Главная » Обзоры » Гильотины для резки металла: виды и применение
Для раскроя металлических листов или прутков на предприятиях применяется специальное оборудование. Гильотины и гильотинные ножницы нужны в строительстве, машиностроении, на производстве, в автосервисах и домашних мастерских.
Выпускаются подобные ножницы для резки и рубки металла в различных вариациях. О видах данного оборудованиях и пойдет речь ниже. Устройства с разным типом привода различаются по точности реза, скорости работы и другим характеристикам.
Российские станки для резки металла (гильотины) выбирают, опираясь на технические характеристики. Важнейшая из них — максимальная толщина листового материала, который планируется нарезать. Столь же важен и вес ножниц. Данные параметры и прочие технические параметры указаны в описании Гильотинных ножниц нашего каталога.
Пневматические гильотинные ножницы
Ножницы пневматические отличаются высокой точностью резки за счет повышенной жесткости, прочности станины.
Модели пневматического типа оборудованы компрессором и работают за счет сжатого воздуха. Гильотины этой категории отличаются большой рабочей поверхностью. Оборудование весьма экономичное и подходит для крупных предприятий, где требуется постоянная работа устройства по резке металла.
Пневматика прекрасно режет листы большой толщины, справляется с легированной сталью.
Система смазки и электрооборудования пневматических ножниц серии НА работает даже при низких температурах, что невозможно при работе с гидравлическим аналогом.
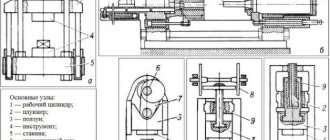
Конструкция и принцип действия
Электромеханическая гильотина – чаще встречающаяся конструкция – состоит из следующих узлов:
- электродвигателя;
- клиноременной передачи;
- маховика;
- приемного вала;
- электропневматической системы включения: муфты и тормоза;
- главного вала двухколенчатого типа;
- двух шатунов тянущего или толкающего типа;
- ножевой балки. заднего упора;
- переднего упора (для агрегатов, работающих с тонколистовым металлом, этот узел может отсутствовать);
- рабочего стола;
- прижима;
- станины сварного типа (в старых моделях станков встречаются литые станины);
- рабочей рельсовой тележки для сбора нарезанных полос;
- систем смазки и управления.
Промышленные исполнения станков для резки листового проката с механическим приводом работают в следующей последовательности. Подлежащий разрезке листовой металл устанавливается по заднему упору на определённую ширину реза. Ножевая балка при этом находится в крайнем верхнем положении, электродвигатель и маховик с приёмным валом вращаются, но балка неподвижна, поскольку включён тормоз. После позиционирования заготовки по заднему упору оператор включает передний упор, которым устанавливается необходимая точность резки. Далее включается прижим. Он представляет собой совокупность пневматических или гидравлических цилиндров небольших рабочих диаметров, которые своими штоками прижимают подлежащий отрезке листовой прокат к опорной поверхности стола. При включении ножниц происходит разблокировка тормоза с одновременным включением муфты, которая соединяет главный вал с приёмным валом. Главный исполнительный механизм выполняет прямой ход, в конце которого выполняется полное разделение. При возвращении балки в исходное положение задний упор поворачивается, и освобождает отрезанную полосу. В результате та падает по склизу в тележку за станком, которая затем вручную, либо автоматически отводится из-под оборудования. Из тележки стопа нарезанных полос с помощью крана или транспортёра перемещается на склад или к месту дальнейшей переработки. Последняя некратная полоса удаляется вручную, при этом цилиндры узла прижима оборудуются защитными кожухами, которые исключают попадание пальцев оператора в рабочую зону (управление всеми ножницами – педальное).
Гильотина для металла механического типа иногда имеет и иное конструктивное оформление. Различие заключается в том, что шатуны у таких станков – не тянущего, а толкающего типов. Они располагаются в нижней части ножевой балки, и при рабочем ходе толкают её вверх. Считается, что подобная схема станка отличается меньшими значениями рабочих нагрузок на шатуны, а гильотинные ножницы с толкающими шатунами имеют меньшую высоту. Такая схема, однако, более сложна в регламентном обслуживании и настройке, а потому более характерна для станков, работающих с заготовками небольшой – до 1,5…2 мм – толщины.
Электромеханические станки для резки металла
Механические гильотинные ножницы востребованы на предприятиях, которые специализируются на резке листового металла. Оборудование этого класса отличается невысокой ценой, оптимальной производительностью, используется для выполнения всего спектра задач, связанных с подрезкой металлопроката на производстве.
