Устройство и функциональность
Сварочный аппарат Ресанта САИ 190 заключен в корпус прямоугольной формы, размеры которого составляют 350х140х250 мм. Он изготовлен из прочной качественной стали, а поверхность защищена лакокрасочным слоем. Благодаря большому плоскому основанию он устойчив на любой поверхности, в том числе и на уклонах. С двух сторон на корпусе предусмотрены прорези, которые служат для беспрепятственного проникновения воздуха. Кожух соответствует требованиям защиты класса IP21.
На задней крышке установлен включатель и вход для питающего кабеля, а спереди собрана панель управления. Она характеризуется простотой устройства и разобраться с функционалом сможет даже новичок. Здесь предусмотрен поворотный регулятор силы тока, индикатор сети и перегрева. Здесь же есть клеммы для подключения сварочных кабелей. В верхней части предусмотрены крепежи наплечного ремня.
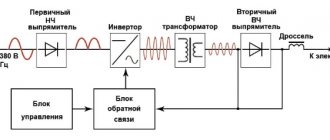
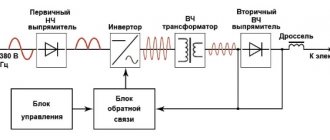
Составные узлы и элементы расположены внутри корпуса. Основным элементом является трансформатор, преобразующий входной ток частотностью 50 Гц в постоянный. После этого ток снова преобразуется в переменный, но его частотность уже намного больше и составляет 20 кГц. Благодаря такой цепочке преобразований удается увеличить силу тока до 190 Ампер. Напряжение при этом составляет 85 В. Сам трансформатор имеет на поверхности ребра охлаждения, изготовленные из легкого сплава. Для лучшей циркуляции воздуха предусмотрены два вентилятора.
Надежность работы и полная безопасность эксплуатации обеспечивается встроенной системой защиты и предупреждения. Установлены температурные датчики, которые следят за повышением температуры и предупреждают пользователя в случае приближения опасного порога.
Принцип работы сварочного аппарата заключается в том, чтобы разжечь высокотемпературную дугу между поверхностью металла и электродом. В этой среде достигается высокая температура, которая заставляет металл плавиться. Расплав соединяемых кромок перемешивается, образуя прочную монолитную поверхность. «Бортовые» функции антизалипания и горячего старта обеспечиваются за счет автоматической регулировки силы рабочего тока.
Для быстрой активации дуги в момент приближения электрода к поверхности металла подается мощный электрический импульс. После загорания дуги ток резко снижается, исключая залипание электрода. Покрытие электрода горит и образует закрытую среду, не допуская контакта расплава с атмосферным кислородом и азотом. Это улучшает качество сварного соединения.
Характеристики сварочного инвертора Ресанта САИ 190
Для работы аппарата ручной дуговой сварки САИ 190 рекомендуется приобретать электроды диаметром до 5 мм. Максимальный сварочный ток составляет 190 ампер (паспортно-технические данные). Однако практикующие специалисты отмечают тот факт, что показатели завышены. Добиться на практике таких значений практически невозможно, и они несколько ниже.
Инвертор обладает небольшими габаритами и малым весом – не более 5 кг. Это удобно, если приходится часто транспортировать оборудование. К примеру, брать его с собой на дачу и забирать по возвращении домой. Широкий диапазон рабочих температур: от -10 до +40 градусов Цельсия, что очень практично для нашей климатической зоны.
Стоит отметить весьма скромную комплектацию сварочного инвертора. В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
Выбор электродов для разных материалов
Перед тем как начинать работы, необходимо вспомнить о том, что изделия из разных материалов требуют определенных электродов. Если вы планируете работать с высоколегированной или нержавеющей сталью, то лучше всего воспользоваться стержнями ЦЛ–11, которые изготовлены по государственным стандартам 9466–75. А вот если вы планируете сваривать заготовки из углеродистых сталей, то лучше всего подойдут электроды ОЗС–4.
Если вы всё ещё решаете вопрос о том, какие сварочные электроды лучше для инвертора выбрать, то следует обратить внимание на АНО–6. Они предназначены для изделий из малоуглеродистых сталей. В данном случае речь идет о стержнях с ильменитовым покрытием.
