Координатно-расточным агрегатам отведено особое место в мире станков, ведь они выполняют одну из самых сложных задач — создают высокоточные отверстия с незначительными отклонениями в размещении относительно друг друга. У такого оборудования особое отсчетное устройство, что дает возможность делать высокоточную обработку заготовок. Погрешность при сверлении отверстий до 1 микрометра. Дополнительно координатные станки оснащены устройством, контролирующим возможные отклонения, что делает рабочий процесс практически ювелирным.
Такой тип техники применяется в обработке межцентровых отверстий если необходимо добиться максимально точных расстояний согласно с заданными на плоскости координатами. В процессе обработки заготовок не нужны дополнительные конструкции, направляющие инструмент.
Комплект поставки
В комплект входят дополнительные разнообразные инструменты и специальные принадлежности, помогающие сверлить и растачивать отверстия, нарезать резьбу, проводить фрезерование и делать разметку. Речь идет о таких элементах:
- Патроны.
- Переходные втулки.
- Оправки для фрез.
- Набор борштанг.
- Универсальный резцедержатель.
- Резцедержатель точной подачи.
- Микроскопе-центроискатель.
- Пружинный керн.
- Установочный центр.
- Резцы, сверла, развертки, метчики.
Конструкция
Конструкция большинства современных координатных станков с ЧПУ предусматривает обслуживание металлических заготовок по 3-м направлениям.
Специализированный координатный станок передвигает фрезу в продольном (X) и поперечном (Y) направлении по горизонтали. Также предусматривается перемещение по вертикали (Z). Если в конструкции предусматривается наличие специального поворотного устройства (обрабатывающего заготовки цилиндрической формы), горизонтальное передвижение можно заменить путем поворота стального сырья по продольной оси. Но в любом случае, направление перемещения фрезы может определяться только по трем независимым координатам.
Технические способности станка являются оптимальными, чтобы перемещать фрезы агрегата по достаточно сложным маршрутам, параллельно достигая одновременной обработки различных поверхностей, не меняя положение заготовки.
В более продвинутом оборудовании удалось модернизировать систему координат станка с ЧПУ, расширяя их количество до пяти. При своеобразной «пятикоординатной обработке» обработка осуществляется вокруг 2-х дополнительных осей (меняется наклон инструмента). Настроить оборудование в таком случае достаточно просто – для этого достаточно загрузить во внутреннюю память чертежи, после чего ЧПУ станка самостоятельно определит направление, в котором осуществляется передвижение. В процессе работы токарного станка с ЧПУ угол инструментов меняется за счет движения платформы, либо наклона шпинделей.
Классификация оборудования
Расточные агрегаты обладают некоторыми конструктивными особенностями. В зависимости от типа выполняемых работ оборудование может быть специализированным или универсальным.
Главный признак агрегатов подобного рода — шпиндель (может располагаться как в горизонтальном, так и в вертикальном положении), с помощью которого приводится в движение осевая подача. Так как оборудование приспособлено под выполнение разных задач, то зачастую заготовка проходит полный цикл обработки. Важно, что изделие не нужно перемещать между несколькими станками.
Потому установки для растачивания пользуются особым спросом в отрасли машиностроения, где существует острая необходимость в постоянной сложной обработке деталей. Главная характеристика, влияющая на уровень производительности — сечение шпинделя. В нем фиксируется рабочий инструмент.
Область применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Виды агрегатов
На сегодняшний день существуют следующие виды данных станков:
- Токарно-расточные.
- Алмазно-расточные.
- Координатно-расточные.
- Горизонтально-расточные.
Координатно-расточные агрегаты признаны самыми универсальными и многофункциональными, что позволяет использовать их почти для всех известных операций, связанных с обработкой отверстий. На таких агрегатах могут выполняться разметочные процедуры, требующие высокой точности, ведь они оснащены электронными, механическими, индуктивными и оптическими устройствами подсчета, которые становятся гарантией безупречности измерений передвижений подвижных узлов.
Второе существенное достоинство — универсальный поворотный рабочий стол, благодаря ему можно работать с наклонными отверстиями.