В системе работает электрический мотор. Станок подключают к сети для подачи энергии. Такие аппараты отличаются высокой скоростью работы, эффективностью, точностью реза. При резке нож равномерно воздействует на обе стороны листа. Эксплуатационный срок гильотин электромеханического типа длительный.
Длина стола и размер листовой заготовки зависит от модели и предполагает ширину 2000, 2500 и 3000 мм.
Гильотина для рубки металла: ручная, гидравлическая, электромеханическая, пневматическая
Резка металлоизделий на гильотине – это прямолинейный метод раскроя стального листового металлопроката на рулоны, полосы и заготовки прямоугольной, квадратной формы.
Отходов при резке гильотиной практически нет (может оставаться незначительное количество мелкой стружки на ножах). Точность реза — 0,05-0,1 мм. Скорость работы — более 10 заготовок в 60 секунд (зависит от вида оборудования).
Путать такие технологии металлообработки, как рубка и резка, не стоит, ведь они имеют существенные отличия.
Рубка и резка металла
Стальные заготовки разрубаются путем ударного воздействия зубила (острого резца), которое расположено под небольшим углом или строго перпендикулярно по отношению к металлопрокату. Наклон рабочего инструмента контролируется мастером, так как представленный метод осуществляется вручную.
Ручной способ рубки знаком людям, работающим на производстве, частным мастерам, автовладельцам. Он применим в тех случаях, когда необходимо:
- подогнать заготовку под нужный размер;
- обработать кромки металлоизделия;
- выровнять плоскую поверхность;
- удалить образовавшиеся заусенцы;
- сформировать кромки для дальнейшей сварки металлопроката;
- отделить появившиеся окалины;
- пробить отверстие в заготовке;
- обрубить головки крепежных элементов (например, болтов).
Зубило имеет заточенный наконечник. Он позволяет разрубать металл, сделать в заготовке канавки, углубления, отверстия.
Изготавливается он из инструментальных сплавов или твердосплавных конструкционных пластин. Внешне выглядит как стальной брусок, на одной стороне которого есть режущая кромка. В зависимости от назначения различается по форме, ширине рабочей части и углу заточки.
Традиционно используются инструменты шириной 2-2,5 см. Режущая кромка бывает плоской или слегка закругленной. При работе со стальным сырьем острая часть зубила со временем тупится. Заточка режущего элемента выполняется с учетом необходимого угла. Для работы:
- с бронзой и чугуном соблюдается параметр в 70 градусов;
- обыкновенной сталью — в 60 градусов;
- медью и латунью — в 45 градусов.
Аналогом зубила является крейцмейсель. Обычно его режущая часть не превышает 1 см, форма рабочей поверхности имеет каплевидную форму. Чаще используется для создания канавок и пазов на поверхности металлоизделия, в то время как зубило используется больше для сквозного прорубания проката.
При ручной рубке в качестве дополнительного инструмента выступает молоток. Для работы выбирается стандартный слесарный инструмент массой 0,4-0,8 кг и длиной ручки от 35 до 45 см.
Процесс рубки металла при помощи зубила состоит из следующих этапов:
- заготовка укладывается на ровную и прочную поверхность или наковальню (чаще она зажимается в тисках);
- делается линия разметки;
- вертикально на место обрубания ставится зубило;
- мастером наносятся легкие удары молотком по верхней части зубила, которое в процессе слегка сдвигается по линии разметки;
- стальная заготовка переворачивается;
- все действия повторяются с обратной стороны.
Но рубка может быть не только вертикальной, но и горизонтальной. В таком случае заготовка зажимается в тисках под углом в 35 градусов и меньше относительно стола. Такой метод позволяет обрубить лишнюю части листового проката, выступающую из тисков.
В качестве альтернативы в последнее время вместо зубила используются ручные ножницы по металлу. Но и в первом, и во втором случае кромка заготовки может иметь шероховатости, заусенцы, неровности.
А вот рубка металла на гильотине дает ровный срез. Но этот вид металлообработки уже больше относится не к рубке, а к резке. Заготовки разрезаются с использованием пиляще-режущего инструмента (ножниц, пил, автоматизированного современного оборудования). Это более современный способ, используемый преимущественно на малых и крупных предприятиях.
