В истории металлургии железа было три революционных переворота, оказавших глубочайшее влияние на весь ход человеческой истории: первый имел место еще в глубокой древности, когда появились сыродутные горны; второй произошел в средние века, после открытия переделочного процесса; третий пришелся на вторую половину XIX века и был связан с началом производства литой стали. Сталь во все времена оставалась самым необходимым и желанным продуктом металлургии железа, потому что только она обладала той твердостью и крепостью, какие требовались для изготовления инструментов, оружия и деталей машин. Но прежде чем превратиться в стальное изделие, металл должен был подвергнуться целому ряду трудоемких операций. Сначала из руды выплавляли чугун. Потом чугун восстанавливали в мягкое железо. Наконец путем длительной проковки железной крицы получали из нее необходимую стальную деталь (или только заготовку к ней, которую затем подвергали окончательной отделке на металлорежущих станках).
Производство мягкого железа и в особенности ковка долгое время оставались самыми узкими местами в процессе обработки железа. На них уходило больше всего сил и времени, а результаты далеко не всегда оказывались удовлетворительными. Особенно остро эта проблема стала ощущаться в XIX веке, когда резко возрос спрос на дешевую сталь.
Естественным образом у многих ученых и изобретателей возникла мысль, которую потом высказал Бессемер: каким образом получить металл со свойствами железа и стали, но в жидком виде, чтобы его можно было использовать для отливки? Разрешение поставленной проблемы потребовало нескольких десятилетий упорного труда многих металлургов. На этом пути было сделано несколько важных открытий и изобретений, каждое из которых составило эпоху в истории обработки железа. Но в этом эссе мы поговорим именно о мартеновском процессе.
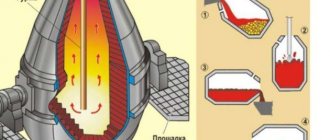
Рассмотрим производство в мартеновских печах металлургических или машиностроительных заводов литой стали. Сталь получается путём окислительной плавки загруженных в печь железосодержащих материалов — чугуна, стального лома, железной руды и флюсов в результате сложных физико-химических процессов взаимодействия между металлом, шлаком и газовой средой печи.
Мартеновские печи наряду с другими видами производства стали — второе звено в общем производственном цикле чёрной металлургии; два других основных звена — выплавка чугуна в доменных печах и прокатка стальных слитков или заготовок.
Производство стали в мартеновских печах – Справочник металлиста
По конструкции мартеновские печи делятся на:
- стационарные;
- качающиеся.
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Что такое мартеновская печь?
Печь мартеновского типа – это особая металлургическая установка, в которой из лома железа и чугуна получается сталь.
С помощью конвективных потоков раскаленной газовоздушной смеси происходит сам процесс нагревания, а также дальнейшего плавления материала.
Ниже представлено фото мартеновской печи и сталевара, обслуживающего ее, а также контролирующего процесс выплавки металла:
Фото 1
Фото 2
Фото 3
История появления
Изобрел мартеновскую печь французский металлургический инженер Пьер Эмиль Мартен в 1864 году. С того времени – это официальная дата изобретения мартеновской печи.
Во второй половине XIX века мартеновские установки стали настоящим прорывом в сталелитейном производстве.
В России первые мартены появились в 1870 году на Сормовском заводе под Нижним Новгородом. В их создании принимал активное участие инженер А. Износков.
Благодаря интенсивному развитию промышленности в СССР, в 30-ые годы XX века, к началу Великой Отечественной войны этот комбинат стабильно обеспечивал советскую армию запасными деталями, частями корпусов из стали и чугуна для военной техники.
Устройство
Основными элементами, представляющими устройство мартеновской печи, являются:
- Корпус, состоящий из передней и задней стенок, а также ее свода.
- Головки, оснащенные каналами, расположенными вертикально. Через них происходит газовый обмен рабочей камеры с внешней средой, а также подается топливо.
- Шлаковики воздушного и газового типа, в них происходит сбор и накопление крупнофракционной плавильной пыли.
- Регенераторы, которые обеспечивают стабильную температуру подаваемого газа и воздуха, за счет тепловой энергии, выходящей из рабочей камеры.
- Труба для отвода дыма и газов.
- Котел-утилизатор.
- Реверсивно-регулирующие клапаны, их функция состоит в выведении продуктов сгорания, а также в правильной подаче газового топлива и воздуха в камеру.
Ниже приведены типовые схемы мартеновских печей:
Принцип работы
Мартеновская печь – это пламенный отражающий механизм, который действует по принципу регенерации металла. В рабочем пространстве происходит сжигание природного газа или мазута.
Температура в мартеновской печи может достигать 18000 градусов Цельсия. Такой высокий уровень температуры поддерживается с помощью регенерации тепловой энергии печных газов.
Описание принципа работы:
- Подогретый до 1200 – 1250 градусов газ, попадает в рабочую камеру, где происходит процесс его смешивания с топливом. Возникающий факел направляется на закладку шихты и происходит выплавление металла из нее.
- В свою очередь, отработанные газы, в смеси с шихтовой пылью, удаляются через дымоход в атмосферу, подвергаясь фильтрации в регенераторе. По завершении цикла, с помощью клапанов происходит переключение регенераторов и вертикальных головок. Процесс повторяется в зеркальном отображении, благодаря симметричной конструкции мартена.
- Процесс получения стали в такой установке длится несколько часов. Во время работы сталевар осуществляет контрольную выемку расплава специальным приспособлением, после чего направляет ее в цеховую лабораторию для определения процентного соотношения металла и примесей, таких как марганец, фосфор, сера и прочих.
- По результатам такого анализа, в рабочую камеру добавляются специальные присадки, улучшающие качество стали. В конце процесса производится процедура удаления кислорода из расплава с помощью раскислителей, ими являются ферромарганец, алюминий и ферросилиций.
Конструкция
Элементами мартеновской печи выступают (стандартный вариант сборки):
- Под печи.
- Передняя и задняя стенки.
