300 kHz and outputs it to the output terminals in pulses lasting several tens of milliseconds. The oscillator consists of a step-up low-frequency transformer connected to an oscillating circuit and a spark gap with tungsten contacts. At the output there are capacitors that pass high-frequency currents and limit the low-frequency current from the welding machine.
Such devices also provide protection against electric shock. The power consumption of the oscillators is 250-300 W, which slightly increases the total power consumption of the welding inverter. Oscillators can be purchased as a separate unit or made independently.
Equivalent circuit in transformer mode
Direct electrical calculation of a transformer is complicated because it consists of two electrical circuits connected by a magnetic circuit.
To simplify calculations, it is more convenient to use a simplified equivalent circuit. In the equivalent circuit, instead of windings, complex resistances are used:
Each complex resistance consists of a series-connected active resistance and inductance.
Active resistance is the resistance of the winding wires.
Raising a faulty welding inverter
Another corpse came to me for repairs, Blueweld prestige 164. It’s brand new, even the smell has not yet dissipated. There is a bad reputation for it on the forums, there is a widespread defection of TGR. So. Let's start the repair. For now, look at the outside and what's inside. Photos taken from the internet. I didn’t take much pictures of the device itself.
First you need to understand the symptoms. We connect the welding to the testing stand. I have a light bulb, an isolation transformer, a foot button for safety and a socket. All this stuff galvanically decouples the welder from the network and prevents short-circuit current if the welding goes into a short circuit. We hooked it up, press the button. And we see that our welder completely short-circuits all the mains voltage. Okay, let's open it up and take a look. The first step is to eliminate the short circuit. And that's why we unsolder the IGBT. They unsoldered it, checked the transistors, and it turns out they were also broken. The outputs are called briefly. Well. We hope that the short circuit has gone away and connect it to the socket. And again, the light bulb burns at full intensity. The short circuit did not go away. We call the entire power circuit again. And we find a broken diode BRIDGE. Unsolder. And voila, the short circuit is gone. Checking the resistance of the power lines after the bridge did not reveal a short circuit. So. The banal short circuit has been eliminated. Now you need to power the control room and look at the gate pulses from the IGBT transistors with an oscilloscope. The duty here is done in a cunning way. It is powered not like conventional welders, a separate switching power supply for the control board, but is powered from a power transformer. A tricky solution for sure. And convenient in terms of diagnostics. Right now I’ll just apply voltage to the power line of the duty room and take oscillograms. We submit, we throw the probe onto the gate and the ground onto the outermost terminal of the IGBT. I took the oscillogram from the forum, and the point is clear.
The signal was distorted, and the welder's IGBTs went out. And the signal is distorted due to a malfunction of the TGR. We wind up a new Galvanic Isolation Transformer. I was using a common mode filter ring. I wound 20 turns. And let’s see what happened to the signal.
Here he is. Normal meander. Don't worry about the splashes. There is no capacitive load on the gates. The IGBTs are faulty, the resistors were soldered at 220 ohms and the surges are not absorbed. We solder the IGBT transistors and replace the burnt bridge with a new one. And we supply mains voltage. So, the welding has started, the light bulb barely gets hot, the idle current consumption means minimal, great, let’s see if the voltage appears at the output, let’s see. and there it’s 60V, NOT OK AT ALL. We legally attach the newly made TGR to the board. Since the ring together with its leads cannot be firmly installed on the board, it was decided to fill it with epoxy. We body the mixture. As it turned out, the needle was not needed. Both the epoxy and the hardener turned out to be terribly viscous.
We wait a day and begin to clean the board from glue and molds.
Next comes assembly into the housing and testing on the electrode. The IGBTs were, to be honest, of dubious quality. I took it from Ali. But as it turned out, welding also works properly on such IGBT transistors. We burned a couple of electrodes at 100A. Everything works fine. PS These welding inverters, as I already said, are experiencing widespread defects in TGR. For some, the TGR core deteriorates over time; for others, due to harsh operating conditions (stupidly overheated). And why all? Because the core material is crap. If something goes wrong, the inductance immediately drops and the welding emits white smoke. Therefore, if you have such a device, then BE SURE TO CHANGE THIS TGR IN IT (pink square)
Possible malfunctions and their causes
The causes of problems with the inverter may arise due to:
Functionality of the welding inverter.