Как осуществляется резка металла на гильотине
Гильотина для резки металла – это станок, который оснащен статичным режущим элементом, расположенным внизу, а также верхним ножом (двигается по определенной траектории: дугообразной или только прямой — в зависимости от типа станка). Некоторые виды оснащаются дополнительным прессом, который позволяет зафиксировать заготовку на станине.
Характерная особенность таких установок заключается в косой ножевой балке, расположенной сверху. Это помогает ему постепенно перемещаться к линии среза во время давления на металлический листовой прокат.
Такой тип ножа влияет и на мощность механизма, который способен прорубить сталь толщиной вплоть до 20 мм одним ударом. Но рекомендуемыми параметрами заготовок для работы все же являются листы от 0,1 до 2,5 мм. При этом прочность металла может достигать 500 МПа.
Выпускаются ножи цельными. Изготавливают их преимущественно из марок стали У8А и У10А (после термической обработки должны иметь твердость в пределах 56-58 HRC), а также Х12, 4ХС, 6ХС, 5ХВ2С, Х12Ф1 (их твердость составляет 56-62 HRC).
Процесс рубки состоит из следующих этапов:
- на рабочий стол подается заготовка. Делается это вручную или автоматически (в зависимости от вида станка);
- стальной лист фиксируется для обеспечения высокого качества среза;
- определяются размеры будущих лент или полос;
- обозначаются места разрезов;
- на уложенный металлопрокат опускается стальной нож, заточенный под оптимальным углом (в среднем от 86 до 89 градусов);
- собственной массой или при помощи гидравлического, электромеханического привода он воздействует на заготовку с необходимым для резки усилием;
- как только рассечение сделано, нож поднимается.
В промышленных условиях используется оборудование с длинными ножами, что повышает скорость реза, увеличивает производительность и позволяет рубить металлопрокат шириной больше 3 метров. На крупных предприятиях устанавливаются станки с гильотинными ножницами, которые способны рубить 6-метровый прокат.
Какой металл рубят на гильотине
Станок гильотина используется для раскроя холоднокатаного и горячекатаного металла. Рубить также можно:
- оцинкованную сталь;
- заготовки из нержавеющих сплавов;
- композитные материалы;
- гладкий и рифленый алюминий;
- цветные виды металлов (медь, титан, латунь).
Как мы говорили выше, – толщина заготовок может быть в пределах 0,2-1,5 мм. Гильотина разрубает сталь прочностью до 400 МПа. В промышленных условиях стандартно рубятся заготовки длиной в 2 метра. На крупных предприятиях возможен раскрой листов длиной в 3-6 метров. Точность реза не превышает 0,1-0,2 мм.
Особенности оборудования
Стандартно гильотина для резки листового металла состоит:
- из неподвижной станины (рабочего стола);
- правой и левой стойки;
- прижимной балочной части;
- балки ножевого типа;
- заднего упора;
- кривошипа;
- противорежущей пластины;
- рычага подачи ножа (может быть ручным и автоматическим).
В зависимости от вида оборудования, эта комплектация может быть дополнена.
Гильотина для рубки металла бывает:
- ручной. Используется в небольших мастерских. Заготовку разрубают два установленных ножа. Нижний зафиксирован в одном положении, а верхний двигается строго по вертикали вниз. Ручная гильотина не нуждается в настройке. Важно лишь установить оборудование на ровной поверхности и выставить ножи согласно заводским схемам. Разрезает сравнительно небольшие заготовки (ширина реза обычно не превышает 1200-1500 мм). Используется для стали толщиной до 0,5-0,7 мм. Популярные модели: Mazanek GR 2000, Schechtl HT 200, Q01-1.25×2000;
- гидравлической. Они снабжаются приводной системой гидравлического типа. Делает как штучную, так и серийную обработку металлических листов. Гидравлическая гильотина работает с листовым прокатом толщиной до 2 см и длиной не более 6 метров. Ножи могут двигаться по прямой и дугообразной траектории. Контроль над их расположением осуществляется в ручном, автоматическом, а также полуавтоматическом режиме. Особенно популярны: Stalex HQ, Stalex THS, MelalMaster HCJ;
- электромеханической. Применяется на крупных предприятиях, на которых важна высокая производительность и возможность раскроя толстого листового металлопроката. Нож работает благодаря кривошипно-шатунному механизму. Оборудование может комплектоваться ЧПУ. Это позволяет создавать шаблоны для производства больших партий заготовок в однотипном исполнении, увеличивать точность реза. Электромеханическая гильотина режет металл с сечением 4-8 мм. Нож делает до 60 ходов за одну минуту. Популярные модели: Fabtec Q11, RAS SMARTCUT, RAS PRIMECUT, SAY-MAK SRGM-H;
- пневматической. Весь механизм работает на магистрали со сжатым воздухом. Производительность у этого вида оборудования выше, чем у гидравлического станка. Чаще гильотина пневматическая используется на предприятиях с крупносерийным выпуском металлоизделий. Нож разрезает металл толщиной в 12 мм и более. Особенно популярна модель станка TGSP.
