угловых выключателей оборудования Электрические автоматические выключатели для машины Zhejiang Chinehow Technology Co., Ltd. — это новая, но выдающаяся компания, которая занимается исследованием, производством и продажей автоматических выключателей для защиты оборудования.
С момента основания в 2004 году, продолжая развивать концепцию самостоятельных исследований и инноваций, до сих пор мы разработали несколько серий продуктов, таких как серии CVP-SM, CVP-TH и CVP-FR. Мы собираем много талантов в различных областях, в том числе электрических приборов для расширения возможностей исследования производства.Мы достигли многих результатов исследований. Основной технологический индекс приближается к международному уровню. Между тем, управление компанией и эффективность труда и сохранение ресурсов были улучшены. Наши выключатели с их точным отключением и стабильной работой и высоким качеством были приняты многими производителями генераторных установок и производителями оборудования связи.
Наши ведущие продукты, серии CVP-SM и CVP-TH и CVP-FR, получили множество национальных технических монополий, и мы получили сертификаты ISO9001: 2000, CE, TUV, UL, CSA и RoHS.Выключатели с хорошими характеристиками применяются в областях промышленной автоматизации, медицинского обслуживания, связи, обработки данных, общественного транспорта, ИБП и передачи сигналов.
Наши выключатели соответствуют стандартам GB17701-1999, IEC60934: 1993 и C22.2. В настоящее время, благодаря динамичному развитию науки и техники, сотрудники компании Chinehow придерживаются ориентированной на людей концепции управления и следуют руководству по техническим инновациям, сочетающим концепцию инноваций, инновации в области управления и технические инновации.
Мы настойчиво придерживаемся концепции, ориентированной на клиента, чтобы повысить удовлетворенность клиентов. Прилагая максимальные усилия в области долгосрочных инноваций, постоянного развития и постоянного улучшения, мы стремимся сделать бренд Chinehow одним из всемирно известных брендов.
.
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой);
- Поперечно (на 260мм рукой и на 240 механически);
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.
Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.
6т12
Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения – до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты;
- Не более 75% мощности + низкие обороты.
Основные характеристики
Расположение шпинделя определяет положение коробок скоростей. Основными характеристиками можно назвать:
- Рабочая плоскость стола имеет размеры 1250 на 320 мм.
- Есть коробка подач для перемещения заготовки. Паспорт, который был в комплекте поставки вертикально-фрезерного 6Р12, также указывает на возможность регулировки расстояния между вылетом шпинделя и установленной заготовкой.
- Руководство по эксплуатации указывает на то, что шпиндель может быть расположен на расстоянии 30-450 мм от стола. При этом следует учитывать размеры, которые имеет деталь.
- Коробка скоростей позволяет регулировать обороты шпинделя в пределах от 31,5-1 600 мин-1. Для вращения шпинделя устанавливают электромотор с мощностью 11 кВт, привода стола 3 кВт. Электросхема определяет размещение мотора на шпиндельной бабке.
- Ускорить обработку можно и электрическим приводом. Электрический привод позволяет ускорить перемещение стола. Электросхема предусматривает возможность осуществления перемещения заготовки и в вертикальном направлении. Продольный и поперечный вал изготавливают из высокопрочной стали, работа может проводится с ручной и автоматической подачей
- Характеристика несущей конструкции позволяет базировать заготовку весом до 550 кг. Эксплуатация предусматривает перебазирование для обработки всех поверхностей.
- Электросхема у модели довольно сложна. Рассматривая электросхему отметим два блока управления: один выведен перед столом, второй расположен на шпинделе
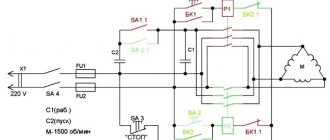
Электрическая схема станка
- Габариты вертикально-фрезерного 6Р12 следующие: 2280 на 1965 и на 2265 мм.
- Вес составляет 3 250 кг. Инструкция по эксплуатации предусматривает установку вертикально-фрезерного 6Р12 на жестком основании. Устройство подобного оборудования предусматривает отвод вибрационной нагрузки на основание.
На момент выпуска модель имела высокий технический показатель производительности. Кроме этого электросхема и схема основных узлов определяют высокую ремонтопригодность конструкции.
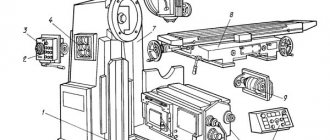
Расположение составных частей
Конструкционная основа 6К82Ш представляет собой вертикальную станину, установленная на массивном основании. На нее монтируются все рабочие узлы и механизмы. Станина изготовлена в виде полой литой стойки. На ее правой стороне в специальных нишах расположены электрооборудование (внизу) и коробка скоростей с коробкой переключения (вверху). На фронтальной части станины находятся две вертикальные направляющие, к которым крепится консоль с салазками, нижние направляющие которых сопряжены с консолью, а на верхних установлен стол.
На верхнем торце станины смонтирован хобот с дополнительной фрезерной головкой и посадочными местами под серьги. На хоботе находится электродвигатель для вертикального шпинделя головки, его перемещение осуществляется вручную с помощью маховичка. Для расширения функциональных возможностей на поворотную головку может устанавливаться накладная фрезерная головка.
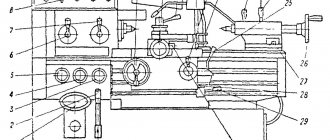
Расположение органов управления
6К82Ш имеет хорошую эргономику органов управления: основная часть кнопок, маховичков и рукояток расположена спереди и сбоку от станочника. На фронтальной плоскости салазок стола находится группа кнопок: общий стоп, старт шпинделя и включение позиционирования стола. Рядом с ними — два штурвала и рычаг для ручного позиционирования в следующих направлениях: продольном и поперечном и по вертикали.
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
Чуть выше группы кнопок на верхней поверхности салазок расположен рычаг продольного позиционирования и зажимы стола, а рядом с ними — зажимы салазок. На левом торце консоли установлена рукоятка переключения подач, а рядом с ней — рычаг фиксации салазок. С левой стороны стола находится дублирующий штурвал ручного продольного позиционирования.