Thermal deformation and voltage at the output of the device are inextricably linked. Due to voltage surges, the temperature of the arc changes, the metal either does not warm up to the required temperature, or burns out, forming slag and pores. Troubleshooting methods depend on the problem found. The simplest reason may be poor contact in the connections of the welding cables with alligator clips and plugs for connecting to the inverter. It leads to the appearance of deformations during welding. Typically, such a defect manifests itself in sharp non-periodic jumps in the welding current, spontaneous attenuation of the arc, which can lead to poor-quality connections, deformation and stress when welding parts from uneven heating.
Additional functions of inverter welding machines
The presence or absence of service functions is not critical, but it makes life a lot easier, especially for a beginner. Their set is usually standard:
- “Hot start” HOT START - affects the ignition of the arc. When igniting, an additional impulse is given, which makes it easy to start welding.
- “Arc Force” - ARC FORCE - when the electrode suddenly approaches the metal, the welding current automatically increases. This prevents the electrode from sticking.
- “Anti-stick” - ANTI STICK - turns off the power when the electrode gets stuck, turns it on after it comes off. A convenient function, especially relevant for novice welders.
There are some other useful features. For example, indication and automatic shutdown when overheating. This is a useful addition - it is not always possible to keep track of the time or the overheating indicator. Automatic shutdown saves you from burnout and expensive repairs.
A welding machine for manual electric arc welding allows you to weld almost all metals, except non-ferrous ones
Pay attention to the package: in addition to the welding machine, there is usually a power cable (sometimes it is removable, sometimes it is stationary), two welding cables - one with a clamp for attaching to the part, the second with an electrode holder. It is better if the cables are light, flexible and long. But such luxury is not always available. More often, working cables are about 2 meters long, which is not always convenient. When looking at the cables, pay attention to how they are terminated, soldered (preferably) or clamped/rolled.
Pay attention to the warranty period, as well as how close the nearest service center is to your home/dacha. The lack of a service network is an alarming sign. This means that even if there is a warranty breakdown, you will have to repair it yourself, for money. You won’t send your device for repairs across half of our rather large country...
What to count on
The bulk of inverters are designed to operate from a network that allows fluctuations of up to 15%. This means that the inverters operate reliably up to 187 V. If your network does not provide this level of voltage, you will have to look for an inverter that allows fluctuations of up to 25%. If the mains voltage dips below the permissible norm, the inverter operates unstably, loses power or turns off.
At Uх.х. less than 80 V, you have to carefully select the brand of electrodes used. There is a group of professional electrodes (UONII, TsL, TMU), which require at least 80 V to ignite the arc.
Duration of switching on (DS)
This indicator characterizes the period of continuous operation in a 10-minute period at a certain current strength and ambient temperature. For example, the PT indicator at t=20 C is 80 (45%). This means that this device, at t = 20 C and a current of 80 Amps, is capable of continuously working without overheating for 4.5 minutes and must have a break in operation of 6.5 minutes. The work period does not have to be continuous, but can be accumulated over a 10-minute interval.
Practice shows that in the welding process, 80% of the working time is spent on preparation (moving the part, changing electrodes, cleaning, chipping off slag, moving the welder himself relative to the part, etc.) and only 20% is spent directly on welding.
In addition to the main characteristics, there are additional indicators that will help you make a choice between models that, at first glance, are similar.
About categories and prices
All inverter manual arc welding machines working with consumable electrodes, designated MMA, can be divided into two large groups:
- Household - for occasional use and simple work. If you are not planning a large-scale construction project, you will need the device once every two to three months to repair something, weld something, etc., then the working life of the units of this group is sufficient. These are the cheapest of the inverter welders. They cost 3-5 thousand rubles or so, produced in China.
- Professional - for long hours of daily work. This is an option for those who will use an inverter in production or are planning large-scale construction: build a dacha or house, weld a metal fence and stairs. The cost of these units is about $300-400.
There is also an intermediate class - semi-professional. In terms of characteristics and price, they are approximately in the middle. This is a good choice for those who love to make things and also love a good tool. All gradations are very arbitrary, but if you tell the seller what class you want the device to be, he will understand you and offer several options.
The assortment even in an ordinary hardware store can be confusing, but in a specialized one...
There are also universal or combined welding inverters. They can weld in several modes, one of which is usually manual arc welding. These units belong to the professional class and are convenient for their versatility - some can also work as a cutter, as well as cook in an environment of inert gases, which allows you to weld thin metal and stainless steel without any problems. This equipment will be useful if you also have a car - you can do repairs yourself, as well as cook all sorts of small things around the house.