Промышленные гильотины
Производительность и минимизация затрат по времени при рубке на гильотине играют главную роль при выборе оборудования для крупных предприятий. Поэтому в промышленных условиях в основном используется пневматическое, гидравлическое или электромеханическое оборудование. Крупные заготовители делают акцент на полной автоматизации процесса. Основная часть станков оснащается ЧПУ.
Из востребованных видов гильотин для резки металла выделим:
- гидравлические установки MetalMaster;
- электромеханические гильотины Stalex;
- гидравлические ножницы Inanlar;
- пневматические станки TGSP;
- электромеханические ножницы TKS и др.
Гидравлические ножницы Inanlar
Сравнительная таблица всех видов гильотин, ГОСТы, виды брака
| Тип гильотины | Толщина металлоизделия | Вид металлоизделия | Максимальная прочность металлической заготовки | Ширина листового проката | Количество ходов за 60 секунд | Наличие ЧПУ | Точность среза |
| Ручная | 0,2 – 1,5 мм | Оцинкованный и профилированный лист, арматура, обычный листовой металлопрокат | 400 МПа | 0,1-2,5 м | от 2 до 5 | — | 0,05-0,1 мм |
| Гидравлическая | 0,4 – 40 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-3 м | от 8 до 20 | + | 0,05-0,1 мм |
| Электромеханическая | 0,25 – 12 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-3 м | от 1 до 60 | + | 0,05-0,1 мм |
| Пневматическая | 0,2 – 12 мм | Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла | 500 МПа | 1-2,5 м | от 1 до 60 | + | 0,05-0,1 мм |
Работа с гильотинным оборудованием контролируется ГОСТами 6282-88, 11647-75.
Из возможных видов брака выделим:
- косой срез и серповидность (объясняется уводом ножевого полотна в сторону из-за слабого натяжения в раме);
- образование острого края на металлоизделии. Причины: плохое качество заточки гильотинного ножа либо неверное расположение верхнего режущего элемента на станке;
- выгнутость или закручивание. Такое может произойти по причине некачественного или неправильного зажима заготовки.
Преимущества резки на гильотине
- Быстрая окупаемость.
- Полная готовность заготовки к дальнейшей обработке после процесса рубки;
- Универсальность (можно работать с листовым прокатом из различных сплавов, включая холодно- и горячекатаную сталь, нержавейку, оцинковку).
- Экономичность. Рубка металла на гильотине дает минимальные потери исходного материала (не больше 10%). Этот метод позволяет разрезать листы практически без опилок и стружек.
- Качество среза. Кромка получается ровной, без заусенцев, заломов и сколов. Нож опускается строго перпендикулярно относительно заготовки.
- Отсутствие нагрева материала.
Применение
В промышленных условиях применяются и иные виды резки металла. Это может быть:
- гидроабразивный метод. Точность реза – 0,1 мм, ширина реза – 0,8-1 мм, потеря материала минимальная (возможные допуски 0,1-0,3 мм);
- ленточнопильная резка. Точность – 0,1 мм, ширина – около 1,5 мм, потеря материала минимальная (возможные допуски 0,1-0,3 мм);
- лазерный способ раскроя. Точность – ±0,05 мм, ширина – 0,2-1 мм, потеря материала небольшая (возможные допуски 0,1 мм);
- плазменная резка. Точность реза составляет ±0,1 – ±0,5 мм (в зависимости от вида материала), ширина реза – 2-7 мм, потеря материала относительно высокая (возможные допуски 0,2–0,5 мм).
Гильотинная резка используется преимущественно для создания стальных листов, лент и полос определенного размера.
Эти металлоизделия в дальнейшем используются в строительстве и в производстве деталей для автомобилей, рабочих машин, промышленных станков. Применяется полученная металлопродукция также в авиа-, судо-, вагоностроении.