6А12п Расположение составных частей консольно-фрезерного станка
Расположение составных частей фрезерного станка 6А12п
Перечень составных частей консольно-фрезерного станка 6А12п
- рукоятка переключения подач;
- конечные кулачки поперечного хода;
- блок электроупоров «Поперечно»;
- блок электроупоров «Вертикально»;
- пульт набора и считывания программы;
- кнопка «Возврат барабана в нулевое положение»;
- кнопка «Толчок шпинделя»;
- рукоятки переключения скоростей;
- винт поворота головки;
- рукоятка зажима пиноли;
- рукоятка перемещения пиноли;
- конечные кулачки продольного хода;
- блок электроупоров «Продольно»;
- пульт управления;
- лимб поперечного перемещения стола;
- лимб вертикального перемещения стола;
- лимб продольного перемещения стола;
- винт регулировки клиньев салазок;
- рукоятка зажима салазок.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Вертикально-фрезерные станки
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
Кинематическая схема
Технические характеристики универсального фрезерного станка 6м82
Кинематическая схема оборудования довольно стандартная по своему виду, она необходима инженеру для понимания общего фланга работ и соединения конструктивных деталей. Судя по ней, можно понять, как передается движение из одного узла к другому и почему происходит изменение характеристик и тому подобное.
Привод работает от фланцевого электродвигателя. Они соединяются при помощи качественной муфты. Оборотов шпинделя в минуту может быть различное число. Осуществляется контроль за этой характеристикой при помощи трех зубчатых блоков. Они находятся по валам, что легко можно увидеть на кинематической схеме. Коробка скоростей дает нужный показать шпинделю. В листе эксплуатации устройства указано, что всего может быть 18 скоростей
Следует обратить внимание что:
- привод подач работе от двигателя, который располагается на консоли;
- ускоренные перемещения делаются фрикционом быстрого хода;
- фрикцион работе посредством зубчатых колес;
- муфта подач соединяется с фрикционом;
- муфту и фрикцион допускается включать одновременно, так как они соединены.
На кинетической схеме указывается базис, основная часть — станина. Она фиксируется штифтами на основании станка.
Вертикальный консольно-фрезерный станок 6Т12
Вернуться к: Фрезерные станки Размеры рабочей поверхности: 320 х 1250 мм Описание
Станок вертикальный консольно-фрезерный 6Т12 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
На станке 6Т12 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и др. На станке возможна работа в трех режимах: аварийном, толчковом и ручном. В автоматическом режиме станок работает при различных автоматических циклах, включая цикл по рамке.
В толчковом режиме производятся установочные перемещения стола. Возможна работа по разметке. В ручном универсальном режиме станок 6Т12 работает с использованием рабочих подач, быстрых перемещений, а также ручных перемещений от маховиков и рукоятки.
Узнайте о цене, состоянии и условиях покупки этого консольно-фрезерного станка, отправивив запрос «по товару» вверху страницы. Или просто позвоните по телефону! Вам ответят о всех имеющихся фрезерных станках бу.
Технические характеристики консольного фрезерного станка 6Т12:
Наименование параметра6Т12
| Основные параметры станка | |
| Размеры поверхности стола, мм | 1250 х 320 |
| Наибольшая масса обрабатываемой детали, кг | 400 |
| Наибольший продольный ход стола (X), мм | 800 |
| Наибольший поперечный ход стола (Y), мм | 320 |
| Наибольший вертикальный ход стола (Z), мм | 420 |
| Шпиндель | |
| Мощность привода главного движения, кВт | 7,5 |
| Частота вращения шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли шпинделя, мм | 70 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,05 |
| Рабочий стол. Подачи | |
| Пределы продольных и поперечных подач стола (X, Y), мм/мин | 12,5..1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 4/ 1,330 |
| Механика станка | |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть |
| Блокировка раздельного включения подач | Есть |
| Электрооборудование и приводы станка | |
| Количество электродвигателей на станке | 4 |
| Электродвигатель главного движения, кВт | 7,5 |
| Электродвигатель привода подач, кВт | 3 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 2280 1965 2265 |
| Масса станка, кг | 3250 |
Сведения о производителе консольно-фрезерного станка 6А12П, 6А12Р
Вертикальный консольно-фрезерный станок 6А12п, 6А12р производил Луганский станкостроительный завод.
За время своей истории предприятие носило разные официальные и сокращённые наименования: Луганский казённый патронный завод, Луганский патронно-станкостроительный завод имени В. И. Ленина, Луганский Станкостроительный завод им. В. И. Ленина.
Луганский станкостроительный завод одним из первых в бывшем Советском Союзе освоил крупносерийное производство фрезерных станков с цикловой и числовой системами программного управления. Заводом были разработаны и запущены в производство особо сложные высокопроизводительные станки с автоматической сменой инструмента и числовым программным управлениям моделей СВМ1Ф4 и СФ68Ф3П. На заводе освоен выпуск малогабаритных токарных МС-03 и МС-04, фрезерных МС-51, МС-54, СВФ1 и сверлильных станков СВС1-010.
Станки, выпускаемые Луганским станкостроительным заводом
- 6А12П
— станок консольно-фрезерный вертикальный с программным управлением 320 х 1250 - 6С12
— станок консольно-фрезерный вертикальный 320 х 1250 - МС-03
— станок токарно-винторезный малогабаритный Ø 270 - МС-51
— станок фрезерный настольный вертикальный 200 х 500 - СВМ1Ф4
— станок фрезерный вертикальный с ЧПУ и АСИ - СВФ-1
— станок фрезерный вертикальный настольный 320 х 100 - СФ-15
— станок консольно-фрезерный вертикальный 320 х 1250 - СФ-35
— станок консольно-фрезерный вертикальный 320 х 1250 - СФ-40
— станок консольно-фрезерный вертикальный 320 х 1250
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 сегодня
Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 производился на нескольких предприятиях бывшего СССР. В настоящее время большинства из этих предприятий уже не существует. Вместе с тем ведущие станкостроительные заводы перешли на производство станков более современной конструкции, ориентированные на современный инструмент и высокие скорости резания. Такие станки оснащаются современными высококачественными комплектующими и надёжной электрикой. Благодаря применению компьютерного проектирования станин, повышенный класс точности для фрезерного станка, выпущенного на современном заводе, на сегодняшний день, скорее, правило. При этом цены на современные станки вполне сопоставимы с ценами на станки устаревшей конструкции.
Коробка подач вертикально-фрезерного станка моделей 6р12,6р13
При помощи коробки подач осуществляется рабочая и ускоренная подача стола, салазок и консоли. Крутящий момент передается на выходной вал 36 через предохранительную и кулачковую муфты 46 и втулку 45.Втулка 45 соединяет при помощи шпоночного соединения кулачковую муфту 46 и выходной вал 36.
Ускоренное вращательное движение передается от электродвигателя, минуя коробку подач и шестерню 37, которая расположенная на хвостовике корпуса фрикциона 51 и имеет постоянную частоту вращения.
Консоль вертикально-фрезерного станка моделей 6р12,6р13
Консоль является основным узлом объединяющим узлы цепи подач станка. Консоль состоит из валов и зубчатых колес, передающие вращательное движение в трех направлениях – винтам продольной, поперечной и вертикальной подач, а также механизм поперечных и вертикальных подач.
