Фрезерные станки предназначены для обработки металлических и деревянных заготовок при помощи фрезы. Операция фрезерования подразумевает вращательное движения режущего инструмента, которое является главным, и поступательное перемещение заготовки или фрезерной головки, которое называется движением подачи.
1. Фрезерные станки применяются для выполнения следующих операций:
- обработка наружных и внутренних плоских поверхностей;
- создание фасонных поверхностей;
- прорезание канавок, наружных и внутренних шлицев, пазов;
- создание эвольвентных и других профилей зубчатых колес;
- подрезание торцов и создание профилей на торцевых поверхностях;
- отрезание.
Рассмотрим основные параметры, по которым происходит классификация фрезерных станков.
2. В зависимости от расположения и направления движения шпинделя, подразделяются на две большие группы:
- вертикально-фрезерные;
- горизонтально-фрезерные;
- комбинированные.
Вертикально-фрезерные станки (рис. 1) имеют шпиндель, ось вращения которого расположена вертикально. Некоторые модификации этих станков дополнительно оснащаются механизмом поворота шпинделя вокруг горизонтальной оси. Это позволяет изменять угол приложения фрезы, что существенно расширят возможности станка. Также шпиндель на некоторых станках имеет возможность перемещаться вдоль оси вращения, а также осуществлять движения в горизонтальной плоскости, что также увеличивает технологические возможности станка.
Рисунок 1. Вертикально-фрезерный станок.
Рисунок 1. Вертикально-фрезерный станок.
В горизонтально-фрезерных станках (рис. 2) ось вращения шпинделя располагается горизонтально. Это несколько ограничивает сферу применения этого станка. Но в то же время увеличивает перечень операций, которые он способен выполнять. Например, на горизонтально-фрезерном станке можно производить плоское шлифование или полирование.
Рисунок 2. Горизонтально фрезерный станок.
Рисунок 2. Горизонтально фрезерный станок.
Комбинированные станки отличает наличие подвижной фрезерной головки, которая способна изменять свое положение, располагая шпиндель по отношению к заготовке вертикально или горизонтально в зависимости от требуемой операции.
3. В зависимости от сферы применения:
- универсальные;
- специализированные.
4. По наличию консоли:
- консольные;
- бесконсольные.
В консольных станках стол закреплен на подвижной консоли, которая может перемещаться в трех координатах. На бесконсольных версиях фрезерных станков стол установлен на станине и имеет возможность двигаться только в горизонтальном направлении по направляющим.
5. По типу управления:
- с ручным управлением;
- полуавтоматические;
- автоматические (станки с ЧПУ).
Рассмотрим более детально каждый из наиболее популярных типов фрезерных станков.
Консольный вертикально-фрезерный станок
Вертикально-фрезерный станок с консолью является одним из самых распространенных. Такая популярность связана с тем, что, несмотря на довольно простую конструкцию, этот станок способен выполнять большинство наиболее востребованных фрезерных операций.
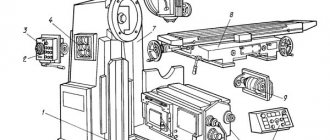
Рассмотрим общую конструкцию консольного вертикально-фрезерного станка (рис 3).
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Рисунок 3. Конструкция консольного вертикально-фрезерного станка.
Вертикально-фрезерный станок с консолью состоит из следующих элементов.
- Консоль. Сложный механизм, обеспечивающий подачу заготовки на вращающуюся фрезу с необходимым шагом и скоростью. В большинстве случаев имеет настройки на полуавтоматический режим обработки, что позволяет выбрать направление и скорость подачи, а также глубину внедрения фрезы в зависимости от частоты вращения шпинделя.
- Салазки. Предназначены для перемещения стола.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Защитный щиток. Предохраняет фрезеровщика от разлета стружки.
- Шпиндель. Передает движение от привода станка на фрезу. Может регулироваться по высоте и углу наклона по отношению к обрабатываемой детали.