- Свод.
- Загрузочные окна, через которые в печь подается материал для обработки.
- Мощные бетонные опоры.
- Откосы по направлению к стенкам.
- Воздушный канал, который еще называют головками.
- Газовый канал для подачи нагревающего материала – газа.
- Вертикальные каналы.
- Важной частью конструкции являются так называемые шлаковики воздушного и газового регенераторов.
Передняя стенка печки оборудована загрузочными окнами, сюда подается шихта. Задняя стенка имеет отверстие для выгрузки уже готовой стали.
Тепловой и материальный баланс плавки
Для двух типовых составов:
Материальный баланс 1
- Расход: скрап — 66, чугун — 34, известняк — 4, заправочный материал — 3, руда — 2, ферромарганец — 1
- Приход: сталь жидкая — 96, шлак конечный — 8, шлак после выпуска — 5 , СО от окисления углерода — 3, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
Тепловой баланс 1
- Расход: теплота сгорания топлива — 61, тепло воздуха в регенераторах — 29, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 61, потери в окружающую среду — 16, на нагрев стали — 15, на нагрев шлака — 3
Материальный баланс 2
- Расход: скрап — 34, чугун — 66, руда в завалку — 15, известняк — 5 , заправочный материал (доломит и магнезит) — 3, руда в период кипения — 2, ферромарганец — 1
- Приход: сталь жидкая — 103, шлак конечный — 8, шлак после выпуска — 7, СО от окисления углерода — 6, СО от разложения извести и известняка — 2, влага — 1, корольки — 1
Тепловой баланс 2
- Расход: теплота сгорания топлива — 48, тепло воздуха в регенераторах — 20, тепло газа в регенераторах — 11, экзотермические реакции выгорания примесей — 8
- Приход: уносится с продуктами — 58, потери в окружающую среду — 15, на нагрев стали — 20, на нагрев шлака — 5, разложение известняка — 1
Технология
Вид снаружи на мартеновскую печь
Периоды процесса получения стали в мартеновской печи длятся от пяти до восьми часов (при скоростном сталеварении — до 4,5—5,5 часа) и состоят из этапов:
- Плавление
. Плавление начинается ещё до окончания загрузки печи. Плавление стараются проводить при максимальной температуре, чтобы препятствовать растворению в металле газов и не допустить излишнего окисления. В этот период интенсивно окисляются кремний, марганец, железо, фосфор, образуется большое количество закиси железа FeO{\displaystyle \mathrm {FeO} }. - Окисление
. Происходит окисление углерода за счёт ранее образованного FeO{\displaystyle \mathrm {FeO} }. Формула реакции: C+FeO=CO+Fe−Q{\displaystyle \mathrm {C+FeO=CO+Fe-Q} }. Образующийся угарный газ CO{\displaystyle \mathrm {CO} } приводит расплав в состояние кипения. В течение 2—3 часов доля углерода в расплаве уменьшается и становится ниже 2%. - Раскисление
. Если к окончанию плавки в стали растворено большое количество FeO{\displaystyle \mathrm {FeO} }, это придаёт стали хрупкость в горячем состоянии — красноломкость. Для удаления кислорода сталь раскисляют ферросилицием, ферромарганцем или алюминием. Иногда для проверки раскалённый кусок стали подвергают ковке — при плохой раскисленности образуются трещины.
При необходимости, после раскисления вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций, чистый никель и другие.
После окончания плавки сталь выпускают в ковш.
Для ускорения процесса и повышения производительности на 15—25% используют кислород. Его вводят при плавке двумя способами:
- обогащая факел пламени в период завалки и расплавления шихтовых материалов;
- продувая через жидкую ванну в период выгорания углерода.
XXI век
Начиная с 1970-х годов новые мартеновские печи в мире более не строятся. Мартеновский процесс практически вытеснен гораздо более эффективным (около 63% мирового производства), а также электроплавкой (более 30%). По результатам 2008 года на мартеновский способ производства приходится не более 2,2% мировой выплавки стали. Наибольший удельный вес выплавки стали мартеновским способом в мире по результатам 2008 года наблюдался на Украине.
В 2022 году была закрыта последняя крупная мартеновская печь в России. После этого данный способ производства стали сохранился только на Украине и в Индии.
C 1999 года в мартеновском производстве началось использование бескислородного дутья малой интенсивности. Предложенная технология «скрытой» донной продувки основывалась на подаче нейтрального газа через дутьевые элементы, установленные в кладке подины, и применении для её набивки специальных огнеупорных порошков.
За 6 лет на эту технологию были переведены 32 мартеновские печи различной ёмкости — от 110 до 400 т, из них 26 — работающих скрап-процессом. В зависимости от ёмкости печи в подине устанавливались 3—5 дутьевых элемента с расходом 30—100 л/мин на элемент.
Эта технология позволила:
- существенно снизить горячие и холодные простои, в том числе на ремонт пода;
- на 10—20% сократить длительность плавки;
- на 12—18% увеличить производительность печей в фактический час и производство стали в цехе;
- снизить расходы условного топлива, заправочных материалов и печных огнеупоров;
- в 1,3—2 раза увеличилась стойкость свода и длительность кампании в межремонтный период.
Двухванный сталеплавильный агрегат
Еще одна разновидность мартеновской печи, имеющей две ванны, соединенные между собой каналом для перехода материала из одной емкости в другую. Процесс стальной выплавки происходит следующим образом:
- В одной ванне залит чугун и проводится его продувка кислородом.
- В это же время во второй ванне проводится завалка и подогрев шихты в твердом виде, для чего используются уходящие из первого резервуара горячие газы.
- Постепенно процесс меняется и ванны также выполняют функции предыдущих.
При определенном количество чугуна в шихте (больше 65%) двухванная печь начинает работать без расхода топлива, чем-то копируя кислородный конвертор.
В качестве заключения стоит сказать, мартеновский способ производства стали в свое время стал настоящим прорывом и помог мировой индустрии совершить значительный рывок.