Вращение шпинделя — основное (рабочее) движение, а вертикальное перемещение — движение подачи. В состав входит одна либо две стойки.
Горизонтально-расточные станки
Основной отличительной особенностью горизонтально-расточного станка (рис. 1) является горизонтальное расположение шпинделя. Этот тип станка несколько напоминает обычный токарно-винторезный станок. Но в горизонтально-расточном станке имеется несколько ключевых отличий. Во-первых, отсутствует задняя бабка. Вместо задней бабки установлен подвижный люнет. Во-вторых, планшайба, которой оборудован шпиндель, имеет возможность смещать резец относительно оси вращения, что нехарактерно для токарного станка. В третьих, здесь имеется стол, на котором может быть закреплена деталь.
Рисунок 1. Горизонтально-расточной станок
Рисунок 1. Горизонтально-расточной станок
Рассмотрим основные узлы и элементы, из которых состоит стандартный горизонтально-расточной станок.
- Задняя стойка. Предназначена она для закрепления на ней подвижного люнета. Может перемещаться на направляющих станины. Имеет рычаг для фиксации положения.
- Люнет. Это приспособление предназначено для удерживания хвостовой части обрабатываемой детали, если ее длина не позволяет произвести надежное закрепление на столе. Является дополнительной точкой крепления. Люнет может перемещаться в вертикальной плоскости. Перемещение в горизонтальной плоскости осуществляется посредством движения задней стойки.
- Передняя стойка. Основная опора, на которой крепится рабочий орган станка — шпиндельная бабка. На передней стойке расположены вертикальные направляющие, по которым перемещается бабка.
- Суппорт. Этот элемент горизонтально-расточного станка служит для подачи резца к поверхности обрабатываемой детали. Суппорт имеет возможность продольного перемещения в горизонтальной плоскости вдоль оси вращения.
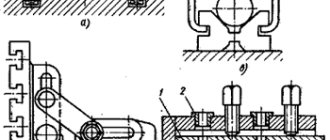
- Планшайба (рис. 2). В отличие от стандартной планшайбы станков токарной группы, служит для закрепления в ней расточного резца. Имеет возможность смещения резца относительно оси вращения. Это позволяет одним резцом выполнять различные расточные операции.
- Шпиндель. Передает вращательное движение от коробки скоростей на планшайбу.
- Бабка. Рабочая подвижная часть горизонтально-расточного станка. Внутри бабки располагается электродвигатель, коробка передач и направляющие для осевого перемещения суппорта.
- Пульт управления. Включает в себя кнопки изменения рабочей скорости, реверса, настроек автоматической подачи и аварийной остановки.
- Стол. Служит для расположения и закрепления на нем массивных деталей небольших габаритов.
- Салазки. Служат для перемещения стола.
- Станина. Является основанием станка. На станине располагаются две стойки и стол. Иногда станина имеет возможность регулировки уровня установки станка.
Рисунок 2. Планшайба расточного станка.
Рисунок 2. Планшайба расточного станка.
Сегодня все чаще встречаются горизонтально-расточные станки, которые оснащены модулем числового программного управления.
Обработка заготовок
Для обработки деталей понадобится специальный инвентарь. В большинстве случаев пользуются расточными головками, монтирующимися в разные приспособления. У головок имеется цельнометаллическая державка хвостовика; на ней разместился паз, перемещающий резец ползуна.
А также часто применяется приспособление, позволяющее заниматься выполнением эффективного и быстрого растачивания пресс-форм (их матриц). Заготовка ставится на столе и фиксируется с двух сторон болтами прижимами. Полость матрицы обрабатывается посредством квадратной регулирующей головки. Ее дополняют кольцо-регулятор со шкалой, снизу — паз. По нему передвигается ползун с резцом на держателе. Микровинты позволяют настроить головку. Стоит отметить, что головки используются не во всех механизмах подобного типа.
Расточное оборудование имеет ряд важных достоинств:
- Простота и универсальность технологической оснастки.
- Повышенная производительность.
- Уменьшенная длительность производственного цикла.
- Быстрая подготовка оборудования к переориентированию на выпуск новых деталей.