Шестерня 71 получает вращательное движение от шестерни 34 и передает его на шестерни 64, 65, 67 и 70.Шестерня 67 передает крутящий момент валу только через кулачковую муфту 69.Далее через несколько зубчатых передач движение передается на винт 77.
Коническая передача 73 и 78 отрегулирована компенсаторами 75 и 76 и фиксирована винтом.
Шестерня 65 сидит на шпоночном соединении на гильзе и шлицы постоянно вращаться от вала 9 продольного хода.
Паспорт на вертикально-фрезерный станок можно скачать здесь
Техническая характеристика вертикально-фрезерного станка 6Р12,6Р13
| Основные параметры | 6Р12 | 6Р13 |
| Размеры рабочей поверхности стола,мм | 1250х320 | 1600х400 |
| Наибольшее перемещение стола,мм: | ||
| продольное механическое | 800 | 1000 |
| продольное ручное | 800 | 1000 |
| поперечное механическое | 240 | 320 |
| поперечное ручное | 250 | 300 |
| вертикальное механическое | 410 | 410 |
| вертикальное ручное | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола,мм | 30-450 | 30-500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины,мм | 350 | 420 |
| Перемещение стола за одно деление лимба,мм | 0,05 | 0,05 |
| Наибольшее осевое перемещение пиноли шпинделя,мм | 70 | 80 |
| Габариты станка: | ||
| длина | 2305 | 2560 |
| ширина | 1950 | 2260 |
| высота | 2020 | 2120 |
| Вес станка,кг | 3120 | 4200 |
https://youtube.com/watch?v=jMRw9VRPXcA
Это интересно: Дорновые трубогибы — изготовление своими руками, принцип работы
Электрооборудование
Электрооборудование фрезерного станка представлено питающей сетью с напряжением 380 В. Частота переменного тока составляет 50 Герц. Присутствует две сети управления, одна из которых подает переменный ток под напряжением в 110 В, а другая — постоянный под напряжением 65 В.
Станок оснащен приборами света до 24 В. При этом сумма одновременно функционирующих электрических двигателей станка не может превышать 20 Ампер. В тоже время до 65 Ампер наблюдается в защитных устройствах, например, датчиках, регуляторах автоматического питания и выключения, предохранителей конструктивных узлов механизма.
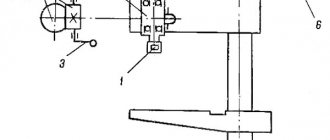
Как устроена поворотная головка станка?
На изображении выше представлен актуальный чертеж поворотной головки, которая используется в станке 6Т12. Ее центрируют в кольцевой выточке, расположенной в горловине станины, фиксируя 4-мя болтами, которые входят в 1-разный паз станинного фланца.
Шпиндель состоит из двухопорного вала, который интегрируется в выдвижную гильзу. Регулировка осевых люфтов сводится к необходимости подшлифовки колец 4 и 3. Устранение повышенного люфта в переднем подшипнике становится возможным за счет подтягивания гайки и подшлифовки кольца 5. От владельца требуется соблюдение правильного порядка проведения обслуживания. Чтобы избавиться от радиального люфта, величина которого составляет одну сотую миллиметра, требуется подшлифовка приблизительно на 0.12 миллиметров.
Шпиндель вращается через пару цилиндрических и конических колес, которые устанавливаются в головке. Шестерни и подшипники, установленные в поворотной головке, смазываются с помощью насоса в станине. Подшипники, отвечающие за правильную работу механизма движения гильзы и вращения шпинделя – методом шприцевания.
Как спроектировать схему питания 5V 2A SMPS
Блок питания (PSU) является важной частью любого электронного дизайна изделия. Для большинства бытовых электронных устройств, таких как мобильные зарядные устройства, динамики Bluetooth, блоки питания, интеллектуальные часы и т. Д., Требуется схема источника питания, которая может преобразовывать напряжение питания переменного тока в 5 В постоянного тока для их работы. В этом проекте мы построим аналогичную схему питания переменного тока в постоянный с номинальной мощностью 10 Вт. То есть наша схема преобразует сеть переменного тока 220В в 5В и обеспечивает максимальный выходной ток до 2А.Эта номинальная мощность должна быть достаточной для питания большинства электронных устройств, работающих на 5В. Также 5V 2A SMPS схема довольно популярна в электронике, так как есть много микроконтроллеров, которые работают на 5V.
Идея проекта состоит в том, чтобы сделать сборку как можно более простой, поэтому мы спроектируем полную схему на точечной плате (монтажной плате), а также создадим наш собственный трансформатор, чтобы любой мог воспроизвести эту конструкцию или создать аналогичные. Возбужденное право! Итак, начнем.Ранее мы также создали SMPS-схему 12 В 15 Вт с использованием печатной платы, чтобы те, кто интересуется проектированием печатной платы для проекта блока питания (блока питания), тоже могли это проверить.
Схема
5V 2A SMPS — Технические характеристики
Различные типы блоков питания ведут себя по-разному в разных средах. Кроме того, SMPS работает в определенных границах ввода-вывода. Надлежащий анализ спецификации необходимо выполнить, прежде чем идти вперед с фактическим дизайном.
Входные данные:
Это будет SMPS в домене преобразования переменного тока в постоянный. Следовательно, вход будет AC. Для значения входного напряжения рекомендуется использовать универсальный входной номинал для SMPS. Таким образом, переменное напряжение будет 85-265 В переменного тока с номинальной частотой 50 Гц. Таким образом, SMPS может использоваться в любой стране независимо от значения сетевого напряжения переменного тока.
Выходная характеристика:
Выходное напряжение выбрано как 5 В с 2А номинального тока.Таким образом, это будет , мощность 10 Вт, . Поскольку этот SMPS будет обеспечивать постоянное напряжение независимо от тока нагрузки, он будет работать в режиме CV (постоянное напряжение). Это выходное напряжение 5 В должно быть постоянным и устойчивым даже при самом низком входном напряжении во время максимальной нагрузки (2 А) на выходе.
Очень желательно, чтобы хороший источник питания имел пульсирующее напряжение менее 30 мВ pk-pk . Целевое пульсирующее напряжение для этого SMPS составляет менее 30 мВ пик-пик пульсации.Поскольку этот SMPS будет встроен в Veroboard с использованием переключающего трансформатора ручной работы , мы можем ожидать немного более высокие значения пульсации. Этой проблемы можно избежать, используя печатную плату.
Защитные функции:
Существуют различные защитные схемы, которые могут использоваться в SMPS для безопасной и надежной работы. Схема защиты защищает SMPS, а также соответствующую нагрузку. В зависимости от типа, цепь защиты может быть подключена через вход или выход.
