Применение ХВГ
Само название «инструментальная» определяет использование этой марки. Но какие свойства обеспечивают ей такое назначение? В первую очередь ее стойкость к короблению при закалке, которой она обязательно подвергается, и коррозионная стойкость.
- Так как сталь ХВГ не деформируется, из нее изготавливают мерительный инструмент высокой точности и любой длины.
- Устойчивость к образованию окалины позволяет подвергать изделия из этой стали термическим операциям в уже шлифованном виде, что также позволяет изготовить инструмент без припусков на окончательную механическую обработку (т. е. шлифование).
- Износостойкость поверхности и вязкая середина определяют, как сталь для изготовления деталей, подвергающихся динамическим нагрузкам, например, кольцам пружинных амортизаторов.
- Коррозионная стойкость ХВГ обеспечена содержанием хрома, актуальна при изготовлении практически любого инструмента и запчасти.
- Высокая прочность используется для изготовления деталей для прокатных станов, холодного волочения. Это пуансоны, валки, резьбовых калибров и т. д.
- Износостойкость и прочность — основные используемые характеристики для всех деталей, в том числе и замочных шайб.
Чем не обладает марка стали ХВГ, так это теплостойкостью, способностью сохранять свои свойства, в частности твердость, при высоких температурах. Это условие необходимо для режущего и быстрорежущего инструмента, где температура кромок может достигать 650 ºC. Разупрочнение ХВГ происходит при температуре 200 ºC, поэтому ее используют только для деталей, работающих в диапазоне низких температур.
Поставляется сталь ХВГ в:
- прутках калиброванных и шлифованных;
- серебрянке;
- листах толстых;
- полосах;
- поковках;
- болванках;
- слябах.
ГОСТ
Чтобы более подробно узнать о том, что же собой представляет интересующая нас сталь, обратимся к нормативным документам, в которых помечается марка ХВГ как сталь инструментальная легированная. Даже эта, казалось бы, весьма короткая формулировка дает нам кое-какую информацию. Дело в том, что инструментальной называется та сталь, содержание углерода в которой превышает 0,7 %. Легированной сталью же называется сплав железа, углерода и еще некоторых добавок, призванных улучшить структуру стали.
Как ни странно, но мы можем узнать немного и о легирующих элементах, присутствующих в составе ХВГ. Для этого стоит обратиться к системе ГОСТов, где указано, что каждому такому элементу присвоена определенная, обозначающая его буква. Таким образом, нам становится известно, что в состав стали ХВГ входят:
- Х – хром;
- В – вольфрам;
- Г – марганец.
Расшифровка стали ХВГ
Марка ХВГ является базовой для аналоговых сталей перлитного класса. Ее химический состав обеспечивается минимальным количеством легирующих элементов (всего 4):
- углерод — ± 1,0 %;
- хром — 0,9-1,2 %;
- кремний — 01-0,4 %;
- вольфрам — 0,2-1,6 %.
Остальные элементы — второстепенные по значимости и выдерживаются в такой концентрации:
- марганец — 0,8-1,1 %;
- молибден до 0,3 %;
- никель — до 0,35 %;
- медь — до 0,3 %.
Так как сталь марки ХВГ относится к высококачественному классу, то содержание вредных примесей фосфора и серы регламентируется до 0,03 % (это минимально возможный предел). Остаточный кислород раскисляется при введении легирующих элементов Si и Mn.
Влияние элементов на свойства
На свойства стали влияет две составляющие:
- концентрация химических элементов, т. е. химический состав стали;
- их взаимодействие друг с другом, а также по отношению основного элемента (в данном случае Fe), что определяется термической обработкой.
Вводятся модифицирующие материалы в расплав, чтобы определенным образом заполнить кристаллическую решетку и тем самым определить ее свойства. К таким понятиям относятся:
- Прочность — любое искажение кристаллической решетки повышает эту характеристику;
- Увеличение слоя закалки — равномерное распределение температуры;
- Уменьшение деформаций — укомплектованная кристаллическая решетка;
- Склонность к трещинообразованию — здесь имеется в виду прочные межкристаллические связи т. е. образование карбидов по границам зерен, также это может быть образование сегрегаций.
Основной элемент повышающий прочность и определяющий сплав как сталь — углерод. Являясь ненамного меньшим, чем молекула Fe по размеру, он размещается в металлической решетке, образуя карбиды. Их форма, расположение и размеры имеют основное значение для характеристик металла при последующей отработке.