- Фрезерная бабка. Содержит механизмы реверса и изменения скорости вращения шпинделя.
- Ползун. Подвижная часть фрезерной головки. Осуществляет подачу фрезы в вертикальном направлении.
- Станина. Основание станка, на котором размещаются все узлы и механизмы.
- Кожух. Защищает узлы консоли от попадания стружки.
- Шкаф. Служит для размещения электрооборудования.
Вертикально-фрезерные станки могут оснащаться дополнительным оборудованием или иметь расширенные возможности благодаря внедрению дополнительных опций.
Обзор станков
Прежде чем решить вопрос, какой фрезерный станок выбрать для оснащения домашней мастерской или производственного предприятия, важно ознакомится с характеристиками оборудования, которое предлагается на современном рынке. На сегодняшний день наиболее востребованным являются фрезерные станки, производимые в следующих странах:
- Германия;
- Италия;
- Австрия;
- Китай;
- Северная Корея;
- Малайзия;
- США;
- Тайвань;
- Чехия;
- Турция.
Пятикоординатный фрезерный станок
Наиболее известными компаниями, которые производят и реализуют фрезерные станки с ЧПУ, являются:
- GCC Jaguar;
- Redwood;
- RuStan;
- JCC;
- Hyundai Wia;
- Kami;
- Zenitech.
Одними из самых быстрых станков, которые также отличаются широким разнообразием настроек и дополнительных функций, являются модели торговой марки GCC Jaguar.
Широким разнообразием ассортимента станков для обработки деталей из металла и других материалов отличается компания JCC. В каталоге данного производителя представлены станки с ЧПУ следующего назначения:
- универсального типа, предназначенное для выполнения гравировальных и фрезерных работ;
- для обработки изделий из древесины и металла;
- прошивные станки электроэрозийного типа;
- оборудование фрезерно-токарной группы.
Передовые программные продукты, с помощью которых управляются станки данной торговой марки, позволяют задействовать весь их потенциал.
Вертикально-фрезерный с ЧПУ МА655
Фрезерные станки, оснащенные ЧПУ, торговой марки RuStan — это, преимущественно, оборудование широкоуниверсального типа, с помощью которого можно выполнять широкий перечень технологических операций. Отличает модели данной торговой марки и то, что при их приобретении можно воспользоваться разнообразными скидочными программами, а также возможностью гарантийного и постгарантийного обслуживания.
По-настоящему уникальными являются фрезерные станки с ЧПУ, выпускаемые под торговой маркой Redwood. Они способны выполнять обработку деталей в формате 2d и 3d. Реализация технологии 3d предполагает, что по заданной программе из заготовки получают объемную деталь, полностью соответствующую заданным геометрическим параметрам.
Главным принципом работы специалистов, занимающихся выпуском фрезерного оборудования торговой марки Kami, является производство высококачественной продукции. При помощи станков данной торговой марки можно обрабатывать не только металл, но и детали из камня, древесины, пластика и даже стекла.
Компания Hyundai Wia специализируется на выпуске станков с ЧПУ, на которых производится продукция для аэрокосмической и автомобильной промышленности. Программы, которые используются для их управления, предполагают минимальное вмешательство со стороны человека и значительно упрощают использование подобного оборудования.
Фрезерный станок от немецкого производителя Zenitech
В каталоге известного производителя Zenitech преобладает профессиональное фрезерное оборудование с ЧПУ, предназначенное для обработки деталей из металла и древесины.
На современном рынке широко представлено фрезерное оборудование с ЧПУ торговой марки Инвест Адам. Основными преимуществами моделей, которые отличаются своей компактностью и универсальностью, являются:
- высокая точность обработки;
- эффективность и производительность;
- управляющие программы могут воспроизводиться неоднократно;
- конструкция отличается высокой надежностью;
- связь с компьютером, который управляет работой оборудования, осуществляется через обычный USB-порт.