Самодельная делительная головка для токарного станка
» Станок » Головка расточная для фрезерного станка
Расточные работы, основная цель которых заключается в придании уже существующим отверстиям требуемых параметров, могут выполняться с помощью расточного, фрезерного и токарного станков. Подобные работы (например, первичная обработка созданного ранее отверстия или смещение его положения относительно оси) выполняются только после окончательного завершения сверления (или рассверливания).
Растачиваемые работы, выполняемые на фрезерном станке, требуют особых инструментов.
Так, ими могут выступать либо многолезвийные (многорезцовые), либо фрезы, которые представляют собой постоянно вращающиеся в процессе работы тела, покрытые одновременно износостойкими и прочными зубцами.
Фрезы являются одними из самых главных инструментов, что позволяют производить обработку металлических поверхностей и отличаются большим разнообразием.
Фактически расточная головка представляет собой деталь спецоборудования, основное предназначение которой – удерживание описанных выше зубцов (или резцов, зависит от выбора основного инструмента работы) при осуществлении с их помощью сверления, расточки или других операций (фрезеровки).
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Выбор расточной головки
Основные различия между продаваемыми сегодня расточными головками заключается в разности диаметров и диапазонов расточки обрабатываемой поверхности. При выборе подобного спец. оборудования необходимо опираться на:
- Диапазон перемещения ползуна;
- Частоту допустимых оборотов
- Скорость подачи (как ручной, так и автоматической).
В настоящее время популярно несколько компаний-производителей, которые предлагают достаточно широкий ассортимент товара.
Особой популярностью же пользуются расточные головки , поскольку данные модели одновременно и просты в эксплуатации, и позволяют проводить достаточно сложные операции (например, проработку сразу нескольких канавок, различающихся меж собой по параметрам).
Обратить внимание следует и на продукцию , которые предлагают похожие по параметрам инструменты; при этом некоторые модели подойдут даже для новичков в токарном деле (например, «CoroBore 820», который является одним из самых простых для освоения инструментов, способен работать в 4 режимах и может быть настроен на работу как в режиме использования нескольких лезвий одновременно, так и с только одним).
Отлично зарекомендовала себя на рынке и испанская , которая, в основном, ориентирована на модели среднего и бюджетного класса и предлагает едва ли не самое большое количество различных моделей расточных головок в этих сегментах рынка.
Заключение
Поскольку расточные головки находят в настоящее время своё применение не только на фрезерных станках, но и на расточных разных типов (горизонтальных и координатных), сверлильных, разнообразие их видов на сегодняшний день достигло своего максимума, что частично объясняется необходимостью выполнения многоэтапных задач. Однако при этом конструктивное устройство, рассмотренное в данной статье, осталось тем же, как и принцип работы.
От выбора вида расточной головки напрямую зависит качество работы над имеющейся поверхностью, потому к приобретению данного элемента следует подходить максимально ответственно, дабы в будущем было возможно провести многоступенчатую обработку детали.
www.m-deer.ru
Делительная и расточная головка для фрезерного станка
Делительная фрезерная головка является дополнительным оборудованием, которое расширяет возможности фрезерного станка в работах по металлу.
В первую очередь, фрезерная головка используется для производства различных инструментов — метчиков, зенкеров, разверток, фрез и т.д. Применяют ее, также при работе с профильными деталями машин — звездочки, зубчатые колеса.
Универсальная делительная головка
Использование такого устройства позволяет вырезать пазы и шлицы на отдельных поверхностях, обрабатывать торцы деталей, формировать грани у гаек и головок болтов, и многие другие технологические операции.
Возможности многоосевых систем
Координатно-сверлильный станок позволяет получать сложные детали:
- Бобышки, отверстия нестандартной формы.
- Фасонные поверхности, корпусные изделия.
- Зубчатые колеса, шестерни, крыльчатки, роторы.
- Без труда отрабатываются ребра жесткости.
- Отверстия в любой проекции под различными углами, пазы, резьбы.
- Все сложные детали, требующие криволинейной обработки.