Для этого SMPS будет использоваться защита от перенапряжения с максимальным рабочим напряжением на входе 275 В переменного тока. Кроме того, для решения проблем с электромагнитными помехами для устранения сгенерированных электромагнитных помех будет использоваться фильтр синфазного режима . На стороне выхода мы будем включать защиты от короткого замыкания , защиты от перенапряжения и защиты от перегрузки по току .
Выбор IC управления питанием
Для каждой цепи SMPS требуется ИС управления питанием, также известная как коммутационная ИС или ИС SMPS или более сухая ИС.Давайте подведем итоги проектирования, чтобы выбрать идеальную ИС управления питанием, которая будет подходить для нашего дизайна. Наши требования к дизайну
- 10 Вт мощности. 5В 2А при полной нагрузке.
- Универсальный входной рейтинг. 85-265 В переменного тока при 50 Гц
- Защита от перенапряжения на входе. Максимальное входное напряжение 275 В переменного тока.
- Защита от короткого замыкания на выходе, перенапряжения и перегрузки по току.
- Операции с постоянным напряжением.
Из вышеперечисленных требований есть широкий выбор микросхем на выбор, но для этого проекта мы выбрали Power интеграции .Интеграция питания — это полупроводниковая компания, имеющая широкий спектр ИС драйверов питания в различных диапазонах выходной мощности. Исходя из требований и доступности, мы решили использовать TNY268PN из крошечных семейств коммутаторов II . Ранее мы использовали эту микросхему для построения цепи 12 В SMPS на печатной плате.
На изображении выше показана максимальная мощность 15 Вт. Тем не менее, мы сделаем SMPS в открытом кадре и для универсального входного рейтинга. В таком сегменте TNY268PN может обеспечить мощность 15 Вт.Давайте посмотрим на схему контактов.
Проектирование 5-вольтовой 2-амперной цепи SMPS
Лучший способ построить 5V 2A SMPS Schematic — это использовать программное обеспечение PI для интеграции с экспертами. Загрузите программное обеспечение PI expert и используйте версию 8.6. Это отличное программное обеспечение для проектирования блока питания. Схема, показанная ниже, построена с использованием программного обеспечения PI Integration Power Power. Если вы новичок в этом программном обеспечении, вы можете обратиться к разделу дизайна этой схемы 12 В SMPS, чтобы понять, как использовать программное обеспечение.
Прежде чем приступить непосредственно к созданию прототипа, давайте рассмотрим принципиальную схему 5v 2A SMPS и ее работу.
Схема имеет следующие секции-
- Защита от перенапряжения на входе и SMPS
- AC-DC преобразование
- PI фильтр
- Схема драйвера или схема переключения
- Защита от понижения напряжения.
- Схема зажима.
- Магнитика и гальваническая развязка.
- EMI фильтр
- Вторичный выпрямитель и демпферная цепь
- Секция фильтра
- Раздел обратной связи.
Защита от скачков напряжения на входе и SMPS :
Этот раздел состоит из двух компонентов, F1 и RV1. F1 — плавкий плавкий предохранитель на 1 В 250 В переменного тока, а RV1 — MOV на 7 мм 275 В (, Металлооксидный варистор ). Во время перенапряжения высокого напряжения (более 275 В переменного тока) MOV замерзает и перегорает входной предохранитель. Тем не менее, благодаря функции замедленного срабатывания, предохранитель выдерживает пусковой ток через SMPS.
AC-DC преобразование :
Этот раздел регулируется диодным мостом. Эти четыре диода (внутри DB107) составляют полный мостовой выпрямитель. Диоды 1N4006, но стандарт 1N4007 отлично справится с этой задачей. В этом проекте эти четыре диода заменены полным мостовым выпрямителем DB107.
PI фильтр :
Разные штаты имеют разные стандарты подавления электромагнитных помех. Эта конструкция соответствует стандарту EN61000-Class 3 стандарта , а PI-фильтр сконструирован таким образом, чтобы уменьшить подавление электромагнитных помех в синфазном режиме .Этот раздел создан с использованием C1, C2 и L1. C1 и C2 — конденсаторы 400 В 18 мкФ. Это нечетное значение, поэтому для этого приложения выбрано 22 мкФ 400 В. L1 — это синфазный дроссель, который принимает дифференциальный сигнал EMI для отмены обоих.
Схема привода или схема переключения :
Это сердце SMPS. Первичная сторона трансформатора управляется цепью переключения TNY268PN. Частота переключения составляет 120-132 кГц. Благодаря высокой частоте коммутации можно использовать трансформаторы меньшего размера.Коммутационная схема состоит из двух компонентов: U1 и C3. U1 является основным драйвером IC TNY268PN. C3 — это байпасный конденсатор , который необходим для работы нашего драйвера IC.
Защита от понижения напряжения :
Защита от понижения напряжения обеспечивается чувствительными резисторами R1 и R2. Он используется, когда SMPS переходит в режим автоматического перезапуска и определяет напряжение в сети. Значения R1 и R2 генерируются с помощью инструмента PI Expert .Два резистора в серии — это мера безопасности и хорошая практика, чтобы избежать проблем с отказом резистора. Таким образом, вместо 2М в серии используются два резистора 1М.
Схема зажима :
D1 и D2 — схема зажима. D1 — это TVS-диод , а D2 — — сверхбыстрый восстановительный диод . Трансформатор действует как огромный индуктор через силовой драйвер IC TNY268PN. Поэтому во время цикла выключения трансформатор создает высокие скачки напряжения из-за индуктивности рассеяния трансформатора.Эти высокочастотные скачки напряжения подавляются диодным зажимом на трансформаторе. UF4007 выбран из-за сверхбыстрого восстановления, а P6KE200A выбран для работы TVS. Согласно конструкции, целевое напряжение зажима (VCLAMP) составляет 200 В. Поэтому P6KE200A выбран, а для проблем, связанных со сверхбыстрой блокировкой, UF4007 выбран как D2.
Магниты и гальваническая развязка :
Трансформатор представляет собой ферромагнитный трансформатор, и он не только преобразует переменный ток высокого напряжения в переменный ток низкого напряжения, но также обеспечивает гальваническую развязку.
EMI фильтр :
EMI фильтрация осуществляется конденсатором C4. Это повышает помехоустойчивость схемы, чтобы уменьшить высокие электромагнитные помехи. Это конденсатор Y-класса с номинальным напряжением 2 кВ.
Вторичная цепь выпрямителя и демпфера :
Выходной сигнал трансформатора выпрямляется и преобразуется в постоянный ток с использованием D6, выпрямительного диода Шоттки . Схема демпфирования на D6 обеспечивает подавление переходного напряжения во время операций переключения.Схема демпфирования состоит из одного резистора и одного конденсатора, R3 и C5.