Гидравлические гильотинные ножницы
Гидравлические гильотины используют крупные предприятия. Именно такие устройства применяют в автомобильной промышленности, при производстве кровельных материалов.
Станки этой категории — самые современные и производительные. Они отличаются большой длиной разреза, высокой мощностью, производительностью и эффективностью. Если требуется система, которая легко разрежет лист толщиной 2,5 см, то стоит обратить внимание именно на такие станки. Длина реза достигает у них 3 метров.
Гильотина может быть оснащена педальным и ручным управлением, упорами с градуировкой для резки высокоточных заготовок, ЧПУ и рядом дополнительных опций. Отличительная особенность данного оборудования состоит в высокой точности реза и отсутствии зазубрин и вмятин. Гидравлические гильотинные ножницы применяют для резки без дефектов и повреждений покрывающего слоя металла, имеющего полимерное или лакокрасочное покрытие.
Электромеханические гильотины
Основные характеристики гильотины электромеханической — толщина реза и рабочая длина. Гильотины электрические – быстрое и доступное решение с использованием самых современных технологий. Основные характеристики гильотины — толщина реза и рабочая длина. Гильотины c электроприводом – быстрое и доступное решение с использованием, гильотинные ножницы гидравлические, пресс-ножницы применяют чаще всего в заготовительном производстве для рубки листов металла различной ширины, длины и толщины на заготовки требуемых размеров.
Гильотинные ножницы находят широкое применение в производстве мебели и предметов интерьера из металла (двери, арки, шкафы, вагончики и вагоны, беседки, ангары, сейфы). А мощные гильотины с электрическим приводом, которыми можно резать металл в более широком диапазоне, востребованы в изготовлении сложных станков в машиностроительной и военно-технической отраслях. ТАПКО-М представляет также пресс ножницы, которые используются для вырубки отверстий, квадратов в металлических листах.
Видео обзор электромеханической гильотины Metal Master ETG 1330
Электромеханические гильотины (гильотинные ножницы) по сравнению с ручными, являются более мощными станками и в зависимости от модификации позволяют резать стальные листы толщиной до 4,0 мм при рабочей длине 1040 мм. Приводом в электромеханических гильотинах служит электрический мотор-редуктор. Мощность двигателя у различных моделей гильотин от 2,2 кВт до 3,7 кВт., а линейка рабочих длин от 1040 мм до 4540 мм. Максимальная толщина разрезаемого стального листа при длине 4540 мм составляет 1,5 мм, алюминия 2,5 мм, нержавеющей стали 1,0 мм. У наиболее мощных моделей электромеханических гильотин усилена ножевая балка, а в её приводе эксцентрик заменен кривошипно-шатунным механизмом. Изменение размеров отрезаемых деталей в электромеханических гильотинах производится перемещением взаимосвязанных упоров на задней стороне гильотины:
- с помощью ручного привода с лицевой стороны;
- с помощью электромеханического привода с индикацией размеров;
- с помощью программного управления.
Дополнительной опцией для гильотины такого вида является установка опрокидывающегося пневматического стола, который скидывает отрезанную деталь либо вперёд, либо назад в накопитель. Дополнительные опции служат повышению производительности труда, одновременно увеличивая и базовую стоимость гильотины. Электрические гильотины с программным управлением имеют запоминающее устройство и программы настройки размеров резки с учётом фактора толщины листа и его прочностных характеристик, количества деталей в партии и их перемещения из зоны резки. В комплектацию электромеханических гильотин также могут входить: ножи повышенной стойкости для резки хромистых сталей, тележка-накопитель на 300 кг или 1000 кг, приемный лоток, угловой упор для резки под заданным углом, шариковые направляющие к столу, направляющие для рулонной жести, контактный счётчик ходов.
Электромеханические гильотины вы можете приобрести в следующих городах: Москва, Санкт-Петербург, Казань, Самара, Екатеринбург, Краснодар, Красноярск, Новосибирск, Минск . В региональных офисах компании Тапко-м. Мы всегда будем рады вашему обращению и подберем для вас оборудование по вашим запросам.
НЕОБХОДИМА КОНСУЛЬТАЦИЯ
Наши операторы ответят на любые вопросы: 8(800)555-30-72
Или оставьте свой номер телефона:
Ваш заказ принят!
Нажимая на кнопку «Перезвонить мне», я даю согласие на обработку персональных данных.