Сейчас доля его использования в мировой металлургии не превышает 2–3%, так как современные методы выплавки (тот же конвертерный процесс) гораздо более эффективны. Правда, в некоторых странах, он все еще занимает до 50% от всех объемов производства.
Из чего строят «мартен»
Рабочее пространство плавильной установки подвержено наибольшим тепловым нагрузкам. Устройство мартеновской печи таково, что огнеупорные материалы плавильни находятся под постоянными тепловыми и механическими нагрузками различной интенсивности. Химические процессы также способствуют разрушению огнеупоров. Поэтому жаропрочность и прочность конструкции плавильного отделения, условия и устойчивость его работы и определяют основные характеристики при выборе материалов.
Футеровка для пода зависит от характеристик шлака, который планируют получить в ходе производства. Для кислого метода выплавки под делают из кислых огнеупоров, которые засыпают сверху слоем кварцитового песка. Тыльную и фронтальную стены кислой плавильни строят из кремеземнистого огнеупора (динаса). Для основных шлаков – под строят из основных огнеупорных материалов, верх конструкции засыпают магнезитовым песком, реже –мелкозернистым доломитовым материалом. Передний и задний откосы подины выкладывают из магнезитового кирпича. В местах соприкосновения ванны с раскаленным шлаком, после окончания плавки возникают небольшие спекания, которые удаляют, и разрушения, устраняемые засыпкой песка (магнезитового порошка), подаваемого заправочными машини.
Свод изготавливают из любых жаропрочных и огнестойких материалов, но чаще для футеровки применяют динасовый или магнезитохромитовый кирпич с повышенными свойствами термостойкости. Свод строят распорно-подвесным с креплением и прокладками между кирпичами. Применяется горизонтальная компоновка свода – для минимизации объема пространства горения, чтобы уменьшить потери тепла на обогрев всего объема. Основные магнезитохромитовые своды применяются повсеместно, так как их ресурс работы &доходит до 1000 плавок, а ресурс свода из динаса – 200-350 плавок.
Головки с системой каналов и ниш (регенераторы, сажевики, борова) для обеспечения условий поддержания высокой температуры строят из термостойкого магнезитохромитового или форстеритового кирпича (для верхних более горячих конструкций) и кирпича-шамота (для нижних, более «прохладных» условий).
Трубу для отвода сгоревшего газа изготавливают из простого керамического кирпича с внутренней облицовкой из простого огнеупорного материала – шамотного кирпича. Ряд элементов (ограждения и крышки окон, балки свода, элементы перекидной системы клапанов) изготавливают из металла. Эти элементы требуют непрерывного водяного или испарительного охлаждения.
Для строительства и ремонта «мартенов» используют специальные крупногабаритные блоки, что позволяет экономить время простоя (одна плавка происходит за 3-8 часов, ремонт и обслуживание должны занимать 1 час). В современных «мартенах» активно внедряется водяное охлаждение, которая заменяет футеровку. Эти элементы покрываются специальным веществом – гарнисажем, которое повышает их термостойкость.
Производство стали
Сталь является одним из самых распространенных материалов на сегодняшний день. Она представляет собой сочетание железа и углерода в определенном процентном соотношении. Существует огромное количество разновидностей этого материала, так как даже незначительное изменение химического состава приводит к изменению физико-механических качеств.
Сырье для производства стали сегодня представлено отработанными стальными изделиями. Также было налажено производство конструкционной стали из чугуна. Страны-лидеры в металлургической промышленности проводят выпуск заготовок согласно стандартам, установленным в ГОСТ.
Рассмотрим особенности производства стали, а также применяемые методы и то, как проводится маркировка полученных изделий.
Особенности процесса производства стали
В производстве чугуна и стали применяются разные технологии, несмотря на достаточно близкий химический состав и некоторые физико-механические свойства.
Отличия заключаются в том, что сталь содержит меньшее количество вредных примесей и углерода, за счет чего достигаются высокие эксплуатационные качества. В процессе плавки все примеси и лишний углерод, который становится причиной повышения хрупкости материала, уходят в шлаки.
Технология производства стали предусматривает принудительное окисление основных элементов за счет взаимодействия железа с кислородом.
Выплавка стали в электропечи
Рассматривая процесс производства углеродистой и других видов стали, следует выделить несколько основных этапов процесса:
- Расплавление породы. Сырье, которое используется для производства металла, называют шихтой. На данном этапе при окислении железа происходит раскисление и примесей. Уделяется много внимания тому, чтобы происходило уменьшение концентрации вредных примесей, к которым можно отнести фосфор. Для обеспечения наиболее подходящих условий для окисления вредных примесей изначально выдерживается относительно невысокая температура. Формирование железного шлака происходит за счет добавления железной руды. После выделения вредных примесей на поверхности сплава они удаляются, проводится добавление новой порции оксида кальция.
- Кипение полученной массы. Ванны расплавленного металла после предварительного этапа очистки состава нагреваются до высокой температуры, сплав начинает кипеть. За счет кипения углерод, находящийся в составе, начинает активно окисляться. Как ранее было отмечено, чугун отличается от стали слишком высокой концентрацией углерода, за счет чего материал становится хрупким и приобретает другие свойства. Решить подобную проблему можно путем вдувания чистого кислорода, за счет чего процесс окисления будет проходить с большой скоростью. При кипении образуются пузырьки оксида углерода, к которым также прилипают другие примеси, за счет чего происходит очистка состава. На данной стадии производства с состава удаляется сера, относящаяся к вредным примесям.
- Раскисление состава. С одной стороны, добавление в состав кислорода обеспечивает удаление вредных примесей, с другой, приводит к ухудшению основных эксплуатационных качеств. Именно поэтому зачастую для очистки состава от вредных примесей проводится диффузионное раскисление, которое основано на введении специального расплавленного металла. В этом материале содержатся вещества, которые оказывают примерно такое же воздействие на расплавленный сплав, как и кислород.