Малоуглеродистые стали свариваются ещё и АНО–4, которые имеют рутиловое покрытие. Разные марки чугуна можно соединить с помощью ОЗЧ–2. Приобретая электроды, вы должны поинтересоваться, имеют ли они эпидемиологические сертификаты, которые гарантируют качественную сварку. Использование материала, изготовленного по государственным стандартам, говорит ещё и о безопасности работ.
Плюсы и минусы
Сварочный аппарат Ресанта САИ 190 наделен многими достоинствами, одно из которых заметно с первых шагов: простота подключения. Достаточно просто вставить вилку в розетку бытовой сети энергоснабжения, чтобы иметь возможность начать работу. Важно, чтобы напряжение в сети не сильно варьировалось, а его минимальное значение не опускалось ниже 200 вольт.
Вторым несомненным плюсом является тот факт, что «начинка» выполнена на основе транзисторов IGBT. Именно благодаря этому аппарат получился компактным, легким и с внушительным дополнительным функционалом.
Теперь подробнее о его основных возможностях. Аппарат надежно защищен от перегрева. В его активе встроенная функция «anti stick», больше известная среди пользователей как «антизалипание». Не менее популярна и другая особенность «hot start» – быстрый старт, позволяющая практически моментально разжечь сварочную дугу. Наличие этих двух функций в значительной степени упрощает выполнение сварочных работ.
Для того, чтобы начать работать с инвертором, не обязательно изучать теоретическую часть электротехники. Все регуляторы и кнопки управления собраны на передней панели, понятны на интуитивном уровне и подписаны. Большой шрифт подписей виден даже с большого расстояния, сто удобно на первых порах для ознакомления с панелью управления.
Полный перечень достоинств:
- Модель работает от сети бытового электроснабжения и проста в подключении.
- Инверторная система подразумевает применение небольших трансформаторов. В сочетании с IGBT-транзисторами это обеспечивает небольшой вес и скромные габариты аппарата.
- Есть встроенная индикация предупреждения о перегреве. Это делает работу более комфортной и безопасной.
- Функции антизалипания и горячего старта упрощают использование установки.
- Продолжительность включения составляет 70%.
- Прочный корпус надежно защищает внутреннюю часть от повреждений.
- Широкий диапазон регулирования мощности и возможность преобразования высокочастотного тока.
- Допускается применение электродов переменного и постоянного тока.
- Не требуется предварительная подготовка специалиста. Достаточно небольшой практики и начальных знаний о сварочных работах.
Теперь о недостатках. Торговая марка Resanta зарегистрирована в Латвии, но производство расположено в КНР. Этот факт обусловлен двумя особенностями. Первое – расположенное в Китае производство дает возможность сформировать доступную для потребителей цену. Второе – далеко не каждый покупатель сможет довериться качеству производителей из Поднебесной. Каждому придется принимать решение, взвесив эти факторы.
Второй важный минус заложен в технических характеристиках. За такую же стоимость многие другие китайские производители предлагают оборудование с куда более внушительными параметрами. Здесь же покупателям приходится приплачивать за бренд и сервис. Функционала оборудования со временем перестает хватать и для выполнения более сложных задач придется покупать другой инвертор.
Преимущества
Особое покрытие стержней обеспечивает большое количество преимуществ использования этого вида электродов.
- Возможность перекрытия швов вне зависимости от их размеров.
- Легкое отделение шлаковой корки.
- Легкость повторного разжигания дуги.
- Возможность сваривать длинной дугой.
- Возможность осуществлять сварку по влажным кромкам, а также со следами ржавчины, без осуществления предварительного их очищения.
- Возможность соединения деталей с гальваническим покрытием.
- Отсутствие выделения вредных веществ во время сварочного процесса.
- Большое значение коэффициента наплавки.
- Возможность сваривания изделий, имеющих большую толщину.
- Небольшое количество пор в образующемся шве.
- Экономичность расхода электродов.
- Возможность выполнения коротких швов — прихваток.
- Небольшое разбрызгивание металла во время сварки.
- Высокая эффективность работы с электродами данного типа.
- Хороший внешний вид получаемого шва.
К небольшому недостатку можно отнести то, что вследствие наличия кремния в обмазке шов получается недостаточно пластичным. Невысокой является и его ударная вязкость.
