Изготовление и ремонт ювелирных украшений, особенно, если это изделия из драгоценных металлов, были и остаются прерогативой мастеров-ювелиров. Ремонт золотых изделий является весьма ответственной процедурой, а если украшение представляет ещё и художественную ценность, то за дело должен браться только настоящий мастер.
Тем не менее, отдельные виды ремонта можно попытаться выполнить самостоятельно. Для выполнения таких операций, как пайка золота, необходимо наличие специального инструмента, материалов, и, разумеется, определённого навыка.
Необходимые приспособления
Для тех, кто хочет попробовать себя в этом интересном, но нелёгком деле, вначале необходимо укомплектовать свою домашнюю мастерскую минимальным набором инструментов, приспособлений и материалов. Для этого потребуются:
- миниатюрная газовая горелка с тонким факелом;
- специальный золотой припой;
- флюс покупной или самодельный;
- миниатюрные плоскогубцы и пинцет;
- набор надфилей разной формы;
- бормашина;
- маленькие тиски.
Сам процесс пайки золотых изделий не отличается от пайки других металлов. Нюанс заключается в том, что детали золотых изделий, которые необходимо припаять друг к другу, имеют довольно малые размеры.
Ещё одно отличие состоит в применяемых инструментах. Для паяния золота не применяют паяльник, так как припой для золота имеет высокую температуру плавления. По этой причине работа ведётся газовой горелкой.
Ручное изготовление ювелирных изделий из благородных металлов и природных минералов
В ювелирной промышленности припои различают по их металлическим основам (припои оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, серебряные, золотые), а также по температуре плавления (легкоплавкие, среднеплавкие, тугоплавкие). Изготовлены припои могут быть в виде фольги, ленты, проволоки, стружки, сетки, литых прутков, фигурных отливок и т. д.
Припои должны непременно обладать тремя свойствами: хорошо смачивать основные металлы; хорошо растекаться, обеспечивая качественное заполнение зазора; образовывать прочные и долговечные соединения. Выбор нужного припоя определяется свойствами основного металла, рабочей температурой припоя, методом пайки.
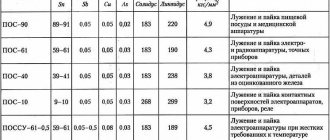
Золотые припои. Используются для пайки ювелирных изделий из золота и платины. Отличаются особо высокой коррозионной стойкостью. Проба золотых припоев должна быть идентична пробе изделий. Одной пробе обычно соответствует несколько припоев, которые отличаются друг от друга температурой плавления и цветом. Цвет золотых припоев зависит от соотношения в них меди и серебра: больше меди — припой розовый, больше серебра — зеленоватый, одинаковое количество меди и серебра — розовато-желтый. Прибавка цинка придает припою зеленый цвет, от прибавки кадмий цвет припоя не изменяется. На практике различают белые и желтые золотые припои. Желтые припои применяют при пайке изделий из золота желтых оттенков, Целыми паяют изделия из белого золота и платины. По количеству содержащихся в припоях меди, цинка, кадмия, олова их делят на мягкие (легкоплавкие) и твердые (средне- и тугоплавкие).
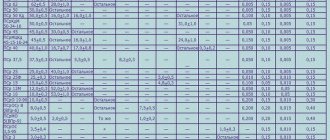
Таблица 3.2 Золотые припои 585-й пробы, применяемые в отечественной ювелирной промышленности
Таблица 3.3 Золотые припои 750-й пробы, применяемые в отечественной ювелирной промышленности
Таблица 3.4 Золотые припои 583-й пробы, применяемые на предприятиях Минместпрома
Таблица 3.5 Золотые припои 750-й пробы, применяемые на предприятиях Минместпрома
В табл. 3.2 и 3.3 приведены марки, состав, тип, рабочая температура золотых припоев, применяемых на предприятиях ювелирной промышленности. Ряд золотых припоев 583-й и 750-й проб (табл. 3.4 и 3.5) находят применение на предприятиях Минместпрома страны.
Существуют также золотые припои 500-й и 375-й проб (табл. 3.6), которые используются при пайке реставрируемых и ремонтируемых изделий. А в табл. 3.7 и 3.8 дан ряд золотых припоев, применяемых зарубежными фирмами.