Кроме этого, в зависимости от особенностей применяемой технологии могут быть получены материалы двух типов:
- Спокойные, которые прошли процесс раскисления до конца.
- Полуспокойные, которые имеют состояние, находящееся между спокойными и кипящими сталями.
При производстве материала в состав могут добавляться чистые металлы и ферросплавы. За счет этого получаются легированные составы, которые обладают своими определенными свойствами.
Способы производства стали
Существует несколько методов производства стали, каждый обладает своими определенными достоинствами и недостатками. От выбранного способа зависит то, с какими свойствами можно получить материал. Основные способы производства стали:
- Мартеновский метод. Данная технология предусматривает применение специальных печей, которые способны нагревать сырье до температуры около 2000 градусов Цельсия. Рассматривая способы производства легированных сталей, отметим, что этот метод также позволяет проводить добавление различных примесей, за счет чего получаются необычные по составу стали. Мартеновский метод основан на применении специальных печей.
- Электросталеплавильный метод. Для того чтобы получить материал высокого качества проводится производство стали в электропечах. За счет применения электрической энергии для нагрева сырья можно точно контролировать прохождение процесса окисления и выделения шлаков. В данном случае важно обеспечить появление шлаков. Они являются передатчиком кислорода и тепла. Данная технология позволяет снизить концентрацию вредных веществ, к примеру, фосфора и серы. Электрическая плавка может проходить в самой различной среде: избыточного давления, вакуума, при определенной атмосфере. Проводимые исследования указывают на то, что электросталь обладает самым высоким качеством. Применяется технология для производства качественных высоколегированных, коррозионностойких, жаропрочных и других видов стали. Для преобразования электрической энергии в тепловую применяется дуговая печь цилиндрической формы с днищем сферического типа. Для обеспечения наиболее благоприятных условий плавки внутреннее пространство отделывается при использовании жаропрочного металла. Работа устройства возможна только при подключении к трехфазной сети. Стоит учитывать, что сеть электрического снабжения должна выдерживать существенную нагрузку. Источником тепловой энергии становится электрическая дуга, возникающая между электродом и расплавленным металлом. Температура может быть более 2000 градусов Цельсия.
- Кислородно-конвертерный. Непрерывная разливка стали в данном случае сопровождается с активным вдуванием кислорода, за счет чего существенно ускоряется процесс окисления. Применяется этот метод изготовления и для получения чугуна. Считается, что данная технология обладает наибольшей универсальностью, позволяет получать металлы с различными свойствами.
Способы производства оцинкованной стали не сильно отличаются от рассматриваемых. Это связано с тем, что изменение качеств поверхностного слоя проходит путем химико-термической обработки.
Существуют и другие технологии производства стали, которые обладают высокой эффективностью. Например, методы, основанные на применении вакуумных индукционных печей, а также плазменно-дуговой сварки.
Мартеновский способ
Суть данной технологии заключается в переработке чугуна и другого металлолома при применении отражательной печи. Производство различной стали в мартеновских печах можно охарактеризовать тем, что на шихту оказывается большая температура. Для подачи высокой температуры проводится сжигание различного топлива.
Схема мартеновской печи
Рассматривая мартеновский способ производства стали, отметим нижеприведенные моменты:
- Мартеновские печи оборудованы системой, которая обеспечивает подачу тепла и отвода продуктов горения.
- Топливо подается в камеру сгорания поочередно, то с правой, то с левой стороны. За счет этого обеспечивается образование факела, который и приводит к повышению температуры рабочей среды и ее выдерживание на протяжении длительного периода.
- На момент загрузки шихты в камеру сгорания попадает достаточно большое количество кислорода, который и необходим для окисления железа.
При получении стали мартеновским способом время выдержки шихты составляет 8-16 часов. На протяжении всего периода печь работает непрерывно. С каждым годом конструкция печи совершенствуется, что позволяет упростить процесс производства стали и получить металлы различного качества.
Сегодня проводится производство различной стали в кислородных конвертерах. Данная технология предусматривает продувку жидкого чугуна в конвертере. Для этого проводится подача чистого кислорода. К особенностям этой технологии можно отнести нижеприведенные моменты:
- Конвертор – специальное оборудование, которое представлено стальным сосудом грушевидной формы. Вместительность подобного устройства составляет 100-350 тонн. С внутренней стороны конструкция выкладывается огнеупорным кирпичом.
- Конструкция верхней части предполагает горловину, которая необходима для загрузки шихты и жидкого чугуна. Кроме этого, через горловину происходит удаление газов, образующихся в процессе плавления сырья.
- Заливка чугуна и добавление другой шихты проводится при температуре около 1400 градусов Цельсия. Для того чтобы обеспечить активное окисление железа чистый кислород подается под давлением около 1,4 МПа.
- При подаче большого количества кислорода чугун и другая шихта окисляется, что становится причиной выделения большого количества тепла. За счет сильного нагрева происходит расплавка всего шихтового материала.
- В тот момент, когда из состава удаляется излишек углерода, продувка прекращается, фурма извлекается из конвертора. Как правило, продувка продолжается в течение 20 минут.
- На данном этапе полученный состав содержит большое количество кислорода. Именно поэтому для повышения эксплуатационных качеств в состав добавляют различные раскислители и легирующие элементы. Образующийся шлак удаляется в специальный шлаковый ковш.
- Время конверторного плавления может меняться, как правило, оно составляет 35-60 минут. Время выдержки зависит от типа применяемой шихты и объема получаемой стали.
Кислородно-конвертерный способ
Стоит учитывать, что производительно подобного оборудования составляет порядка 1,5 миллионов тонн при вместительности 250 тонн. Применяется данная технология для получения углеродистых, низкоуглеродистых, а также легированных сталей.
Кислородно-конвертерный способ производства стали был разработан довольно давно, но сегодня все равно пользуется большой популярностью.
Это связано с тем, что при применении этой технологии можно получить качественные металлы, а производительность технологии весьма высока.