- За один цикл можно обработать полностью всю поверхность заготовки.
В последнее время широко применяются вакуумные столы для удержания обрабатываемой детали за счет всасывания воздуха. Классические крепления уже не используются, что сокращает время на извлечение и установку новой заготовки.
Сфера применения координатной пробивки
Координатная пробивка применяется во многих отраслях промышленного производства. Целью обработки металла данного типа является создание готовых изделий, либо изготовление деталей и частей для нужд смежного производства. Координатно-пробивные работы применяются в следующих случаях:
- Мебельное производство — для изготовления основы спинок и сидений кресел, кроватей, скамеек, полок и шкафов.
- Для производства несущих частей офисных, архивных, библиотечных, складских и промышленных стеллажей.
- При изготовлении декоративных экранов и решёток для маскировки оборудования, вентиляции, либо в целях безопасности.
- Индивидуальное производство деталей интерьера — декоративных перегородок, в соответствии с дизайнерскими решениями.
- При производстве предметов быта — плафонов осветительных приборов в стиле модерн и хай-тек, посуды, накладок на врезные замки и других элементов.
- При изготовлении строительных лесов и подмостей для нужд строительно-монтажного производства.
- Для производства отдельных корпусных элементов станков, конвейерных линий, технологического оборудования.
Координатная пробивка используется практически во всех отраслях — в автомобильной индустрии, авиастроении, космической промышленности, при производстве рекламных конструкций, спортивных тренажёров и других видов продукции. Многие компании, предлагающие услуги по обработке металлов, помимо массового производства, выполняют индивидуальные заказы при наличии технического задания от клиента.
Технология координатной пробивки металла
Все координатно-пробивные станки, принцип действия которых основан на методе холодной штамповки металла, работают в соответствии со следующим технологическим алгоритмом:
- Конструкция пуансона выполняется таким образом, что давление при ударном воздействии происходит по контуру вырубаемого отверстия.
- Матрица, расположенная с оборотной стороны заготовки, создаёт ответное усилие при опускании пуансона.
- Конфигурация матрицы повторяет геометрию пуансона, немного отличаясь в габаритах.
- При оказании давления возникает пара сил от давления пуансона и опорной реакции матрицы, что вызывает изгибающий момент с минимальным плечом.
- В месте минимального изгибающего момента образуется предельная поперечная сила, сопровождающаяся ростом перерезывающего усилия.
- По правилам сопромата, если внешняя нагрузка превышает предел прочности материала, происходит разрушение его структуры.
- Когда поперечная сила превышает предел прочности стали, возникает нарушение кристаллической решётки. Предел прочности зависит от жёсткости, химического состава и способа упрочнения металла. В результате этого действия происходит вырубка отверстия нужного очертания.
Величина давления на единице площади зависит как от усилия, задаваемого двигателем станка, так и качества обработки кромок пуансона и матрицы. Таким образом, для повышения точности пробивки без деформации листа, следует применять только высококачественный инструмент с заточенными гранями. В целом, принцип работы координатно-пробивной машины не отличается от функционирования обычных канцелярских ножниц.
Как отсчитываются перемещения?
В современном оборудовании применяются два варианта определения положения перемещений – абсолютные и относительные. Выбор в пользу абсолютной или относительной системы на ЧПУ определяется исходя из ряда факторов. Например, каким именно образом составляются размерные цепи на чертежах. Тем или иным системам управления станком свойственно выбирать между двумя вариантами – в приращениях (относительный способ), либо от конкретной размерной базы (абсолютная методика).
Вне зависимости от количества точек, в проекте должна присутствовать базовая размерная точка. В системах с ЧПУ базовой точкой удобно пользоваться в качестве нулевой. Но в системах координат станков ЧПУ всегда надо пользоваться абсолютными координатами. Рассмотрим каждую систему поподробнее.
В системе, использующей абсолютный способ отсчета, станок с ЧПУ проводит фрезерные операции начиная с точки P0, перемещаясь по прямой, вплоть до точки P1. Пользуясь относительной системой, токарные станки, по сравнению с рассматриваемым ранее вариантом, перемещается по иному принципу.