Таблица 3.6 Золотые припои 500-й и 375-й проб
Таблица 3.7 Рецепты составления ряда золотых припоев, применяемых за рубежом
Серебряные припои. Основные отличительные свойства серебряных припоев — пластичность, прочность, антикоррозийность. Температура плавления их 650- 810°С. Они обеспечивают требуемую смачиваемость соединяемых поверхностей паяемых деталей, хорошо заполняют зазоры швов. В отличие от золотых серебряные припои могут не соответствовать пробе изделий. На предприятиях ювелирно^ промышленности в настоящее время применяют около десятка серебряных припоев (табл. 3.9). Более двух десятков серебряных припоев различных проб (табл. 3.10) используются при пайке ювелирных изделий на предприятиях Минместпрома. В табл. 3.11 приведен ряд серебряных припоев, применяемых за рубежом.
Можно привести также составы ряда серебряных припоев, применяемых ювелирами зарубежных фирм: 5-9 частей чистого серебра плюс 3 части латуни или 7 частей чистого серебра плюс 3 части меди плюс 2 части цинка, или 2 части чистого серебра плюс 1 часть латуни, или 8 частей серебра 800-й пробы плюс 1,5 части цинка.
Таблица 3.8 Золотые припои, применяемые за рубежом
Таблица 3.9 Серебряные припои, применяемые в отечественной ювелирной промышленности
Медно-цинковые припои. Припои на основе медь — цинк (табл. 3.12) имеют удовлетворительную низкую температуру плавления, но у них недостаточно высокие показатели пластичности. Эти припои используются при пайке изделий из меди, которые будут испытывать на себе воздействия удара и изгиба. Пайку изделий из меди ведут также двойными латунями Л63 и Л60. У этих припоев более высокая температура плавления; механические свойства их тоже выше.
Ряд латунных припоев, применяемых ювелирами зарубежных фирм, приготовляются в следующие составах: 7 частей латуни плюс одна часть цинка или 5 частей латуни плюс 2-5 частей цинка, или 3-4 части латуни плюс 1 часть цинка, или 12 частей латуни плюс 4 части цинка плюс 1 часть олова, или 20 частей латуни плюс 1 часть цинка плюс 4 части олова, или 18 частей латуни плюс 4 части цинка плюс 1 часть чистого серебра.
Медно-фосфорные припои. Эта группа припоев (табл. 3.13) необходима для пайки ювелирных изделий и.ч латуни, нейзильбера, мельхиора, алюминиевой бронзы и медно-никелевых сплавов. Их главный недостаток — слабая пластичность, для увеличения которой в них добавляют олово и цинк. Приготовляются медно-фосфорные припои в виде порошкообразной пасты.
Таблица 3.10 Серебряные припои, применяемые на предприятиях Минместпрома
Таблица 3.11 Серебряные припои, применяемые за рубежом
Припои на основе олова могут иметь следующий состав: 1 часть чистого олова плюс 1 часть чистого свинца или 2 части чистого олова плюс 1 часть чистого свинца, или 5 частей чистого олова плюс 3 части чистого свинца. Пастообразные припои, В последнее время при пайке серийно выпускаемых ювелирных изделий все чаще стали применяться так называемые пастообразные припои (паяльные пасты) на основе сплавов золота 583-й пробы. Нанесение таких припоев на паяемые изделия осуществляется механизированно с помощью специального дозирующего устройства — дозатора, что повышает производительность труда, улучшает культуру производства. Применение таких припоев при реставрации изделий позволяет легко устранять дефекты: трещины, поры, раковины.
Таблица 3.12 Медно-цинковые припои, применяемые в отечественной ювелирной промышленности
Таблица 3.13 Медно-фосфорные припои, применяемые в отечественной ювелирной промышленности
Таблица 3.14 Припои для изделий из золота 56-й пробы
Таблица 3.15 Припои для изделий из золота 72-й пробы
Таблица 3.16 Припои для изделий из золота 94, 92 и 82-й проб
Таблица 3.17 Припои для изделий из серебра
В табл. 3.14-3.16 приведены припои для изделий из золота, в табл. 3.17 — для изделий из серебра, а в табл. 3.18 — для изделий из стали, меди, латуни, алюминия и олова, применявшихся ювелирами в дореволюционное время.