Секция фильтра :
Секция фильтра состоит из конденсатора фильтра C6. Это конденсатор с низким ESR для лучшего подавления пульсаций. Кроме того, LC-фильтр, использующий L2 и C7, обеспечивает лучшее подавление пульсаций на выходе.
Раздел обратной связи :
Выходное напряжение измеряется U3 TL431 и R6 и R7. После обнаружения линии U2 оптрон управляется и гальванически развязывает участок измерения вторичной обратной связи с контроллером первичной стороны.Оптопара имеет транзистор и светодиод внутри. Управляя светодиодом, транзистор управляется. Поскольку связь осуществляется оптически, она не имеет прямого электрического соединения, поэтому также удовлетворяет гальванической развязке в цепи обратной связи.
Теперь, так как светодиод непосредственно управляет транзистором, обеспечивая достаточное смещение на светодиоде оптопары, можно управлять транзистором оптопары , более конкретно схемой возбуждения. Эта система управления используется TL431.Шунтирующий регулятор. Поскольку шунтирующий регулятор имеет резисторный делитель через опорный вывод, он может управлять светодиодом оптопары, который подключен к нему. Контактная обратная связь имеет опорное напряжение 2.5V . Следовательно, TL431 может быть активен, только если напряжение на делителе достаточно. В нашем случае делитель напряжения установлен на значение 5 В. Поэтому, когда выход достигает 5 В, TL431 получает 2,5 В через опорный вывод и, таким образом, активирует светодиод оптопары, который управляет транзистором оптопары и косвенно контролирует TNY268PN.Если напряжение на выходе недостаточно, цикл переключения немедленно приостанавливается.
Сначала TNY268PN активирует первый цикл переключения, а затем определяет его вывод EN. Если все в порядке, он продолжит переключение, если нет, через некоторое время попробует еще раз. Этот цикл продолжается до тех пор, пока все не станет нормальным, что предотвратит проблемы с коротким замыканием или перенапряжением. Вот почему она называется с топологией обратного хода , поскольку выходное напряжение возвращается в драйвер для определения связанных операций.Кроме того, пробный цикл называется режимом сбоя режима сбоя.
D3 — это диод Шоттки . Этот диод преобразует высокочастотный выход переменного тока в постоянный. 3А 60В Диод Шоттки выбран для надежной работы. R4 и R5 выбираются и рассчитываются экспертом PI. Он создает делитель напряжения и передает ток на светодиод оптрона от TL431.
R6 и R7 — простой делитель напряжения, рассчитанный по формуле TL431 REF Voltage = (Vout x R7) / R6 + R7 .Опорное напряжение 2.5V и Vout является 12V. Выбрав значение R6 23,7 тыс., R7 стал примерно 9,09 тыс.
Построение переключающего трансформатора для нашей цепи SMPS
Обычно для цепи SMPS требуется переключающий трансформатор, эти трансформаторы могут быть приобретены у производителей трансформаторов в соответствии с вашими проектными требованиями. Но проблема здесь в том, что если вы изучаете материал по созданию прототипа, вы не можете найти точный трансформатор с полок для вашего дизайна.Итак, мы узнаем, как построить коммутационный трансформатор на основе требований к конструкции, данных нашим программным обеспечением PI Expert.
Давайте посмотрим на сгенерированную схему построения трансформатора.
Как показано на рисунке выше, нам нужно выполнить 103 витка одного провода 32 AWG на первичной стороне и 5 витков двух проводов 25 AWG на вторичной стороне.
На приведенном выше изображении начальная точка обмоток и направление обмотки описаны в виде механической схемы.Чтобы сделать этот трансформатор, необходимы следующие вещи —
- EE19 сердечник, NC-2H или эквивалентная спецификация с зазором для ALG 79 нГн / T 2
- Бобина с 5 контактами на первичной и вторичной стороне.
- Барьерная лента толщиной 1 мил. Требуется лента шириной 9 мм.
- 32 AWG эмалированная медная проволока с паяным покрытием.
- 25AWG эмалированная медная проволока с паяным покрытием.
- LCR метр.
EE19 ядро с NC-2H с зазором сердечника 79nH / T2 требуется; как правило, это доступно в парах.Бобина является общей с 4 первичными и 5 вторичными булавками. Однако здесь используется шпулька с 5 штифтами с обеих сторон.
Для барьерной ленты используется стандартная клейкая лента с толщиной основы более 1 мил (обычно 2 мил). Во время действий, связанных с постукиванием, ножницы используются, чтобы разрезать ленту для идеальной ширины. Медные провода закупаются у старых трансформаторов, и их можно купить в местных магазинах. Ядро и шпулька, которые я использую, показаны ниже
Шаг 1: Добавьте припой в 1-й и 5-й контакт на первичной стороне.Припой провода 32 AWG на выводе 5 и направление намотки по часовой стрелке. Продолжайте до 103 поворотов, как показано ниже
Это формирует первичную сторону нашего трансформатора, когда 103 витка обмотки завершены, мой трансформатор выглядел следующим образом.
Шаг 2: Применить клейкую ленту для изоляции, необходимо 3 витка клейкой ленты. Это также помогает удерживать катушку на месте.
Шаг 3: Запустить вторичную обмотку с выводов 9 и 10.Вторичная сторона изготовлена из двух нитей эмалированных медных проводов 25AWG. Припаяйте один медный провод к контакту 9, а другой — к контакту 10. Направление намотки снова по часовой стрелке. Продолжайте до 5 оборотов и припаяйте концы на контактах 5 и 6. Добавьте изоленту, применив клейкую ленту так же, как и раньше.
После того, как первичная и вторичная обмотки выполнены и используется клейкая лента, мой трансформатор выглядел так, как показано ниже
Шаг 4: Теперь мы можем надежно закрепить два сердечника с помощью клейкой ленты.После этого готовый трансформатор должен выглядеть следующим образом.
Шаг 5: Также не забудьте обмотать скотч рядом. Это уменьшит вибрацию при передаче потока высокой плотности.
После выполнения вышеуказанных шагов и испытания трансформатора с использованием измерителя LCR, как показано ниже. Измеритель показывает индуктивность 1,125 мГн или 1125 э.ч.
Построение схемы SMPS:
Когда трансформатор будет готов, мы можем приступить к сборке других компонентов на пунктирной плате.Требуемые детали для схемы можно найти в списке спецификаций ниже
Как только компоненты спаяны, моя плата выглядит примерно так.
Тестирование цепи 5 В 2A SMPS
Для проверки схемы я подключил входную сторону к источнику питания через VARIAC для контроля входного напряжения переменного тока. Выходное напряжение при 85 В переменного тока и 230 В переменного тока показано ниже-
Как видно в обоих случаях, выходное напряжение поддерживается на уровне 5 В.Но затем я подключил выход к своему прицелу и проверил наличие пульсаций. Измерение пульсаций показано ниже
Пульсация на выходе достаточно высокая, она показывает выход пульсации 150 мВ pk-pk. Это совсем не хорошо для цепи питания. На основании анализа высокая пульсация обусловлена факторами ниже-
- Неправильное проектирование печатных плат.