Виды гильотинных ножниц
Выпускают множество видов гильотинных ножниц. Оборудование различают по типу привода, форме рабочего режущего инструмента, техническим параметрам. Самая распространенная классификация устройств – по виду привода. Различают:
- Ручные гильотины для резки металла.
Для увеличения усилия используется длинный рычаг с передаточным механизмом. - Гидравлическое оборудование
. Силовым агрегатом устройств служит гидросистема, позволяющая развивать усилие, достаточное для реза металла большей толщины. - Пневматические ножницы
. Оборудование такого типа устанавливают на профилировочных и других станках, а также отдельно. Для работы ножниц требуется компрессор. - Электромеханические
. В качестве привода такого оборудования применяют электрический двигатель. Для увеличения усилия реза применяют редукторы.
Рассмотрим конструкцию каждого типа гильотинных ножниц и область применения оборудования.
Ручные гильотинные ножницы
Ручные гильотинные ножницы применяют в штучном или мелкосерийном производстве. Оборудование состоит:
- Из станины, на которой зафиксированы остальные узлы оборудования.
- Из рабочего стола для размещения заготовки, на столе также может размещаться зажимное приспособление.
- Из рычажного или ножного привода для развития усилия и передачи его на режущий инструмент.
- Из подвижного и неподвижного ножей для резки металла.
Ручная гильотина МОБИПРОФ для радиусной вырубки
Модели с большой длиной реза выполнены на 2 тумбах. Принцип действия таких станков не отличается от других гильотинных ножниц. Для увеличения усилия, передаваемого на ножи, в конструкции предусмотрен передаточный механизм с редуктором.
Ручные гильотинные ножницы применяют для резки металла от 0,35 до 4 мм, существуют модели для раскроя проката толщиной более 10 мм.
По типу ножей различают оборудование прямого и фасонного реза. Первое применяется для прямого раскроя металла. Ножницы радиусной резки позволяют раскраивать профилированные заготовки. Благодаря форме ножей, такие изделия не повреждаются.
Главные преимущества ручного оборудования – низкая цена, простота обслуживания и ремонта. Оборудование применяется в цехах, в мастерских, непосредственно на строительных объектах, то есть везде, где подходит по условиям технологии и производительности.
Гидравлические гильотинные ножницы
Гидравлические гильотины для резки металла предназначены для серийного и массового производства, а также же резки металла значительной толщины. В качестве привода оборудования применяется гидронасос с электродвигателем.
Гидравлическая гильотина МОБИПРОФ
Гидравлика позволяет развивать значительные усилия, гидравлические ножницы справляются с толстым металлопрокатом и большим объемом работ. Плавное перемещение ножа по всей длине заготовки обеспечивает высокое качество линии реза. За счет плавного воздействия и значительного усилия получается качественная линия реза, без острых выступов и заусенцев.
Оборудование может комплектоваться:
- Блоком ЧПУ для автоматизированного производства.
- Лазерной подсветкой линии реза.
- Точными сервоприводами.
- Гидравлической или пневматической прижимной системой.
- Системами автоматической или полуавтоматической подачи листового или рулонного металла.
Гидравлические гильотины для резки металла также оснащают фотодатчиками, автоматической блокировкой и другими современными системами безопасности. Станки с программным управлением могут работать совместно с другим оборудованием, позволяют задавать размеры отрезков, подсчитывает количество заготовок.
Электромеханические гильотинные ножницы
Электромеханическое оборудование для гильотинной резки металлов предназначено для мелкосерийного, серийного и массового производства. Приводом оборудования служит электрический двигатель с редуктором.
Станки такого типа также могут укомплектовываться блоками автоматизированного управления, а также:
- Подсветкой линии отреза.
- Прижимными устройствами различных типов.
- Современными системами безопасности оператора.
- Устройствами для подачи и приема металлических листов.
- Ножной педалью для включения при ручной подаче заготовки.
Усилие реза электромеханических станков меньше, чем гидравлических. Гильотинные ножницы с таким приводом применяют для резки металла меньшей толщины. К преимуществам оборудования относятся высокая производительность и точность, возможность согласованной работы с другим оборудованием.
Пневматические гильотинные ножницы
Оборудование для резки металла с пневмоприводом используется в мелко-, среднесерийном и массовом производстве. Выпускают модели для установки на других станках, например, профилировочных, а также отдельной установки.