Размещение припоя. При нанесении припоя следует строго соблюдать некоторые закономерности. Кусочки припоя по форме должны быть прямоугольного сечения; не должны быть слишком большими или слишком малыми. Укладывать припой необходимо не бессистемно, а в определенной последовательности и только с одной стороны (рис. 3.3, в), помня одновременно о том, чтобы остатки его можно было легко удалить. Располагать припой следует на внутренних, обратных сторонах изделий. Нарезают припой ножницами, а укладывают с помощью пинцета. Нанести припой можно и по типу подвода электрода, как в процессах сварки (рис. 3.3, г). Квалифицированный ювелир стремится произвести пайку множества швов наименьшим количеством припоя. Для получения качественных паяемых соединений и удаления из места пайки всевозможных окислов применяются различные химикаты, которые называются флюсами.
Таблица 3.18 Припои для изделий из стали, латуни, меди, алюминия, олова
Читать далее про ручное изготовление ювелирных изделий
Все о металлах, свойства и характеристики
Обработка металлов
Технологии художественной обработки металлов
Изготовление припоя
При отсутствии специального припоя для золота, его можно изготовить в домашних условиях. Потребуются дополнительные приспособления и материалы:
- тигель для плавки металлов;
- компоненты припоя – золото, серебро, медь;
- аптечные весы;
- форма для отливки припоя.
Для пайки золота наиболее распространённой 585 пробы, рецепт приготовления припоя выглядит следующим образом. На 585 частей золота берётся 115 частей серебра и 185 частей меди.
К этому составу следует добавить либо 135 частей латуни, либо 112 частей кадмия. Первые три основных металла расплавляются вместе при помощи газовой горелки. После их полного растворения и перемешивания в расплав вводится латунь или кадмий.
Затем готовый расплав выливают в форму. Форму сразу лучше выбрать в виде прутка. Готовую отливку на наковальне или путём вытягивания прутка приближают к форме проволоки.
Припои с драгметаллами
В ювелирном деле и электронных технологиях высокие требования не только к основным материалам, но и к расходным. Для повышения качества конечного продукта во многих сферах производства используются припои с драгоценными металлами. Золотые, серебряные, платиновые и палладиевые припои пластичны, обладают высокой проводимостью, не подвержены коррозии и жаропрочны. В чистом виде драгметаллы применяются редко, как правило, их вводят в сплавы с цветными металлами.
Особое внимание припойным сплавам уделяется при ювелирном производстве – для них используются те же драгметаллы и той же пробы, что и основной металл. Исключение только для серебряных изделий, которые допускается паять серебром более низкой пробы. Ювелирные припои делаются из золота, серебра и меди и, в зависимости от состава, делятся на легкоплавкие, средне- и тугоплавкие — для понижения температуры плавления используются цинковые и кадмиевые добавки. Пайка припоями, не содержащими драгоценные металлы, может привести к порче ювелирного изделия.
Для ювелирных припоев важны не только характеристики, но и цвет – пропорции содержащихся в припое металлов зависят от цвета основного изделия, так как места соединений должны быть не только прочными, но и незаметными. Повышенное количество меди придает красноватый оттенок, серебра – зеленоватый, при равном количестве получается желто-розовый. Для сложных изделий из разных видов металла требуется сразу несколько припоев, благо их существует огромное количество и подобрать подходящий можно под любые нужды. Самый простой ювелирный припой – 85% основного металла и 15% кадмия.
Технические припои в основном серебросодержащие, а так же применяется платина и палладий, золото используется реже. Чистым серебром паяют только железо и никель, а так же используют при производстве контактов, но, как правило, этот металл входит в состав меднофосфористых и свинцовых припоев. Припойные сплавы с серебром хорошо плавятся, растекаются, выдерживают вибрационную и ударную нагрузку, проводят тепло и электричество, устойчивы к коррозии. По составу они делятся на двойные (серебро, медь), тройные (серебро, медь, цинк) и многосоставные (серебро, медь, цинк, кадмий, олово, никель, фосфор и др). Последние могут спаять любые твердые сплавы и стали, но не выдерживают высоких температур при эксплуатации. Жаропрочные сплавы образуют серебро с марганцем, а для исключительных случаев применяют золотые, платиновые и палладиевые припои.
Золотые припои используются не только в ювелирном деле, но и там, где необходимо выдерживать температуру минимум до 500 °С – например, для авиационных и ракетных турбин. Оно образует термоустойчивые сплавы с серебром, палладием, медью и никелем. Снижают температуру плавления железо и кобальт, для пайки при повышенных температурах используются хром, германий и кремний. Один из самых распространенных золотых припоев содержит золото (80%) и олово (20%). Такой сплав обладает повышенной теплопроводностью, высокой прочностью, устойчивостью к термической усталости, герметичностью соединений, а так же олово заменяет свинец, от которого во многих отраслях стараются избавляться. Припой широко используется в медицинских, аэрокосмических и высокочастотных приборах.