В заключение отметим, что в домашних условиях провести производство стали практически невозможно. Это связано с необходимостью нагрева шихты до достаточно высокой температуры. При этом процесс окисления железа весьма сложен, как и удаления вредных примесей
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Современность или анахронизм?
В некоторых источниках на просторах рунета попадается выражение: «Современная мартеновская печь». Это уже анахронизм, т.к. с 1970 г мартеновские печи во всем мире не строятся. Правда, в Китае, Индии и странах «третьего мира» действует не вполне учтенное количество сталеплавильных мини-печей, в основном китайского производства, действующих по мартеновскому циклу, см. рис. ниже. Большей это ротационные печи: ванны-изложницы располагаются радиально на вращающемся поду. Плавка длится один оборот пода: вынул лоханку с расплавом, вставил корыто с шихтой, и т.д., и т.п. Пользуются такие печки печальной известностью: в них выплавляют тот самый «китайский» сырой металл, на изделия из которого еще можно «попасть» в инструментальных магазинах и железных базарах. Если губки кусачек сминаются при попытке перекусить ими алюминиевую проволоку, то это что угодно, но не металлургия.
Сталеплавильная мини-печь
Википедия утверждает, что на 2009 г сталь мартеновским способом выплавляли только в Индии, на Украине и в России. Тут, надо сказать, ВП в свойственной ей манере лукавит: данные для статистической обработки берутся только по металлургическим предприятиям, а машиностроительные с сопутствующим мартеновским не учитываются. Хотите удостовериться – наберите в поиске Siemens martin. Тем не менее, доля мартеновской стали в общемировом ее производстве на сегодня (лето 2022 г) составляет ок. 2% и медленно, но неуклонно падает. Хотя цены на металлолом валятся, но это следствие сокращения мартеновского производства вследствие исчерпания запасов богатой чистой железной руды, а кислород и энергию топлива выгоднее пускать на конвертирование и электродуговую плавку.
В РФ в 2012 г было принято постановление о полном прекращении мартеновского производства в 2015 г. На начало 2016 г на Урале еще 3 или 4 небольших мартена дорабатывали межремонтный ресурс, после чего подлежали остановке и ликвидации. За первую половину 2016 г эти печи выплавили ок. 650 тыс. т стали, после чего сведений о действующих в России мартенах найти не удается.
На этом фоне ярким, но неоднородным пятном выделяется Украина. Дончане по обе стороны линии фронта, несмотря на гражданскую войну, расправились-таки со своими мартенами: в течение 2015 г все мартены Донбасса были остановлены и демонтированы. Но на «Запорожстали» еще вовсю коптит и чадит полновесный мартеновский цех, а на бывшей «Криворожстали» (ныне – индийская Арселор Миттал Кривой Рог) действует большой двухванный мартен. То и другое выплавляет в год ок. 7 млн. т мартеновской стали, или ок. 25% ее мирового производства. За все время существования Украины как отдельного государства никаких официальных документов по поводу ликвидации мартеновского производства обнародовано не было, а нынешнее украинское правительство продлило разрешение на эксплуатацию действующих национальных мартенов до 2022 г без каких-либо разъяснений насчет их дальнейшей судьбы.
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
Принцип действия
Принцип работы мартеновской печи основан на любопытном свойстве сплавов, называемых эвтектическими или просто эвтектиками. Иногда эвтектики называют твердыми растворами, но это неверно. В растворе вещества смешиваются на молекулярном или субмолекулярном (кластерном) уровне, а микроструктура эвтектик хорошо видна под обычным оптическим микроскопом. Эвтектики широко используются в промышленности и в быту: латунь, бронза, свинцово-оловянные припои это эвтектические сплавы 2-х и более металлов. Чугун и простая конструкционная сталь представляют собой эвтектики железа и углерода, а легированная сталь – сложную эвтектику их же с легирующими присадками, см. рис.
Микроструктуры чугуна и сталей
Примечание: в некоторых марках спецсталей железа меньше, чем хрома, никеля, титана, тантала и др.
Пьер Мартен для своей печи использовал то обстоятельство, что температура плавления эвтектики всегда ниже, чем таковая ее компонент. Типичная зависимость температуры плавления простой эвтектики из 2-х металлов в зависимости от содержания в сплаве того и другого качественно показана на рис.:
Зависимость температуры плавления эвтектического сплава двух металлов от соотношения содержания компонент
Сравните, к примеру: температура плавления олова 230 градусов Цельсия, свинца 330 градусов, а припоя ПОС-61 для пайки компонент радиоэлектроники, состоящего из (60…62)% олова (остальное – свинец) – 190 градусов. Объясняется это тем, что при нагреве начинается взаимная диффузия компонент в микрогранулах и образуются микроскопические капельки из настоящего раствора, быстро растворяющего в себе весь слиток. При остывании расплава ниже критической для эвтектики температуры расплав также быстро застывает, разделяясь на микрогранулы компонент.
Пьер Мартен, как опытный металлург, знал, что температура плавления чугуна существенно ниже таковой стали и тем более чистого железа (1539 градусов), см. табл. ниже. Знал и о том, что литейная температура должна быть выше температуры плавления, иначе качественной отливки не получится. Также Мартен задался целью в процессе плавки удалить из расплава металлургические яды: серу, фосфор, кремний. Их наличие в стали вызывает ее красноломкость – хрупкость при горячей ковке и неудовлетворительную вязкость катаных и кованых холодными изделий.
| Литейные сплавы | Температура, градусов Цельсия | |
| плавления | заливки в литейные формы | |
| Серый чугун (обыкновенный) | 1150-1260 | 1280-1400 |
| Белый чугун | 1150-1350 | 1380-1450 |
| Сталь литая углеродистая | 1420-1520 | 1500-1600 |
Но главные препятствия, которые предстояло преодолеть Мартену – нижний и верхний температурный пороги. В мелком диверсифицированном металлургическом производстве плавильная не может быть непрерывно действующей, как доменная. В зависимости от конъюнктурных обстоятельств печь может быть остановлена и законсервирована, а затем возникнет необходимость быстро запустить печь и провести плавку. Если же при последующем запуске температура расплава упадет ниже 1200 градусов, произойдет насыщение расплава газами и весь металла пойдет в брак.
