Выход на рынок компактных аппаратов для полуавтоматической сварки и их высокая популярность поспособствовали расширению применения сварки практически во всех сферах жизни человека. Так, при помощи полуавтоматической осуществляются различные кузовные ремонты автомобилей. Сварка используется также в промышленном или же частном строительстве. С их применением производят различные металлоконструкции.
В процессе работы с аппаратом некоторые комплектующие имеют свойство изнашиваться и приходят в негодность. Одна из таких комплектующих этого оборудования – рукав для сварочного полуавтомата. В процессе эксплуатации, элементы подвержены различным внешним факторам:
- Высокие температуры в процессе сварки.
- Капли расплавленного металла.
- Царапины.
- Различные перегибания.
Внутри рукава его направляющие истираются проволокой, которая подается к зоне сварки. Естественно, все эти воздействия неблагоприятно влияют на аппарат и выводят его из строя. Зачастую, рукав для сварочного полуавтомата ломается самым первым.
Типы
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Классификация
Сделать выбор рукава для газовой сварки будет проще, если заранее узнать, какие их типы существуют. Есть всего три вида, каждому соответствует свой класс:
- Первый класс пригодится для работы с пропаном, бутаном и ацетиленом, такой шланг выдержит давление не более 0,63 Мпа.
- Рукав для сварки второго класса пригодится для жидкого топлива, например, керосина или бензина, и даже растворителя white spirit.
- Третий класс позволяет полуавтомату работать только с одним газом — кислородом.
Чтобы шланги было легко отличить друг от друга, они окрашены в разные цвета. Первый класс всегда красный, второй — желтый, а третий — синий. Есть также четвертый, универсальный вид, его обозначают черным или любым другим, отличным от трех базовых, цветом.
Разновидности рукавов для газовой сварки по ГОСТ 9356-75
Ограничения есть и в условиях эксплуатации. Некоторые рукава для газовой сварки могут применяться при экстремальной температуре окружающей среды в +70 градусов, но при этом она не может оказаться ниже -35. Если предполагается работа в очень холодных климатических условиях, можно приобрести шланг для сварки, который сможет работать и при -55.
Температурные возможности шлангов для сварки могут отличаться из-за их производителя.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.
Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Технические особенности
Для правильной сварки полуавтоматом устройству потребуется три комплектующих:
- Сварочный пистолет, называемый горелкой.
- Шланг, который называют «сварочный рукав».
- Разъем, позволяющий подключить шланг к горелке.
При использовании горелки шланг чаще остальных деталей выходит из строя, так как он истирается проволокой изнутри, подвержен влиянию внешней среды и механическим деформациям. Все дело в его конструкции, так как это своеобразный многослойный шланг, у которого есть внутренний слой, непосредственно контактирующий с газом, а также внешний — защитный, резиновый. Слоев может быть сколько угодно, в зависимости от технологии производства, разделяются они специальным нитяным каркасом, который придает прочности всему шлангу для сварки. Каркас может быть сделан проволочной нитью или стекловолокном.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.
В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами.
Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Конструкция шлангов для сварочных аппаратов
Шланг для аргонной сварки, газовой горелки или резака представляют собой многослойный трубопровод, тело которого армировано нитяным каркасом. То есть такой шланг состоит из внутренней «трубы», которую оплетают нитями силового каркаса и покрывают еще одним, внешним слоем.
В качестве конструкционного материала для «внутренней» трубы и внешнего слоя используют эластичный материал с высокой стойкостью к прокачиваемым средам (горючим газам, аргону, гелию и кислороду). Обычно в качество такого материала избирается техническая (черная) резина.
Причем внешний слой изготавливается либо из той же черной резины, либо из вулканизированного каучука с морозостойкими добавками, в который добавляют колер, облегчающий идентификацию шлангов.
В качестве армирующего покрытия используют нить или стекловолокно. Причем покрытие наматывают на «внутреннюю» трубу из черной резины перед нанесением внешнего слоя.
Классы сварочного шланга
Классификация шлангов связана с особенностями их эксплуатации. То есть на класс шланга влияет тип сварочного аппарата, к которому подсоединяется такой «трубопровод» и тип транспортируемого по нему вещества.