Указанные достоинства расширяют сферу применения данного вида электродов. Они могут использоваться для соединения обычного вида конструкций. Особого предварительного обучения не требуется, поэтому такие электроды могут применяться начинающими сварщиками.
Подготовка к работе и меры безопасности
Конструктивно инверторный сварочный аппарат Ресанта 190 не является сложным устройством. Подготовить его к эксплуатации может практически любой человек. Важно изначально обеспечить элементарные меры безопасности и учесть некоторые моменты. Это необходимо для предотвращения возможности поражения электрическим током, а также исключения ряда других неприятных ситуаций.
Заземляется оборудование через шнур электропитания. Поэтому необходимо использовать розетки соответствующей конфигурации, соединенные с контуром заземления. Питающий шнур подключается к сети электроснабжения после того, как были подключены силовые сварочные кабели. Включается тумблер «сеть», а регулятор силы тока переведен в наименьшее положение. После выполнения работ устройство отключается в обратном порядке.
Выполнение сварочных работ в закрытом помещении требует дополнительной подготовки. Необходимо позаботиться о проветривании внутреннего пространства. В обязательном порядке следует избавиться от легковоспламеняющихся материалов и жидкостей. Приступать к работе можно только в средствах индивидуальной защиты: маска, перчатки, головной убор, костюм из огнестойкого материала, прочная закрытая обувь.
Как пользоваться сварочным аппаратом Ресанта 190
Перед тем, как приступить к работе, следует внимательно ознакомиться с требованиями безопасности. Порядок выполнения работ:
- зачищается поверхность свариваемых деталей. На расстоянии 1-2 см от сварочного шва материал должен быть очищен от краски, масла, пыли и прочих загрязнений;
- удерживая сварочную маску перед лицом, необходимо поджечь дугу. Наиболее эффективным считается метод «чиркания» – по принципу поджига обыкновенной спички;
- после активации сварочной дуги, нужно ее удерживать. Для этого необходимо придерживаться расстояния от электрода до поверхности металла, которое равняется расходника. Угол наклона по вертикали желательно выдерживать в диапазоне 20-30 градусов;
- по завершению формирования сварочного шва электрод следует отвести немного назад, а потом резко вернуть в начальное положение, чтобы ванночка наполнилась расплавом;
- шлак очищается при помощи специального сварочного молоточка или жесткой металлической щетки;
- заменять электрод и двигать свариваемые элементы безопаснее с использованием диэлектрических плоскогубцев;
- при смене электрода нужно выключать сварочный аппарат, предварительно снизив силу тока до минимального значения.
В целях безопасности запрещается:
- эксплуатировать оборудование в помещении с высокой влажностью или на открытой площадке во время дождя;
- применять абразивные и режущие средства металлообработки в непосредственной близости к инвертеру. Это приведет к попаданию мелких металлических частиц внутрь, что в конечном итоге приведет к выходу оборудования из строя;
- работать, если повреждена изоляция на питающем или сварочном кабеле;
- включать аппарат принесенный из холода в теплое помещение. Нужно дать оборудованию постепенно нагреться (адаптироваться), чтобы избежать образования конденсата.
Какие электроды выбрать
Если вы тоже оказались в числе тех, кто задался над вопросом о том, какие электроды лучше для инвертора, то вам следует ознакомиться с информацией, представленной ниже. Используемые при инверторной и в общем при дуговой сварке электроды плавящегося типа изготавливаются из сварочной проволоки, в процессе чего используются государственные стандарты 1970 года.
Согласно ГОСТ 2246, электроды для инверторной сварки классифицируются на:
- легированные;
- углеродистые;
- высоколегированные.
Первые выполняются из проволоки следующих типов:
- Св-08Х3Г2СМ.
- Св-08ХН2ГМТА.
- СВ-08ХГСМФА.
Решая вопрос о том, какие электроды лучше для инверторной сварки, вы должны ближе ознакомиться с углеродистыми стержнями, которые выполняются из проволоки Св-08 и Св-08АА и др. В основу высоколегированных электродов ложится проволока Св-30Х25Н16Г7 и Св-01Х23Н28М3Д3Т. Однако ни один из этих списков нельзя назвать полным. На стержень наносится покрытие способом прессовки. Оно предохраняет сварочную ванну от атмосферных влияний и позволяет дуге более устойчиво гореть.
