Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Сварочный полуавтомат инверторного типа обладает рядом особенностей и преимуществ.
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН
Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.
Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.
Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.
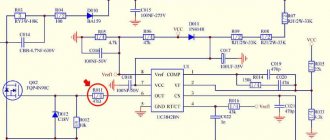
Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.
Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких «признаков жизни».
В итоге имеем кучу «мелочёвки», которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.
Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема «Ресанта САИ-250ПН».
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей. В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста.
- Инверторного преобразователя. Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт.
- Высокочастотного трансформатора. Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода. Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер.
- Прилипания сварки к металлу. Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети.
- Отсутствие дуги при включении аппаратуры. Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах.
- Аварийное отключение инвертора. Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора.
- Огромное потребление электрического тока при холостой работе. Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции.
- Отключение сварочного оборудования через определенный промежуток времени. Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу.
- Посторонние звуки при работе блока питания. Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора. Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь.
- Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа. Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов.
- После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора. При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения.
- По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов. Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком.
- Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность. Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену.
- Последним этапом в ремонте инвертора служит проверка платы и пультов управления. Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой. Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.