Исходя из этих признаков, существуют:
- Кислородные шланги, которые способны выдержать высокое давление (до 20 атмосфер!). В общем классификаторе кислородные шланги относятся к третьему классу. Маркировка – синий цвет внешнего покрытия.
- Газовые шланги, которые выдерживают давление до шести атмосфер. В общем каталоге такие шланги относятся к первому классу. Причем к этой категории следует отнести и шланги для газовой сварки или резки, по которым транспортируют «горючее» (ацетилен, пропан или бутан), и шланги для аргонодуговых аппаратов, по которым транспортируют инертный газ. Маркировка – черный цвет внешнего покрытия с красной полосой.
- Шланги для жидких топливных смесей, работающие под давлением до шести атмосфер. Эта разновидность относится ко второму классу, используемому в топливопроводах, подающих бензин, керосин и прочие горючие углеводы. Маркировка – черный цвет внешнего покрытия с желтой полосой.
Причем сортамент шлангов основан на делении по диаметру и классу морозостойкости. По первому признаку шланги делятся на несколько разновидностей сортамента с диаметрами (внутренними) от 6 до 16 миллиметров.
По второму признаку шланги делятся на две группы: первая – рассчитана на эксплуатацию в пределах от – 30 до 70 градусов Цельсия, вторая – на эксплуатацию в пределах от – 55 до 70 градусов Цельсия.
В продажу все разновидности сортамента поступают в 100-метровых бухтах. Цена шлангов для сварки зависит от их класса, пропускного диаметра и привязана к метражу (по длине). Соответственно, самый дорогой шланг – кислородный (он прочнее), а «бензиновые» и газовые разновидности стоят немного дешевле.
Причины выхода элемента из строя
Если рукав полуавтомата сварочного с механическим клапаном вышел из строя или же устройство получило механические повреждения, деталь требует ремонта, либо замены. Чтобы не тратить лишние средства, вначале необходимо продиагностировать узел.
Если сварочный шов получается некачественным, то это напрямую зависит от того, в каком состоянии находится рукав. Плохой шов может быть вызван заеданиями проволоки внутри элемента или же недостаточным количеством газа. Обе причины являются основанием для замены рукава отдельно, или вместе с горелкой. Последний вариант используют редко. Чаще покупают один новый элемент, либо делают сварочный рукав для полуавтомата своими руками.
Маркировка
Чтобы точно не прогадать с выбором, помимо цвета нужно обратить внимание и на маркировку, что наносится на каждый шланг для газосварки. Обычно она выглядит так: III-9-2-ХЛ ГОСТ 9356-75. Здесь:
- III — это класс рукава для сварки, третий в данном случае. Это можно понять и по голубой расцветке, но указывать класс на маркировке обязательно.
- 9 — диаметр, в миллиметрах.
- 2 — расчетное давление, в МПа.
- ХЛ — обозначение, подтверждающее, что шланг может быть использован в экстремально холодных климатических условиях.
Предложения рынка и цены
Стоимость детали из комплекта вместе с горелкой начинается от полутора тысяч рублей. Наиболее дорогое устройство стоит около 12 тысяч. Каналы для транспортировки проволоки обойдутся максимум в 200-400 рублей.
Если нужна тефлоновая трубка, то она стоит максимум 500-1000 р. Рукава отечественного производства можно приобрести за 20-40 р. за каждый погонный метр. Диаметр такого шланга составляет 6,3 мм. Поэтому приобретать рукав комплектом не обязательно. Из купленных расходных материалов можно изготовить отличный самодельный рукав для сварочного полуавтомата.
Доставка рукава для газовой сварки
Стоимость доставки по Москве и Московской области: курьером — 500 руб. (ограничения по курьерской доставке — не более 50 кг и не далее чем 20 км от МКАД в строну области).
Доставка в другие регионы осуществляется транспортными компаниями. Как выбрать транспортную компанию описано на нашем сайте в разделе Доставка по России.