Верхний температурный порог в 1500 градусов определяется также тактико-экономическими соображениями. Ниже нее возможно обойтись сравнительно недорогим и доступным шамотом; выше – нужны более жаростойкие огнеупоры, во Франции того времени 100% импортируемые.
Мартен решил эту головоломку, во-первых, взяв за основу шихты чугун, жидкий прямо из домны или передельный привозной в чушках, в смеси со скрапом – стальным металлоломом. Во-вторых, снабдив отражательную пудлинговую печь факельным нагревом с избыточной подачей воздуха и регенераторами тепла, действующими по принципу доменных кауперов. Решение, прямо говоря, далекое от гениальности; скорее, технически за уши притянутое. Но в конце концов Мартен получил печь, в которой возможно было наладить производство стали заданного качества, вплоть до легированной, как крупномасштабное на хорошо оснащенном металлургическом предприятии, так и от случая к случаю в полукустарных условиях.
Автоматизация мартеновских печей
Поскольку мартеновская плавка состоит из четырёх периодов, характеризующихся своими теплотехническими и технологическими задачами, каждый из них предъявляет соответствующие требования к автоматизации процесса. Основными задачами, которые необходимы для обеспечения соответствующих параметров плавки и управляющих воздействий являются:
- Обеспечение минимальной продолжительности плавки.
- Получение стали заданного состава и температуры.
- Обеспечение стойкости огнеупорной кладки.
- Экономичное использование топлива.
Выделяют следующие особенности мартеновских печей с точки зрения автоматизации по сравнению с другими плавильными печами:
- процесс циклически повторяется от завалки до выпуска плавки (периодичность);
- питание печи теплом и температура различных частей печи меняются по ходу плавки, от плавки к плавке и по ходу кампании печи;
- технологические процессы, протекающие в печи, идут с поглощением и выделением тепла и выделением горючего газа из ванны;
- режим работы печи подвержен резким возмущениям, связанным с периодическим реверсированием факела;
- отсутствует полное математическое описание технологических и теплотехнических процессов;
- отсутствуют многие датчики, необходимые для автоматического управления мартеновской плавкой (датчики состава металла, шлака и др.);
- многие элементы печи, в особенности ванна, имеют плохие динамические свойства.
Кислый мартеновский процесс
Реализуется с помощью высокочистой шихты, он способен давать сталь с очень низким содержанием неметаллических примесей, того же водорода или кислорода. Именно из-за слишком больших требований к чистоте шихты кислый процесс применяется не так часто.
Такой метод плавления работает с применением кислого шлака, а это исключает возможность убрать с металла фосфор, серу и другие опасные вещества. Работа в кислой печи требует применения чугуна с количеством примесей не более 0,025%.
В этом случае металлический лом заранее перерабатывается в основных печах, откуда он в жидком виде переливается ковшом в кислую мартеновскую печь. Благодаря использованию двух печей (основной и кислой), подобный процесс часто называют дуплекс-процессом.
Получаемая в результате сталь отличается высокими механическими свойствами, обладает хорошей пластичность, вязкостью и применяется исключительно для изготовления важнейших и ответственных деталей в технике – роторов турбин, валов больших двигателей, в производстве артиллерийских установок.
Ротор турбины изготовленный из стали с высокими механическими свойствами
Упоминания в популярной культуре
Дни и ночи у мартеновских печей Не смыкала наша Родина очей
- Работе сталеваров-мартеновцев посвящён роман В. Ф. Попова «Сталь и шлак» (1948), посвящённый трудовому и патриотическому подвигу донецких металлургов в годы Великой Отечественной войны, получивший Сталинскую премию второй степени (1949), а также роман-продолжение «Закипела сталь» (1955).
- В одном из самых популярных кинофильмов 1950-х годов в кинопрокате СССР «Весна на Заречной улице» один из главных героев фильма — сталевар-мартеновец, ударник труда Александр Савченко (артист Николай Рыбников). В кадрах фильма показана работа мартеновского цеха и мартеновские печи. А в ставшей всенародно любимой популярной песне из фильма есть такие строки:
Когда на улице Заречной В домах погашены огни, Горят мартеновские печи, И день и ночь горят они.
Фрагмент песни «Рабочий Квартал» (музыка и слова Юрия Шевчука):
В рабочем квартале жгут светлые дали В мартеновских лютых печах. Как небо титаны державу держали И носят её на плечах.
Стихотворение Владимира Маяковского «Рассказ Хренова о Кузнецкстрое и о людях Кузнецка»:
Здесь встанут стройки стенами. Гудками, пар, сипи. Мы в сотню солнц мартенами Воспламеним Сибирь.
Фрагмент песни «Уткина Заводь (песня)» (музыка и слова Бориса Гребенщикова)
Ты проходила мимо цеха, там взорвался мартен, Таких штучек не может даже сам Бин Ладен.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.
Технология
Бессемерование – процесс плавки чугуна, который позволяет получить сталь относительно высокого качества. Следует отметить, что подобная технология на сегодняшний день применяется крайне редко. Это связано с появлением довольно большого количества современных технологий, которые позволяют получить более качественную сталь за меньшие сроки.
Весь бессемеровский процесс производства стали можно разделить на несколько основных этапов:
- Выполняется заливка чугуна в конвертор через горловину. Важным моментом назовем то, что в подобном положении устройство должно находится в горизонтальном положении, так как есть вероятность заливки сопла металлом. Сопла необходимы для того, чтобы продувать шихту. Именно окисление примесей и их вывод в качестве шлаков позволяет получать сталь повышенного качества.
- Следующий этап заключается в пуске дутья и переворачивании конвертора в вертикальное положение.