Главный легирующий элемент ХВГ — хром. Его атомы небольшие по размеру, уплотняют собой решетку, придавая ей еще большую плотность и стабильность. Особенность атомов хрома образовывать оксиды практически такого же размера, как и сам атом, используются при выплавке сплава со свойствами нержавейки, но это при его содержании выше 10,5 %, а до этого предела он хорошо повышает прокаливаемость.
Для увеличения слоя закалки и уменьшения зерна ХВГ (что увеличивает качество стали) используются и следующие два элемента: молибден и вольфрам. Помимо того, что они образуют еще более прочные карбиды, чем углерод, эти металлы очень тугоплавки и являются центрами кристаллизации, измельчая зерна, что повышает пластичность металла, не меняя его твердости, а также увеличивает прокаливаемый слой.
Легирование кремнием и марганцем (этот элемент не указывается в маркировке ввиду его второстепенного влияния по значимости). Кремний не карбидообразующий элемент, он выталкивает карбиды к границам зерен, таким образом, упрочняя металл. Марганец в данном случае используют для баланса, т. к. он в этой концентрации увеличивает вязкость и пластичность, снижает нежелательные последствия такого повышения прочности.
Зарубежные аналоги
Металлургические заводы выплавляют сталь не только в странах СНГ, но и далеко за границей, и так уж случается, что одна и та же сталь, или ее близкие по составу “родственники” то и дело встречаются в какой-нибудь из далеких стран. Подобное уже не редкость и, к примеру, те, кто вынужден работать с некоторыми зарубежными поставщиками, вынуждены знать, с каким материалом они имеют дело в действительности. Ну а для людей менее обремененных можно пользоваться следующим списком зарубежных аналогов стали ХВГ:
- США — 01 или Т31507;
- Европа — 107WCr5;
- Китай — CrWMn;
- Япония — SKS2 или SKS3.
Имея этот небольшой список под рукой, любой сможет определить, из какой стали изготовлен тот или иной инструмент, произведенный за границей.
Источник
Термическая обработка марки ХВГ
Сталь ХВГ подвергается следующим видам термической обработки:
- Отжиг — применяется для смягчения стали перед механической обработкой. Применяется эта процедура при необходимости, а именно, если заготовки подвергались холодной деформации.
- Закалка — проводиться после окончательной механической обработки, т. е. после изготовления детали (инструмента и т. д.), придания ему окончательных форм, без учета на шлифовку. Заготовку нагревают до температур 830 ºC и охлаждают, погружением в масло. После этого кристаллические связи меняются и преобладает мартенситная структура, очень прочная и хрупкая. Чтобы разбить такую деталь достаточно приложить мускульную силу.
- Снимают внутренние напряжение и устраняют нежелательные последствия с помощью отпуска. Это нагрев и выдержка металла при температуре ниже … превращений, конкретно для этой стали составляет 180 C с охлаждением на воздухе. Происходит коагуляция мартенситных иголок и получение структуры сорбита или троостита, наиболее прочной и пластичной.
Сталь ХВГ обладает удачным сочетанием прочности и коррозионной стойкости. Относительно невысокая стоимость и хорошая обрабатываемость позволяет широко применять ее в производстве. К недостаткам можно отнести узкий диапазон температур закалки и отжига (сталь легко пережечь) и разупрочнение при температуре выше 200 ºC.
Оцените статью:
Рейтинг: 5/5 — 2 голосов
Физические и механические свойства
В химический состав металла входит 1-1,6% вольфрама, который придаёт элементу дополнительную сопротивляемость к износу. Чтобы добиться необходимой твёрдости, в состав добавляют хром и углерод в соотношении 1%. Наличие кремния (0,4%) повышает сопротивляемость отпуску, а марганец (1-2%) обеспечивает целостность структуры.
Сам ХВГ имеет следующие характеристики:
- при Т=20 °C плотность изделия будет 7850 кг/м 3 ;
- с температурой в 100 °C коэффициент линейного расширения (a10 6 ) составит 11 ГРАД, а плотность снизится на 20 единиц;
- при Т=200 °C a10 6 будет 12;
- при нагреве до 600°C расширение достигнет 14,5 град, а «p» уменьшиться до 7660.