- Отскок от земли.
- Радиатор PCB не подходит.
- Нет отключения на шумных линиях подачи.
- Увеличенные допуски на трансформаторе из-за ручной намотки. Производители трансформаторов применяют лак для погружения во время обмоток машины для лучшей устойчивости трансформаторов.
Если цепь преобразуется в правильную печатную плату, мы можем ожидать пульсирующий выход источника питания в пределах 50 мВ pk-pk даже с трансформатором с ручной намоткой. Тем не менее, поскольку veroboard не является безопасным вариантом для переключения импульсного источника питания в области переменного тока в постоянный, постоянно предлагается установить надлежащую печатную плату перед применением высоковольтных цепей в практических сценариях.Вы можете проверить видео в конце этой страницы, чтобы проверить, как работает схема в условиях нагрузки.
Надеюсь, вы поняли учебник и научились создавать собственные схемы SMPS с помощью трансформатора ручной работы. Если у вас есть какие-либо вопросы, оставьте их в разделе комментариев ниже или используйте наши форумы для дополнительных вопросов.
,
Технические характеристики
Расположение компонентов
Для ознакомления с эксплуатационными и рабочими характеристиками станка 6Р12 необходимо детально изучить паспорт оборудования. Так как эта модель относится к разряду профессиональной – работник перед выполнением фрезерования должен пройти инструктаж по технике безопасности, детально ознакомиться с принципом работы элементов и узлов.
Масса станка со всем установленным оборудованием составляет 3120 кг. Его размеры не превышают показателей 228*196,5*226,5 см. При сравнении с аналогичными модели можно заметить, что габариты станка больше стандартных. Это нужно учитывать при выборе места установки.
Основные технические характеристики модели 6Р12 подробно указаны в паспорте. Но для выбора правильного режима работы следует знать такие параметры станка:
- габариты рабочего стола – 125*32 см;
- максимально допустимая масса обрабатываемой заготовки – 250 кг;
- ход рабочего стола. В продольном направлении – до 80 см; в поперечном – 25 см;
- максимальное вертикальное смещение поверхности стола – до 42 см;
- номинальная частота вращения шпиндельной головки варьируется от 40 до 2000 об/мин;
- количество скоростей шпинделя – 18;
- пиноль шпинделя может изменять свое положение на 70 мм;
- число подач рабочего стола одинаково для всех направлений (продольных, поперечных и вертикальных) и составляет 22.
Мощность электродвигателя главного привода шпинделя равна 7,5 кВт. Для активации фрикциона быстрого хода рабочего стола вертикально-фрезерный станок 6р12 имеет в конструкции специальные зубчатые колеса, соединенные с валом силовой установки.
Техническое описание вертикально-фрезерного станка 6Р12
Техническое описание вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Скачать бесплатно «Техническое описание вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Вертикально-фрезерный станок мод. 6Т12, 6Т13(аналог 6Р12, 6Р13, ВМ127М).
ОСОБЕННОСТИ КОНСТРУКЦИИ СТАНКА 6Т-12, 6Т-13.
- Наличие различных автоматических циклов фрезерования.
- Автоматизированная смазка узлов.
- Автоматизированное крепление инструмента в шпинделе.
- Наличие механизма пропорционального замедления подачи.
- Электромагнитные муфты управления переключений координат.
- Наличие устройства ограничения зазора в винтовой паре продольного хода.
- Механическая предохранительная муфта защиты привода подач.
- Электромагнитная муфта торможения шпинделя при остановке.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ФРЕЗЕРНОГО КОНСОЛЬНОГО:
| Вертикально-фрезерный консольный станок мод. 6Т12, 6Т13 широко применяется в различных современных металлообрабатывающих производствах для выполнения разнообразных фрезерных работ цилиндрическими, угловыми, фасонными, торцевыми и другими фрезами; при обработке горизонтальных, вертикальных плоскостей, пазов, рамок, углов, зубчатых колес, моделей штампов, пресс-форм и других деталей из стали, чугуна, цветных металлов и их сплавов. | ||
| 6Т12 | 6Т13 | |
| Конец шпинделя, ГОСТ 24644-81 | 50, 40 | 50, 40 |
| Наибольший допустимый диаметр фрез, мм шпиндель поворотной головки | 160 | 200 |
| Размеры рабочей поверхности стола, мм ширина длина | 3201250 | 4001600 |
| Наибольшее перемещение стола, мм продольное поперечное вертикальное | 800320420 | 1010400430 |
| Количество Т-образных пазов | 3 | 3 |
| Количество частот вращения шпинделя поворотной головки | 18 | 18 |
| Пределы частот вращения шпинделя, об./мин. поворотной головки | 31,5…1600 | 31,5…1600 |
| Число подач стола | 22 | 22 |
| Пределы подач стола, мм/мин. продольных и поперечных вертикальных | 12,5…16004,1…530 | 12,5…16004,1…530 |
| Скорость быстрого перемещения стола, мм/мин. продольного поперечного | 40001330 | 40001330 |
| Пропорциональная замедленная подача, мм/мин. | 1/2S | 1/2S |
| Мощность электродвигателей, кВт главного движения подачи | 7,53 | 113 |
| Габариты станка, мм длина ширина высота | 228019652265 | 257022522430 |
| Масса станка, кг | 3200 | 4250 |
Комплект поставки:
| Обозначение | Наименование | 6Т12-29 | 6Т13-29 |
| Станок в сборе | 1 | 1 | |
| Входят в комплект и стоимость станка | |||
| Демонтированные части | |||
| Устройство защитное | 1 | 1 | |
| Ограждение зоны резания | 1 | 1 | |
| Вентиль с соплом | 1 | 1 | |
| Рукоятка ручных перемещений | 1 | 1 | |
| Маховик ручного управления | 1 | 1 | |
| Щиток стола | 2 | 2 | |
| Светильник НКСО1х100/П20-01У4 | 1 | 1 | |
| Лампа МО24-40У3 | 1 | 1 | |
| Кожух задний | 1 | 1 | |
| Принадлежности и инструмент | |||
| 6Т82Г.880.254 | Ключ к электрошкафу | 1 | 1 |
| 6222-0134 | Оправка | 1 | 1 |
| 6Р12К.93.100/42А | Захват | 1 | 1 |
| 24.65Г.05 | Шайба ГОСТ 6402-70 | 1 | 1 |
| 6Р12К.93.100/41А | Захват | 1 | 1 |
| 191.831.055 | Втулка переходная | 1 | 1 |
| Документы | |||
| 6Т12-29.000.000 РЭ | Руководство по эксплуатации. Часть I. | 1 | 1 |
| 6Т82Г-29.000.000 РЭ1 | Руководство по эксплуатации. Часть II. | 1 | 1 |
| 6Т82Г-29.000.000РЭ2 | Сведения о приемке, консервации, кпаковке. Часть III. | 1 | 1 |
Принадлежности, поставляемые за дополнительную плату:
| Устройство цифровой индикации.УЦИ, повышает производительность оператора и точность изготавливаемых деталей. Системы УЦИ не имеют люфта присущего механическим системам измерения и позволяют старому станку работать с точностью нового. Система УЦИ позволяется отображать реальное положение осей станка, с учетом полной и неполной выборки люфта. | |
| Опоры клиновые регулируемые. | |
| Виброопоры. | |
| Тиски станочные поворотные с ручным приводом 250 мм стальные. | |
| Тиски станочные поворотные с ручным приводом 250 мм чугунные. | |
| Тиски чугунные поворотные пневматические с гидравлическим усилением. | |
| Патрон цанговый в комплекте (цанги Ø3, 4, 5, 6, 8, 10, 12 ,14, 15, 16) . | |
| Оправка для насадных торцевых фрез Ø22, 27, 32, 40, 50. | |
| Втулка переходная конус на конус Морзе №1, 2, 3, 4, 5. | |
| Универсальная длительная головка УДГ-250 или УДГ- 160 (320мм). | |
| Стол поворотный круглый Ø250 мм или Ø400 мм горизонтальный. | |
| Стол поворотный круглый Ø250 мм или Ø400 мм горизонтально-вертикальный. | |
| Стол поворотный круглый Ø250 мм наклоняемый. |
Заказать и купить вертикально-фрезерный станок 6Т12, 6Т13 вы можете с заказом отгрузки транспортными компаниями в города: Архангельск, Владивосток, Волгоград, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Москва, Нижний Новгород, Новосибирск, Омск, Оренбург, Пенза, Пермь, Ростов-на-Дону, Санкт-Петербург, Самара, Саратов, Тюмень, Уфа, Чебоксары, Челябинск, Ярославль и прочие регионы России.
Правила и инструкция по эксплуатации, паспорт
Инструкция по эксплуатации содержит в себе отдельные схемы для подшипников, строповки, смазки, кинематики, а также описание электрического оборудования. Для деталей, которые подвержены быстрому износу также предусмотрен отдельный чертеж каждого элемента.
Унификация позволяет использовать детали от аналогичных станков такой же серии. При работе на оборудовании 6Т12 следует строго выполнять все правила техники безопасности, поскольку, в противном случае агрегат способен травмировать человека:
- проверка заземления перед началом работы;
- проверка соответствия напряжения в сети с тем, которое необходимо станку;
- обязательно проконтролировать исправность тормозного, сигнального и кнопочного устройств;
- убедиться в налаженной охладительной и смазочной системе;
- работать следует в спецодежде, с заправленными под головной убор волосами и плотно застегнутыми рукавами;
- запрещено подходить к станку под воздействием алкоголя или наркотических средств, а также различных медицинских препаратов.
Для допуска к работе на таком оборудовании специалист проходит обучение, а также специальный инструктаж по технике безопасности. При любой проблеме с работой основных узлов, необходимо отключить двигатель и провести первичную диагностику оборудования, чтобы выявить причину и устранить поломку.
Инструкция по эксплуатации вертикально-сверлильного станка 6Р12
Инструкция по эксплуатации вертикально фрезерного станка 6Р12 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта с отсуствующими некоторыми главами.
Скачать бесплатно «Инструкция по эксплуатации вертикально-фрезерного станка 6Р12» в хорошем качестве можно по ссылке расположенной ниже:
Основные технические показатели и преимущества
Несмотря на то, что представленная модель выпускается на территории России более 30 лет, это не мешает станку до сих пор создавать хорошую конкуренцию более современным моделям. На то есть несколько причин.
Так, например, минимальное отклонение расположения обрабатываемой поверхности и ее формы объясняется тем, что несущие элементы имеют более высокую жесткость. Также для повышения жесткости применяются шабреные направляющие с наличием совместимого профиля.
Опоры шпинделя, которые использует вертикально фрезерный станок, оснащаются парными радиально-упорными и двухрядными роликовыми подшипниками, которые характеризуются повышенной нагрузочной способностью. Это способствует выполнению силового резания с высоким качеством обработки. Если используется штатная смазка, а сами элементы конструкции имеют правильное натяжение, ресурс подшипников будет большим, чем количество времени перед выполнением капитального ремонта. Для определения класса подшипников необходимо ознакомиться с техническим паспортом.
В винтовой паре люфт устраняется с помощью специально предусмотренной подвижной гайки, которая входит в механизм контроля осевого зазора. При производстве всех ходовых гаек применяются биметаллические материалы. Детали, подверженные более ускоренному износу в местах трения, производятся с применением стали, имеющей поверхностную закалку ТВЧ. Точно таким же способом термообработки проводится усиление зубчатых колес. Как результат, оборудование работает на протяжении длительного периода времени без необходимости проведения сервисного обслуживания. А когда все-таки наступит время его выполнения, расходы на запасные части будут минимальными.
Состав централизованной эффективной смазочной системы включает в себя две группы. В первую входит смазка для механизмов в консоли, а во вторую – система подачи масла для механизмов, которые располагаются в станине. Каждая из них, соответственно, предусматривает отдельное питание от собственного насоса плунжерного типа.
Повышенный запас мощности приводов, обширный диапазон скоростей и подач, минимальная податливость системы – все это способствует ведению высокопроизводительной обработки металлических заготовок, которые включают в себя пластины из СТМ или материалов повышенной прочности.
Достижение дополнительной экономии времени становится возможным благодаря электромеханическому способу фиксации инструмента. Сам же стол передвигается по автоматическим циклам. Обороты переключаются без последовательного прохождения ступеней.
Составные части
Учитывая основные характеристики, базовые конструктивные достоинства этой модели оборудования заключаются в наличии следующих составных частей:
- устройство для замедления скорости подачи (в станке применяется пропорциональная схема);
- механизм для защиты от попадания металлической стружки на оператора и окружающих;
- муфта электромагнитного типа, эффективно тормозящая шпиндельный узел в горизонтальной плоскости;
- муфта для защиты электрического двигателя основной подачи от перегрузки;
- приспособление, позволяющее настраивать зазор в винтовой паре (при выполнении подачи в продольном направлении).