- Для того чтобы обеспечить окисление вредных примесей и излишков углерода проводится продувка металла воздухом. На данном этапе происходит образование шлака, с которым и уходят ненужные химические вещества.
- После достаточно длительного периода продувки конвертор снова переворачивается в горизонтальное положение, прекращается продувка расплавленного металла.
- Выполняется слив расплавленного металла в ковш и его раскисление путем добавления специальных веществ.
На момент начала продувки состава происходит активное окисление марганца и кремния. На первоначальной стадии углерод практически не окисляется. Это связано с тем, что данный компонент реагирует исключительно на воздействие высоких температур. Кроме этого, на процесс окисления примесей оказывает влияние термодинамические факторы, которые определяют активность переноса кислорода к местам протекания бессемеровского процесса.
Рассматривая данную технологию отметим нижеприведенные моменты:
- На первом этапе происходит образование большого количества различных шлаков, который в составе имеет высокую концентрацию кремнезема. Временной интервал протекания первого этапа составляет 2-5 минут.
- На втором этапе бессемеровского процесса производства обеспечиваются наиболее благоприятные условия для окисления углерода. Примером можно назвать повышение рабочей температуры примерно до 2000 градусов Цельсия. Протяженность данного этапа составляет примерной 13 минут. В конце этого этапа температура понижается примерно до отметки 1600 градусов Цельсия.
- Добиться высокого качества стали можно различными методами бессемерования. Все зависит от особенностей состава применяемого лома, концентрации крема в составе.
- Для того чтобы исключить вероятность возникновения процесса передувки металла активная подача воздуха прекращается уже на втором этапе.
- Только на третьем этапе можно отметить активное окисление железа, что становится причиной выделения бурого дыма. Данный этап начинается на тот момент, когда концентрация углерода меньше 0,1%.
Как ранее было отмечено, бессемеровский метод изготовления стали получил большое распространение по причине высокой производительности. В литейных цехах довольно часто устанавливается оборудование, которое имеет садку около 35 тонн.
Бессемеровский метод выплавки стали
Сегодня бессемеровский метод производства стали практически не применяется, что связано с низким качеством получаемого металла и его достаточно высокой стоимостью.
Скап-рудный процесс
Применяется на объектах, оборудованных доменными печами. Состав стали в этом случае выглядит так: 55–75% чугуна, железная руда, скрап. Такой мартеновский способ производства помогает получать стали с низким уровнем опасных для здоровья примесей, таких как сера, фосфор и ряд других веществ.
Начинается производство этим способом с загрузки твердых компонентов шихты (известняка, лома, железной руды) в печь и ее прогрева. Следующим шагом выполняется заливка жидкого чугуна. Происходит стремительный процесс плавление шихты и все примеси очень активно окисляются.
И при невысоких рабочих температурах фосфор, кремний, марганец, углерод и другие примеси очень активно окисляются и переходят в шлак.
Однократного скачивания шлака достаточно, чтобы получить качественную сталь. Но иногда, к примеру, если обрабатывается фосфористый чугун, то скачивание шлака проводится по несколько раз.
Российские заводы, использовавшие мартеновские печи
16 марта 1870 году на Сормовском заводе была запущена первая в Российской империи мартеновская печь. Она была предназначена для переработки передельного чугуна и лома в сталь нужного химического состава и качества. Основатель завода — греческий купец, принявший российское подданство, Дмитрий Егорович Бенардаки привёз в 1870 году молодого инженера Александра Износкова, который и построил первую в России мартеновскую печь весом в 2,5 тонны.
В 1998 году мартеновские печи на Сормовском заводе перестали действовать. В июне 2005 года было заключено охранное обязательство на здание цеха, где была установлена первая российская мартеновская печь, между ОАО «Завод „Красное Сормово“» и министерством культуры Нижегородской области, в котором собственник обязался обеспечить сохранность объекта, а также неизменность его облика и интерьера. В мае 2012 года был произведён демонтаж здания прокатного цеха в нарушение требований федерального закона «Об объектах культурного наследия (памятниках истории и культуры) народов РФ». Отдел полиции № 8 Управления МВД России по городу Нижнему Новгороду устанавливает лиц, ответственных за уничтожение объекта культурного наследия.
Информация на август 2009 г.[
источник не указан 3213 дней]
- Бежицкий сталелитейный завод
- Волгоградский металлургический комбинат «Красный Октябрь»
- Выксунский металлургический завод — последнюю мартеновскую печь закрыли в первом полугодии 2022 г.
- Гурьевский металлургический завод — две печи действуют по сей день
- Златоустовский металлургический завод — мартеновский цех выведен из эксплуатации
- Ижевский металлургический ) — мартеновское производство остановлено в 2009 году
- Кулебакский металлургический завод — остановлена 20 декабря 2011 года
- Металлургический завод Петросталь (дочернее предприятие ОАО «Кировский завод»)
- ОАО «Уральская Сталь» (бывш. Орско-Халиловский металлургический комбинат) — все печи остановлены в апреле 2013 года
- Нижнетагильский металлургический завод имени В. В. Куйбышева
- Нижнетагильский металлургический комбинат
- Омутнинский металлургический )
- Северский трубный завод — мартеновское производство остановлено в 2008 году
- Таганрогский металлургический завод — мартеновское производство прекращено в октябре 2013 года
- Челябинский металлургический комбинат
- Челябинский трубопрокатный завод
- Череповецкий металлургический комбинат — остановлен в 2011 году
- Чусовской металлургический завод — остановлен в 2013 году
- Белорецкий металлургический комбинат — 4 мартеновских печи, выведены из работы под руководством группы Мечел.
Почему нельзя останавливать мартеновскую печь?
Всегда знали, что мартеновскую печь нельзя останавливать. Дело в том, что такие сооружения работали по тридцать лет без перерыва. Их вынуждены были останавливать только несколько раз по причине проведения ремонта.
Останавливать мартеновскую печь нельзя, потому что в результате дальнейшего повторного ее нагрева разрушится футеровка.