Припои с палладием в последнее время все чаще применяются в электро- и радиотехнике и заменяют сплавы серебра с кремнием, а так же составляют конкуренцию никелевым. Палладиевые припои с серебром и медью относятся к самофлюсующимся и используются для пайки в аргоне или вакууме быстрорежущих сталей, титана, хромоникелевых сплавов. Они позволяют паять даже тонкие изделия, так как снимают окисную пленку, не разрушая сам металл.
Платиновые припои содержат металлы, понижающие температуру плавления – чем тоньше изделие, тем ниже должна быть температура. Применяются они, как правило, для соединения труднопаяемых металлов и очень ограниченно из-за высокой стоимости.
Оборот припоев с содержанием драгоценных металлов регулируется законом «О драгоценных металлах и драгоценных камнях», а официальные поставщики зарегистрированы в пробирной палате.
Подготовка изделия
Перед ювелирной пайкой изделие следует закрепить в тисках или другим подходящим способом. Повреждённой детали украшения должна быть придана первоначальная форма.
Возможно, с этим придётся повозиться, но это обязательная процедура. Для этого могут потребоваться дополнительные приспособления. Вернуть исходную форму кольца или звена цепочки помогут подобранные по размеру цилиндрические детали.
Такая деталь вставляется внутрь деформированного кольца или звена цепочки, после чего изделие мягко обжимается снаружи плоскогубцами до достижения нужного результата. Разумеется, цепочка должна быть собрана, повреждённое звено или застёжка соединена с другими звеньями.
После того, как форма изделия восстановлена, и оно надёжно зафиксировано, место будущей пайки зачищается, обезжиривается и покрывается слоем флюса. Флюс создаёт на поверхности золота защитную плёнку, препятствующую окислению металла в процессе пайки.
Теперь можно приступать собственно к пайке. Флюс для пайки золота покупают готовый или делают своими руками, беря по 10 г буры и борной кислоты на 100 г дистиллированной воды.
Раствор кипят, и затем в него опускают золотое изделие и тоже несколько минут кипятят. Золото в результате покрывается защитным слоем.
Паяние и обработка шва
Прежде чем начинать пайку, нужно отрегулировать пламя горелки, установив требуемую толщину факела. Затем начинается равномерный нагрев золота в зоне соединения.
Нужно точно определить момент, когда в зону соединения можно вводить припой. Обычно эта фаза пайки отмечается некоторым изменением цвета нагретого участка. «Чувство металла» приходит с опытом, первые попытки, скорее всего, будут неудачными.
После нагрева изделия, к месту соединения прикладывается пруток припоя. Ориентировать припой относительно пламени горелки нужно таким образом, чтобы расплавилось необходимое его количество.
Излишки расплавленного припоя либо стекут с изделия, либо после пайки их придётся снимать надфилем или бормашиной. Не забываем, что в составе припоя преобладает золото!
Расплавленный припой должен смочить место соединения и заполнить зазор в месте будущего шва. Консистенцию расплава следует поддерживать в таком состоянии, чтобы он не стекал с детали, удерживаясь силами поверхностного натяжения.
Нагрев не прекращается до тех пор, пока припой не сравняется по цвету с материалом изделия. Это является сигналом того, содержащийся в нём кадмий выгорел, и процесс пайки может быть завершён.
После остывания золота можно приступить к его окончательной обработке. Более крупные неровности выравниваются надфилем, окончательную чистовую шлифовку лучше производить бормашиной с самой мелкозернистой насадкой.
Если присадочный материал был выбран правильно, а шлифовка выполнена качественно, место пайки на глаз не должно определяться.
Самый простой способ приготовления золотого припоя
Приготовление золотого припоя
В ювелирном мастерстве всегда приходится чему-то учиться и совершенствоваться. Изделия из золота и других драгоценных металлов, которые приходится изготавливать ювелирам, не всегда бывают цельными. Существуют такие модели ювелирных украшений, которые состоят из отдельных частей. Ювелир изготавливает эти части, а потом собирает их в одну целую композицию.