Пневматическая гильотина МОБИПРОФ
Ножницы с пневматичеким приводом:
- Легко поддаются автоматизации. На отдельно стоящие станки можно устанавливать датчики положения ножей и деталей, блоки ЧПУ для синхронизации с другим оборудованием и автоматизированного производства.
- Развивают значительное услилие. Существуют модели гильотинных ножниц с пневматическим приводом для резки металла более 10 мм толщиной.
Станки также комплектуются выносным пультом управления, системами безопасности. Пневматическое оборудование имеет высокую производительность, может работать с другими станками и автономно.
Ножницы гильотинные
В данном разделе «НОЖНИЦЫ ГИЛЬОТИННЫЕ» рассмотрен вид оборудования, с помощью которого происходит раскрой листового металлопроката под нужные габаритные характеристики (размер). Т.е. перед тем как начать производство того или иного изделия, вам предстоит задача в подготовке нужных заготовок (составных элементов) в размер. Для ее решения используется широкая гамма оборудования, в зависимости от номенклатуры и вида используемого вами металла. В частности одним из самых распространенных и незаменимых подклассов оборудования используемого в заготовительно — слесарном производстве при работе с листовым металлом и являются такие станки как гильотины или правильнее гильотинные ножницы. Свое применение в делопроизводстве гильотины находили еще задолго до нашего века, и с тех пор практически не представляется возможным осуществление резки листового металла, будь то серийное или единичное производство, без гильотинных ножниц.
Чтобы был понятен уровень востребоваемости и необходимости данного вида оборудования постараемся указать хотя бы некоторые изделия из листового металла применяемых в таких отраслях как производство, строительство, аграрное, коммунальное или обслуживающее хозяйство: различные конфигурации коробов, баков, кожухов, щитов, доборных и облицовочных элементов, вывесок и декоративных накладок; все разновидности металлической кровли и сопутствующие доборные элементы, любые виды строительных вспомогательных элементов из металла (маячи, профильные системы, косынки, кабель каналы и т.д.); различные вентиляционные и водосточные системы промышленного и частного назначения; наборные элементы под конструкции более сложного, составного изделия из листового металлопроката; фасадные и оконные доборные элементы (коньки, откосы, ветровые и карнизные планки, отливы, нащельники и т.п.).
К сожалению, не возможно перечислить все предметы и изделия, при создании или производстве которых участвуют такие станки как гильотинные ножницы, но смело можно утверждать, что практически ни один процесс заготовительно — слесарного производства не будет полноценным, исключи из него, такой нужный вид оборудования для резки металла как гильотина.
Не смотря на кажущуюся простоту функционала резательного станка гильотинного типа, его устройство и конструктив заключает в себя сложный и очень металлоемкий механизм. Как правило, не смотря на множество модификаций ножниц гильотинных, станок данного типа включает в себя следующие основные элементы: массивная и жесткая рама (станина станка), редукторная часть (привод станка), маховик (или эксцентрик при ручном варианте), стол (с возможностью регулировки зазора), верхняя ходовая балка, прижимной механизм, ножи (верх и низ), задний упор, система управления.
Основными характеристиками гильотинных станков по параметрам используемого материала являются ширина и толщина листового проката, а так же максимальные и минимальные значения размера отрубаемой заготовки. По типу устройства привода гильотинных станков можно выделит следующие основные подгруппы: ручные (ножные), электромеханические, электрогидравлические и пневматические. Из-за своей большой металлоемкости гильотины в основном предназначены для стационарного использования на производственных и строительных площадках, за редким исключением, когда небольшие модели гильотинных станков, подразумевают в своей конструкции достаточную мобильность и возможность эксплуатации в различных климатических условиях.
Подходя к вопросу выбора станка ножницы гильотинные, необходимо понимать, что данный вид оборудования, не смотря на кажущуюся простоту, является достаточно специфичным и сложным устройством, поэтому нужно понимать, что устройство и специфика работы станка должны полностью соответствовать параметрам ваших изделий, включая как габаритные размеры используемого листа, так и параметры характеризующие производительность выполнения работ, допуска размерных отклонений, качество поверхности после производства работ, возможность сортировки рубленого металла, наличие автоматической регулировки зазора ножей и т.д. Учитывая все требования, сформированные при выборе нужного вам рубочного оборудования, вы с легкостью подберете себе незаменимого помощника в вашем делопроизводстве, обеспечив тем самым высокую производительность и ритмичность работ.