Также стоит отметить, что фиксация рабочих инструментов на этом станке осуществляется по механизированному принципу. Таким образом, производитель смог добиться значительного уменьшения времени, требуемого на обработку металлической заготовки.
оцинкованный 2p электрический выключатель
Качественный оцинкованный 2-контактный автоматический выключатель
Качественный 2-контактный автоматический выключатель
Описание продукта
Качественный оцинкованный 2-контактный автоматический выключатель
ОБЩЕЕ ИСПОЛЬЗОВАНИЕ Поляки прямого встраивания минимизируют требования площадки , снижая арендную ставку и затраты на приобретение . Они рассчитаны на быструю установку и отвечают требованиям современных динамических коммуникационных сред .Независимо от того, используете ли вы с поддержкой широкополосного доступа, PCS, системы безопасности или другие облегченные системы , конические стальные опоры ROHN предлагают исключительно широкий выбор конструкций. ХАРАКТЕРИСТИКИ для 2-контактного электрического выключателя • Полностью оцинкованная горячим способом после изготовления • Быстрая и простая установка • Предназначена для применений с жесткими требованиями по
• Внутренняя прокладка линий электропередачи • Каждый полюс поставляется со следующим: • Сборочные чертежи и стандартные сведения о фундаменте • (4) Порты 5 ”x 7” с (2) крышками портов • (3) Зажимные проушины на каждой стороне соединителей • (3) Зажимы для заземления • (1) Вентилируемые защитная крышка • (1) Опорная плита приварена ко дну • Опорные кронштейны безопасности для 2-контактного электрического выключателя • (1) Предупреждающий знак безопасности • (1) Идентификационная метка полюса • Крепежные зажимы для дополнительных ступенчатых болтов • Дополнительные элементы доступны и могут быть заказаны отдельно.См. Аксессуары на стр. 225. • Возможны нестандартные конструкции для любой высоты или применения .
| Высота | От 9 метров до 100 метров |
| Костюм для | Передача и распределение электроэнергии |
| Форма | Полигональные или конические |
| Материал | Обычно Q345B / A572, минимальная предел текучести ≥ 345 Н / мм² Q235B / A36, минимальная предел текучести ≥ 235 Н / мм² , а также горячекатаная катушка от ASTM A572 GR65, , SS400 |
| Мощность | от 10 кВ до 220 кВ |
| Допуск измерения | В соответствии с требованиями клиента. |
| Обработка поверхности | Горячее цинкование в соответствии с ASTM A 123 или любым другим стандартом, требуемым клиентом. |
| Соединение полюсов | Скользящее соединение, фланцевое соединение |
| Стандарт | ISO 9001: 2008 |
| Длина на секцию | В пределах 14 метров после формования |
| Стандарт сварки | AWS (Американское общество сварщиков) D 1.1 |
| Толщина | 1 мм до 36 мм |
| Производственный процесс | Испытание сырья → Резка → Гибка → Сварка (продольная) → Проверка размеров → Фланцевая сварка → Бурение отверстий → образец сборки → чистая поверхность → гальванизация или порошковое покрытие, покраска → перекалибровка → пакеты |
| пакеты | Упаковка из пластиковой бумаги или по желанию клиента. |
| Наименование продукта | Двухпозиционный электрический выключатель |
| Длина на секцию | В течение 14 м после формовки без скольжения |
| Минимальная предел прочности при растяжении | 490mpa |
| Максимальная предел прочности при растяжении | 620mpa |
Информация о компании
Информация о компании
для 2-контактного электрического выключателя
Yixing Futao Metal Structural Unit Co.Ltd расположена в № 8 Nanxin East Road, город Хэцяо, город Исин, провинция Цзянсу. Оснащена серией конвейерных систем с ЧПУ для выравнивания, резки, фальцовки и автоматической сварки, мы могли бы производить освещение высокой и средней мачты, освещение дороги силовые опоры, смотровые фонари, осветительные лампы, газонные фонари, опоры светофоров, опоры мониторов, опоры СВЧ-связи и т. д. Кроме того, наш производственный процесс сертифицирован ISO9001. длина 13.000мм и толщина 2-20мм.
Наш веб-сайт: https://www.chinasteelpole.com/ https://www.fu-tao.com/
2-контактный электрический выключатель
Trade Assruance:
Trade Assruance: наш предел торговой гарантии: 532 000 долларов США
для качественного оцинкованного двухполюсного электрического выключателя
производства Prcess
Производственный процесс: для качественного оцинкованного двухполюсного электрического выключателя тест реза материала → Литье или гибка → Welidng (продольный) → Проверка размеров
→ Фланцевая сварка → Отверстие с отверстиями → Калибровка → Отрезок → Гальванизация или порошковое покрытие, окраска → Повторная калибровка → Резьба → Пакеты
История транзакций
Транзакция История для качества оцинкованный 2-контактный электрический выключатель e Ниже приводится инф Информация о наших транзакциях, проводимых через Alibaba.ком. Если вам требуется дополнительная информация о данных транзакции, свяжитесь с нами напрямую.
Наши услуги
Наши услуги
по качеству 2п оцинкованный электрический выключатель
1. Ответьте на ваш запрос в течение 24 рабочих часов.
2. Опытные сотрудники ответят на все ваши вопросы в беглой Английской Языке.
3. Возможен индивидуальный дизайн. UEM и UBM приветствуются.
4. Эксклюзивное и уникальное решение может быть предоставлено нашим клиентам нашими хорошо обученными и профессиональными инженерами и персоналом.
5. Специальные скидки и защита продаж предоставляются нашему дистрибьютору.
6. Профессиональная фабрика: Мы являемся производителем, специализирующимся на производстве всех видов стальных опор на протяжении более 20 лет,
конкурентоспособна с хорошим количеством.
Сертификаты
Сертификаты на качество оцинкованный 2-контактный электрический выключатель
У нас есть сертификаты для SGS и ISO9001.
Часто задаваемые вопросы
Часто задаваемые вопросы по качеству оцинкованный 2-контактный электрический выключатель
1.Термин цены: FOB, CFR или CIF.
Цена включает в себя полюсный вал, основание, поперечину и анкерную часть. Морской порт Шанхай.
Для цены FOB, CFR или CIF, пожалуйста, укажите, какая именно модель вам нужна, а затем сообщите нам количество вашего заказа, чтобы
, чтобы мы могли рассчитать местный транспортный и морской фрахт.
2. MOQ: 1 комплект для Заказной
3. Оплата: Обычно 30% по T / T в качестве депозита, баланс по T / T или L / C в поле зрения до отгрузки.Другой платеж
способ может быть предметом переговоров.
4. Срок поставки:
товары могут быть готовы к отправке в течение 10 рабочих дней после получения депозита.
5 Гарантия: 30 лет
6. Обработка поверхности: горячее цинкование
,
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.