Важно отметить, что углерод – главный компонент ХВГ, которого должно быть не менее 1%. Данное значение получается завышенным, что и отличает эту марку от остальных.
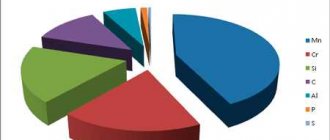
Немаловажный показатель – стойкость к коррозии, что даёт возможность применять металлопрокат для создания сложных агрегатов. Общая химическая структура выглядит следующим образом:
Все соединения добавляют в такой пропорции, чтобы обеспечить слиткам лучшую закаливаемость, снизить деформацию и убрать вероятность появления трещин. В итоге получается углеродистая сталь высшего сорта.
Сталь 60ХГ / Auremo
Бочки валков рельсобалочного и сортового станов в состоянии поставки
500 – – – – – 255-302 –
Валки диаметром до 600 мм. Посадка в печь при 650 °С (выдержка 4 ч), нагрев со скоростью 100 °С/ч до 820-860 °С (выдержка 4 ч), охлаждение на воздухе до 400 °С, затем с печью до 360 °С (выдержка 10 ч), нагрев со скоростью 100 °С/ч до 630-660 °С (выдержка 50 ч), охлаждение со скоростью 40 °С/ч до 400 °С, затем с 15 °С/ч до 120 °С (выдержка 4 ч), охлаждение на воздухе (указано место вырезки образцов)
– 460-520 810-900 15-18 30-38 240-390 229-255 –
Бочки валков рельсобалочного и сортового станов в состоянии поставки
950 – – – – – 229-285 –
Валки диаметром до 600 мм. Посадка в печь при 650 °С (выдержка 4 ч), нагрев со скоростью 100 °С/ч до 820-860 °С (выдержка 4 ч), охлаждение на воздухе до 400 °С, затем с печью до 360 °С (выдержка 10 ч), нагрев со скоростью 100 °С/ч до 630-660 °С (выдержка 50 ч), охлаждение со скоростью 40 °С/ч до 400 °С, затем с 15 °С/ч до 120 °С (выдержка 4 ч), охлаждение на воздухе (указано место вырезки образцов)
– 510-550 860-910 15-17 32-36 270-290 241-255 –
Валки в состоянии поставки
600 440-550 800-910 ≥18 ≥38 ≥350 – –
Валки диаметром до 600 мм. Посадка в печь при 650 °С (выдержка 4 ч), нагрев со скоростью 100 °С/ч до 820-860 °С (выдержка 4 ч), охлаждение на воздухе до 400 °С, затем с печью до 360 °С (выдержка 10 ч), нагрев со скоростью 100 °С/ч до 630-660 °С (выдержка 50 ч), охлаждение со скоростью 40 °С/ч до 400 °С, затем с 15 °С/ч до 120 °С (выдержка 4 ч), охлаждение на воздухе (указано место вырезки образцов)
– 440-550 800-910 15-20 36-41 270-440 229-255 –
– 430-540 810-920 12-18 28-36 240-340 229-255 –
Валки станов. Поверхностная закалка с нагревом ТВЧ + Низкий отпуск + Охлаждение
– – – – – – – 51-63
Валки диаметром св 600 мм. Посадка в печь при 630-660 °С (выдержка 8 ч), охлаждение на воздухе до 330-360 °С, нагрев со скоростью 100 °С/ч до 820-860 °С (выдержка 4 ч), охлаждение на воздухе до 330-360 °С (выдержка 6 ч), нагрев со скоростью 100 °С/ч до 630-660 °С (выдержка 40-50 ч), охлаждение на воздухе (указано место вырезки образцов)
– 390-580 710-950 14-21 28-51 150-590 207-269 –
Валки станов. Поверхностная закалка с нагревом ТВЧ + Низкий отпуск + Охлаждение
– – – – – – – 42-57
Валки диаметром св 600 мм. Посадка в печь при 630-660 °С (выдержка 8 ч), охлаждение на воздухе до 330-360 °С, нагрев со скоростью 100 °С/ч до 820-860 °С (выдержка 4 ч), охлаждение на воздухе до 330-360 °С (выдержка 6 ч), нагрев со скоростью 100 °С/ч до 630-660 °С (выдержка 40-50 ч), охлаждение на воздухе (указано место вырезки образцов)
– 390-580 710-940 14-20 28-52 180-590 207-255 –