Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
Принцип работы этого аппарата заключается в следующем: горячий воздух подаётся из сопла экструдера и нагревает пространство (сварочная канавка или стык) между плоскостями деталей, доводя их до состояния пластика. Вместе с тем пруток подается в рабочую зону оборудования, нагревается и смешивается со шнеком (или диском), а затем образует однородную массу из пластика. Сквозь фильеру или сварочный башмак выдавливается полимер в расплавленном состоянии, затем после полного остывания получается готовый шов. Выдавливание полимера можно представить как выдавливание зубной пасты из тюбика.
Требование к идеальной чистоте при этом виде сварки самые жесткие. Тщательно очистить поверхности необходимо непосредственно перед началом сварки.
Соединяемые поверхности должны быть одинаковыми. Под этим понятием в данном ключе понимается одинаковый химический состав, плотность и текучесть материала. Пруток по этим показателям должен быть идентичный свариваемым деталям.
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Виды сварных швов
ГОСТ 16310-80 устанавливает более 10 видов сварочных швов, которыми можно соединять полимерные детали. Название шва зависит от внешнего вида его разреза. Рассмотрим основные из них.
V шов
С помощью столярного инструмента (ножовки, стамески или рубанка) производится обработка торцов соединяемых материалов. Создается скос, который в точке касания должен составлять угол в 45-90° градусов. На нижнем краю скоса должен оставаться прямой торец толщиной не более 1 мм.
Если стыкуются детали разной толщины, то сторона с большей толщиной срезается под большим углом, а меньшая – под меньшим. Таким образом, достигается равная толщина деталей в месте соединения.
Зазор между деталями не должен превышать 2 мм, чтобы обеспечить проникновение присадки во внутреннюю часть шва и обеспечить высокое качество соединения.
X шов
В отличии от V-образного шва, в X шве невозможно контролировать качество проварки. Но двойной шов призван компенсировать этот недостаток. Для такого вида шва предусмотрена собственная технология изготовления:
На соединяемых торцах формируются скосы с углом раскрытия 30-60° градусов,
Корневой слой стыкуется без зазора, предварительная фиксация осуществляется с помощью термофена. Проваривается шов сначала с лицевой части, затем с тыльной.
К шов
При применении такого шва производится обработка торцов скругленным скребком, затем производится предварительная фиксация листов с помощью термофена. Дополнительно может производится сварка со второй стороны соединения.
HV шов
Выполнение такого шва аналогично выполнению V-шва, однако угол раскрытия не должен превышать 60° градусов. Детали не стыкуются вплотную, между ними остается зазор в 2 мм. Этот зазор позволяет присадке проникнуть в соединение и выйти с наружной стороны, герметично закрывая шов.
Double HV шов
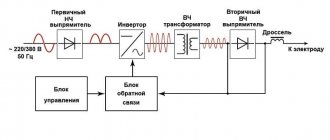
Ручной сварочный экструдер: схема работы
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.
Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
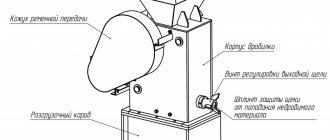
Конструкция
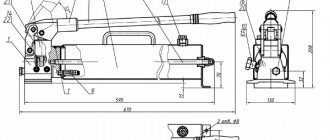
Внешний вид аппарата напоминает собой пистолет с ручкой. Внутри ручки расположен приводной электродвигатель. Такая конструкция является компактной. Устройство экструдера условно можно разделить на две части. Первая из них представляет собой нагревать с большой мощностью, функция которого заключается в расплавлении соединяемого пластика. Удобство при работе обеспечивает наличие реле температуры.
Другая часть — это выдавливающее устройство. Оно снабжено шнековым механизмом, с помощью которого через насадку в виде сопла расплав подается на место сварки.
В конструкцию входят следующие элементы:
- Электропривод. В качестве него используется трансформатор большой мощности.
- Нагреватель с вентилятором. При подключении к электросети образуется горячий воздух, поток которого приводит к размягчению соединяемых деталей.
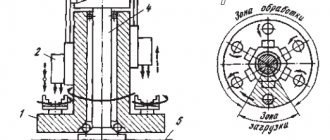
- Камера подачи материала. Имеет форму полой внутри трубы. По центру расположен шнековый винт, функция которого заключается в измельчении подаваемого внутрь пластика и продвижении его к выходу.