Аналогичный процесс происходит, например, в динасовом огнеупоре коксовых батарей. Когда кирпич разогревается до тысячи градусов, он спекается и становится великолепным материалом. Однако, при охлаждении его футеровка разрушается. В печи же насчитывается около тысячи тонн таких материалов. Мало того, что стоимость их более восьмисот долларов за тонну, так еще и нужно несколько месяцев ждать, чтобы новый агрегат изготовили. Именно поэтому мартеновские печи работали беспрерывно по несколько десятков лет.
Как встал мартен
Ко времени, когда мсье Мартен подал патентную заявку на свою печь, общественная формация, ныне именуемая индустриальной эпохой, достигла апогея. В развитых странах господствовало крупное машинное производство. Расширялась сеть железных дорог. Стальные пароходы сделали трансокеанское сообщение регулярным. Привычным стал электрический телеграф: к 1860 г все континенты были связаны подводными телеграфными кабелями; англичане установили прямую телеграфную связь с Индией. Все это требовало большого количества сталей разнообразных марок и качества много лучшего, чем пудлинговое железо.
Особенно требовательны были военные. Крымская война поставила точку в истории гладкоствольного оружия на черном порохе. Давление в нарезных стволах выросло в несколько раз, а динамические нагрузки на них более чем на порядок. Нарезной ствол в принципе не может быть изготовлен из чугуна, сырого железа, меди или бронзы. Взамен пробивная способность выпущенных из нарезных снарядов выросла также в разы – двухфутовые дубовые борта и плетеные фашины с земляной засыпкой, в которых застревали чугунные ядра, стальной снаряд оживальной формы пронзал как нож масло. Военные флоты окончательно прощались с парусами и одевались в броню. В ходе соревнования снаряда и брони была изобретена торпеда. Ее идеальным носителем смотрелась уже известная тогда подводная лодка, но уже быстроходная и глубоководная, из спецстали. Во время гражданской войны в США был построен и проверен в бою первый в мире бронепоезд.
Спрос рождает предложение – в 1856 г. Генри Бессемер запатентовал коверторный способ получения стали. Однако он был реализуем только на крупномасштабном производстве, расположенном вблизи источников хорошей железной руды и топлива для доменных печей: переделывать чугун в сталь конверторным способом нужно немедленно по его выплавке. Это давало решающее преимущество странам, способным организовать у себя комплексное металлургическое производство: единой системы мировых экономических связей, мирового сообщества и международных законов тогда и в помине не было. Чтобы о них задуматься толком, после франко-прусской войны (которую марксисты считают первой из империалистических войн) понадобились еще две мировые бойни. А пока экономическая карта мира была похожа на лоскутное одеяло, которое владельцы качественного угля и стали могли перекраивать по своему усмотрению.
Во Франции это было время Второй империи. Страной правил очень глупый, самовлюбленный, воинственный, нагловатый и хамоватый выпивоха племянник Наполеона Бонапарта Наполеон Третий, которому Виктор Гюго дал утонченно-издевательское прозвище Наполеон Малый – последний французский император был высокого роста и крепкого сложения. Наполеоном Вторым бонапартисты считали никогда не правившего и умершего в эмиграции сына Бонапарта. В стране господствовали коррупция, кумовство, полицейский произвол и травля неугодных спецслужбами; свирепствовала цензура.
Наполеон Малый не скрывал своих завоевательных планов, не утруждая себя обеспечением их ни связной конструктивной идеологией, ни четкой государственной доктриной. Не скрывал и того, что первой целью будущего нападения является Германия, успешно восстававшая в единое сильное государство из кучи политического хлама, оставшегося от «Священной Римской империи германской нации». Островная Англия, владевшая могучим паровым флотом, откровенно подстрекала Малого: принцип Черчилля «Натравим их друг на друга, и пусть убивают как можно больше» доминировал в британской внешней политике задолго до рождения сэра Уинстона.
Германией, тогда еще называвшейся Пруссией, руководил холодный, жестокий, но умный, опытный, дальновидный и расчетливый Бисмарк. Он делал вид, что закрывает глаза на наполеоновские планы Малого, но исподволь усиленно готовил страну к войне, особое внимание уделяя инфраструктуре, металлургии и тяжелому машиностроению. Именно благодаря Бисмарку сложился промышленный комплекс Рура. И в то же время Бисмарк вел сложную дипломатическую игру, искусно лавируя между Англией и Россией, с целью: исключить непосредственную военную помощь Франции от кого бы то ни было.
Между тем во Франции крупных залежей высококачественной железной руды тогда разведано не было, а уголь добывался весьма посредственный. С жароупорными материалами и легирующими присадками дело обстояло вовсе плохо. Даже такой, простите, олух царя небесного, как Наполеон Третий, не мог не понимать, что без развитой металлургии Франция обречена на унизительное поражение, что и подтвердил ход дальнейших событий. Изобретение Пьера Мартена в этом разрезе казалось находкой: мартеновская печь емкости от прим. 1 т обеспечивала стабильное качество металла. Марки выплавляемой стали можно было оперативно менять, влияя на ход плавки (см. далее) и получать оружейный металл хоть в деревенской кузнице из легкодоступного подручного сырья. Поэтому мартеновская печь могла и должна была быть изобретена именно во Франции того времени. Почему напавшая на Пруссию Вторая империя была менее чем за полгода наголову разгромлена, причем Пруссии не пришлось задействовать свои мобилизационные резервы, как Англия была лишена возможности напрямую вмешаться в войну и почему все усилия Британской империи обескровить своих ближайших конкурентов были парализованы, это другие вопросы. Заметим только, что в России Бисмарк наткнулся на равного себе – тогдашнего министра иностранных дел князя Горчакова. Что и выразил в своем политическом завещании: «Господа, вы можете делать что хотите, но заклинаю вас – не воюйте с Россией!» Что вышло, когда некий австрийский ефрейтор не внял совету мудрого предшественника, известно. А мы вернемся к техническим особенностям мартеновских печей и мартеновской плавки.