Новичкам следует знать, что электроды можно классифицировать на две подгруппы. Первая предусматривает изделия, предназначенные для выполнения шва при соединении ответственных металлоконструкций. Вторая подгруппа предназначается для работ с обычными соединениями.
Для ответственных изделий лучше всего предпочесть электроды УОНИ или АНО. Если перед вами стоит вопрос о том, какие электроды лучше для инвертора, то следует обратить внимание еще и на изделия с маркировкой МР–3, которые предназначены для обычных сварных соединений. Марка электродов УОНИ является довольно капризной. Это обусловлено тем, что с такими стержнями работать получится не у каждого начинающего мастера. Если вы не имеете опыта в таких мероприятиях, то от подобных электродов лучше отказаться.
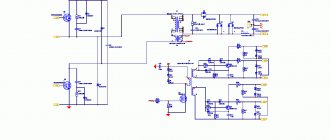
Схемы и неисправности
Далее прикреплено несколько схем, которые помогут специалистам разобраться с принципами устройства и работы оборудования.
Иногда случаются неисправности, которые пользователь может устранить самостоятельно. Это, как правило, мелкие дефекты, для исправления которых не требуются специальные знания или навыки. Серьезные поломки вынуждают владельцев обращаться в сервисные центры или специализированные ремонтные мастерские. Итак, теперь детальнее:
- Перегрев оборудования или неисправности блока питания. В этом случае нужно прибегнуть к помощи специалистов и обратиться в мастерскую.
- Не отсвечивает индикатор сети. Прежде всего, необходимо проверить, включена ли вилка в розетку и положение тумблера на панели управления. Если здесь все в порядке, то к решению нужно подключить электрика.
- Оборудование не работает на полную мощность. Причиной такого может быть влажная поверхность электрода или слишком маленькое напряжение в сети электроснабжения.
- Отсвечивает индикатор перегрева. Нужно снять корпус и проверить засоренность системы охлаждения, при необходимости очистить. Если манипуляции не помогли улучшить ситуацию, следует обратиться в мастерскую.
- Отключение вентилятора при отсутствии сигнала перегрева. Обратиться в сервисный центр.
- Долго мигают индикаторы при первом включении. Работа в режиме аргоновой сварки характеризуется нестабильностью дуги. Аппарат нуждается в ремонте с привлечением специалистов.
- Инвертор перестает работать, издавая громкий щелчок. Причиной может стать подгоревший контакт или проводка. Требуется проверка регулируемых накладок и реле.
- При включении пробивает массу. Свидетельствует о нарушении изоляции проводки. Нужно внимательно ее проверить.
- На лицевой панели мигают два диода, а вентилятор синхронно с ними включается-выключается. Такое поведение узлов оборудования свидетельствует об неисправностях системы охлаждения. Скорее всего вышла из строя управляющая микросхема. В случаях, когда питание кулера прерывает реле, то его следует сменить на новое.
- Индикаторы мигают, реле срабатывает, а вентилятор включается. Через одну секунду все выключается и процесс повторяется заново. Необходимо проверить сопротивление R43 (обозначено на схеме – 51Ом, 12В), диод D14 и выходные транзисторы.
- Слишком легко прокручивается ручка регулировки силы тока. Со временем крепление ослабляется и разбалтывается. Нужно проверить и заменить изношенную часть.
- Вентилятор разрушился. Материал, из которого он изготовлен, очень хрупкий. Попадание постороннего предмета или ветки неизбежно приводит к разрушениям. Деталь необходимо заменить.
- Трескается оплетка на проводе при работе на морозе. Не всякая проводка предназначена для работы в условиях отрицательной температуры. Нужно прекратить работу или приобрести соответствующий кабель.
Для справки
Инвертор – это современное оборудование, с помощью которого можно сваривать разные поверхности с помощью почти всех существующих видов электродов. В этом и состоит популярность устройства. Однако выбирая лучшие сварочные электроды, вы должны помнить о том, что далеко не все стержни обеспечивают качественный результат и отличный товарный вид шва.
Кроме того, вопросы безопасности при использовании стержней, которые не рекомендованы для такого типа сварки, будут «хромать». Это говорит о том, что при выборе стержней необходимо руководствоваться рекомендациями специалистов.