Контактный номер для приема заявок на доставку: +7 (495) 921-34-24 (принимаются по будням с 9.00 до 17.00, в субботу с 10-00 до 14-00, а на сайте — круглосуточно).
Мы не делим заказы на крупные и мелкие, для нас дорог каждый покупатель. Важно, чтобы в следующий раз, когда вам что-нибудь понадобится, вы снова пришли на наш магазин-склад.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка — быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм. Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.
Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.
Как выбрать горелку для полуавтомата сварочного?
Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
В этой статье:
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:
Горелка MIG в разборе
Состав:
| № | Описание |
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Советы по выбору сварочного рукава ПА
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальный ток СкрытьПодробнее
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Длина рукава СкрытьПодробнее
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
Соединение горелки с рукавом СкрытьПодробнее
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Диаметр канала СкрытьПодробнее
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Морозостойкость СкрытьПодробнее
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Разъем СкрытьПодробнее
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.
Эргономика СкрытьПодробнее
Хороший пример эргономики
Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
Гибкость СкрытьПодробнее
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Тип охлаждения СкрытьПодробнее
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Особая конфигурация СкрытьПодробнее
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Советы по эксплуатации и хранению
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
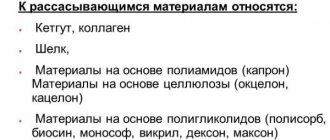
Сводная таблица соотношения режима сварки к материалу
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
| Толщина пластины,мм | Сила тока,А | Диаметр проволоки,мм |
| 1.0-1.5 | 60-115 | 0.8-1.0 |
| 2.0-3.0 | 130-170 | 1.2 |
| 4.0-5.0 | 200-300 | 1.2-1.4 |
| 6.0 и выше | 300-400 | 1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Можно ли удлинить сварочный рукав, если его длины не хватает? СкрытьПодробнее
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под «удлинить» подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
С каким разъемом лучше купить горелку? СкрытьПодробнее
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Можно ли установить в корпус полуавтомата Евроразъем, чтобы подключить соответствующую горелку? СкрытьПодробнее
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Будет ли греть в руку горелка с жидкостным охлаждением при сварке током 300-400 А? СкрытьПодробнее
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Что будет, если повредить канал с жидкостным охлаждением? СкрытьПодробнее
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Почему в рукаве полуавтомата застревает проволока? СкрытьПодробнее
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Конструкция горелки
Производителей сварочного оборудования много, но устройство горелки одинаково для всех. Отличаются они между собой материалами, размерами, критической температурой и мощностью, механизмами подачи защитной среды (газа, флюса).
Рассматривая конструкцию горелки, стоит отметить, что основными элементами являются:
- сопло;
- держатель;
- наконечник;
- втулка изоляционная;
- основа с рукояткой.
Наконечники и сопла горелок изготавливаются из различных материалов, поэтому срок их службы различен. Широко используется медь, но и от ее качества зависит длительность работы. Для увеличения срока эксплуатации сопла изготавливают из вольфрама. Но при этом возрастает цена. Среднее время работы таких наконечников и сопел составляет 200 часов.
Из-за частой смены расходных материалов данные элементы изготавливаются быстросменными, чтобы сварщик в короткий срок мог их заменить своими руками.
Рукоятка изготавливается из термостойкого изоляционного материала, защищающего сварщика от воздействия электрического тока. На рукоятке располагается кнопка, включающая подачу защитного газа перед розжигом дуги.
Рукоятка соединяется со сварочным аппаратом посредством подающего рукава, в котором воедино собраны:
- питающий кабель;
- витой канал подачи проволоки;
- канал подачи защитных материалов;
- контур охлаждения;
- разъем соединения с аппаратом и механизмами подачи.
Стандартизованная длина рукава начинается от 2,5 м и достигает 7 м. Длина зависит от места и типа выполняемых работ. Чтобы добраться до сварного шва на высоте без подъема аппарата рукав должен быть максимальной длины.
Но стоит помнить, что излишки, сложенные на полу кольцами при прохождении по ним напряжения работают как индуктивные катушки и сильно нагреваются. Вследствие чего может возникнуть короткое замыкание.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.