- Экструзионная камера. Место скопления измельченного и расплавленного материала, который под действием давления выходит из отверстия, расположенного в конечной части камеры.
- ТЭН. Этот элемент предназначен для создания своеобразной нагревательной рубашки вокруг обеих камер, что гарантирует нагрев пластика и его расплавление.
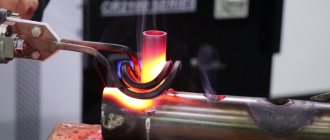
- Сварочный башмак. Представляет собой насадку, надеваемую на сопло экструзионной камеры, благодаря чему расплавленная масса обретает определенную форму.
- Блок регулировок. В блоке расположены органы управления, с помощью которых может осуществляться изменение параметров режима сварки, в том числе скорость, с которой происходит вращение шнека.
Питание прибора осуществляется от электросети.
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.
Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Для каких материалов применим?
Аппарат предназначен для работы с полимерными термопластами, которые под действием высокой температуры приобретают высокую эластичность или переходят в текучее состояние. Попытка нагрева термореактивной пластмассы сопровождается необратимой химической реакцией.
Полимеры имеют различную температуру плавления. Полимеры низкого давления (ПНД) изменяют агрегатное состояние при 120 Сº, поливинилхлорид – при 220 Сº. Диапазон температуры плавления прочих составов промышленного назначения варьируется в пределах 160-220 Сº.
Качественные агрегаты оснащены механизмом регулировки температуры смеси, что позволяет работать с любым полимером.
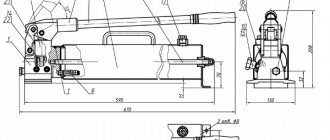
Оборудование
Для экструзионной сварки пластмассы используются профильные аппараты, именуемые экструдерами. Они предназначены для ручного формирования шва, ориентированы на уличную и внутрицеховую эксплуатацию.
В состав экструзионного блока для сварки труб входят следующие компоненты:
- Нагревательный элемент. Модуль сварочного аппарата, нагревающий присадку и воздухоподающий блок.
- Шнек. Вращающийся элемент, выдавливающий расплавленную присадку через сопло. Вместо шнека может быть использован плунжер.
- Элементы управления. Клавиши, позволяющие контролировать процесс экструзионной сварки.
- Воздухоподающий блок. Часть экструдера, подающая раскаленный воздух в область сварного шва. Это обеспечивает термическую обработку поверхности, гарантирует интеграцию экструзионного материала.
- Накопитель. Узел для хранения экструзионной проволоки или гранул. В первом случае используется держатель для катушки, во втором — небольшой бункер.
- Башмак. Вспомогательный элемент, упрощающий сварку экструдером. Башмак находится на конце аппарата. Он придавливает подаваемую присадку, не позволяя ей покидать зону сварки. Элемент выполнен из тугоплавкого полимера, устойчив к температурному и абразивному воздействию.
Башмак является съемной деталью экструдера, повторяет геометрию сварного шва, подбирается с учетом проводимых работ. Для сварки труб используются одни насадки, для изготовления резервуаров — другие, для производства корпусов — третьи.
Грамотный подбор башмака упрощает сварку экструдером, позволяет получить герметичное и долговечное соединение.
Производители предлагают оборудование для экструзионной сварки с левым и правым расположением сопла. Это упрощает подготовку к процессу и проведение работ.
Цена экструзионного модуля для сварки труб стартует от 30 000 рублей (МСК). За пределами Москвы стоимость оборудования для экструзионной сварки может существенно возрасти.
Выбирая экструдер, важно помнить о совместимости присадок. Отечественные приборы работают с продукцией российского и западного производства, зарубежные — только с проволокой и гранулами, одобренными фирмой-производителем. Попытка использования местных материалов в импортном экструдере увеличивает вероятность поломки дорогостоящего оборудования.
Техническое оснащение аппарата
Техническое оснащение экструдера очень важно. К примеру, простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи.
Профессиональные же инструменты комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Причем цифровой термоблок может быть не только на экструдере, но и на термофене.
Люксовые экструдеры оснащены датчиками окружающей температуры для минимизации возможности перепада на выходе пластиковой массы.
Вы всегда можете обратиться к нашим специалистам по телефону 8-495-505-63-15 и они помогут вам выбрать оборудование, наиболее точно отвечающее вашим задачам.