Но как, же собрать изделие из отдельных частей? Не склеивать же их. Этим вопросом задаются многие начинающие ювелиры. Об этом думал и я, когда начинал изучать данный вид деятельности.
Для того, чтобы собрать ювелирную композицию из отдельных частей, их надо спаивать между собой, специальным золотым или серебряным припоем. Состав припоя напрямую зависит от металла, из которого состоит изделие.
Видов припоев разработанных и довольно сложных по своему составу существует очень большое количество. В данной статье поговорим о способе изготовления припоя, который каждый легко сможет сделать в своей домашней ювелирной мастерской. Данный вид припоя довольно прост, и им хорошо работать.
Практически это один единственный способ, при помощи которого, можно приготовить, как золотой припой, так медный и серебряный. Этими видами припоев можно спаивать почти всё, конечно кроме алюминия и кроме металлов более легкоплавких.
Я думаю, что золотым припоем ни кто не станет паять сталь, бронзу медь и даже серебро, по той простой причине, что золото очень дорогое. Однако, если Вы решите создать высокое художественное произведение, так сказать шедевр ювелирного искусства, то цена не будет иметь ни какого значения.
Состав данного припоя довольно простой. Берём 85% основного металла и добавляем к нему 15% кадмия. Бывают случаи, когда необходимо создать композицию так, чтобы совсем не было видно места пайки, в которых соединяются детали, а изделие выглядело единым и монолитным. В таких ситуациях припой необходимо готовить отдельно для этого изделия.
Если изделие состоит из деталей, а каждая деталь из разных сплавов , то придётся готовить припой для каждого места пайки, отдельно. Из металла того же изделия так, чтобы по цвету, место пайки не отличалось. Такой металл остается в процессе литья, в заполненных литках форм, его следует сохранять в отдельных помеченных пакетиках, чтобы потом из него готовить припой.
Если Вы решили создать ювелирную композицию, состоящую из деталей разных цветов или даже различных металлов то, конечно, не стоит готовить припой в количестве больше одного грамма за один раз. Вот инструкция изготовления одного грамма хорошего припоя золота.
Взвешиваем на ювелирных весах 0,85 грамм золота и 0,15 грамм кадмия. Кадмий необходимо разделить на 3-5 частей. Золото кладем в тигель, который выделим специально для данного процесса сплавления золота с кадмием. Затем разогревая металл, посыпаем бурой и плавим до тех пор, пока золото не станет совсем жидким и начнет бегать по тиглю под напором пламени.
Дальше пинцетом, вносим готовые небольшие кусочки кадмия в жидкое золото по одному куску. Кадмий растворяется в золоте со вспышкой и создаётся впечатление, что он просто сгорел и не попал в сплав. Конечно, какая – то часть кадмия сгорает, ведь у него с золотом слишком большая разница в температуре плавления. Как известно, золото плавится при 1063 градусах, а кадмий при 321, но той части, которая растворилась в золоте, хватит, чтобы получился отличный припой.
Перегревать сплав с кадмием нельзя, так как кадмий начнёт испаряться, а температура плавления сплава будет увеличиваться. Как только внесли все куски кадмия, быстро перемешайте расплав титановой палочкой или стальной спицей и немедленно убирайте пламя горелки. После того, как слиток затвердеет, достаём его пинцетом из тигля и опускаем в воду. Чтобы удалить остатки буры с припоя, надо его прокипятить в отбеле. Вот и всё, золотой припой готов к работе. Таким же образом и в тех же пропорциях можно изготовить припой для серебра и меди.
Ремонт цепочки
Описанным способом может быть осуществлена пайка колец из золота и цепочек с достаточно крупными звеньями. Чтобы спаять золотую цепочку с мелкими звеньями, существует другая технология.
Опилки из золота замешиваются в касторовом масле с добавлением фосфора. В повреждённой цепочке аккуратно выравниваются все погнутые и разорванные участки.
Работа должна выполняться очень тонким инструментом с использованием увеличительной лупы. После этого повреждённый участок цепочки смачивают полученным раствором.
В результате этого, мельчайшие опилки из золота заполняют места разрывов звеньев. Если теперь поместить этот участок цепочки в пламя горелки, частицы золота расплавятся и заполнят разрывы.
И последнее. Перед началом пайки, особенно если она выполняется впервые, следует оценить риски, связанные с возможной порчей украшения из золота. Может быть, в этом случае предпочтительней воспользоваться услугами мастерской.