Для оснащения домашней мастерской и крупного производственного предприятия можно использовать фрезерный станок с ЧПУ, выпущенный немецкой компанией BZT. Отличает станки данной торговой марки высокая устойчивость, надежность фиксации заготовок, точность и оперативность обработки. Удобным является и то, что станки данной торговой марки могут работать практически на любом программном обеспечении.
На стоимость фрезерного станка с ЧПУ оказывают влияние следующие параметры:
- сложность конструкции оборудования и его тип;
- тип производства, для которого предназначено оборудование;
- страна производитель и торговая марка;
- функциональность станка.
Наиболее простой конструкцией обладают настольные станки с ЧПУ, которые и стоят значительно дешевле более функционального оборудования. Чтобы сэкономить на приобретении фрезерного станка, выбирайте оборудование отечественных производителей. В среднем, стоимость настольного фрезерного оборудования с ЧПУ составляет порядка 4000 долларов США. Варьироваться такая цена может от ряда факторов: габариты станка и рабочего стола, мощность двигателя, вес оборудования и его функциональность.
Стоимость оборудования вертикально-фрезерной группы с ЧПУ варьируется в пределах от 7000 до 25000 долларов США. Цена конкретной модели оборудования зависит от ее мощности, количества оборотов шпинделя и точности обработки.
Отечественный станок ГФ2171
Широкоформатные фрезерные станки, оснащенные ЧПУ, являются самыми дорогими в своей категории, так как они позволяют выполнять широкий спектр технологических операций. Высокая стоимость такого оборудования окупается тем, что его можно эксплуатировать в достаточно интенсивном режиме. Перечень операций, которые можно выполнять при помощи оборудования данной категории, впечатляет:
- раскройка заготовок;
- фрезерование поверхностей различного типа;
- полировальные операции;
- сверление;
- расточные операции.
Горизонтально-фрезерный станок
Горизонтально-фрезерный станок (рис. 4) отличает горизонтальное расположение фрезы. Как правило, фреза закрепляется неподвижно, и подача осуществляется только за счет перемещений стола.
Рисунок 4. Устройство горизонтально-фрезерного станка.
Рисунок 4. Устройство горизонтально-фрезерного станка.
Горизонтально-фрезерный станок состоит из следующих элементов.
- Рукоятка переключения скоростей. Служит для переключения режимов вращения шпинделя.
- Станина. Является несущей конструкцией станка, на которой расположены рабочие элементы.
- Лимб. Служит для точной настройки.
- Хобот. Предназначен для закрепления второго конца приводного вала фрезы.
- Коробка скоростей. Состоит из набора шестерен с кулисным механизмом переключения. Служит для изменения скорости вращения фрезы.
- Шпиндель. Предназначен для закрепления в нем приводного вала фрезы.
- Первая подвеска.
- Вторая подвеска. Предназначены обе подвески для фиксации приводного вала.
- Стол. Служит для закрепления обрабатываемой заготовки.
- Поворотная плита. Способна осуществлять поворот вокруг горизонтальной оси.
- Салазки. Необходимы для обеспечения горизонтальной подачи детали.
- Консоль. Сложное устройство, которое выполняет функцию механизма подачи детали во всех плоскостях. Специфика работы горизонтально-фрезерного станка не позволяет в обычном случае придать подвижность фрезе. Поэтому все движения фрезы относительно заготовки осуществляются посредством консоли.
- Коробка подач. Служит для настройки автоматической продольной и поперечной подачи.
- Фундаментная плита. Основание станка. Имеет отверстия под закрепление станка на фундаменте.
- Рукоятка управления подачами. Управляет скоростью подачи.
- Лимб подачи. Предназначен для настройки подачи с увеличенной точностью.
Предназначение
Консольно-фрезерный станок предназначен для выполнения соответствующих работ с использованием торцовых, дисковых, угловых и прочих фрез. На оборудовании доступно обрабатывать различные заготовки, подходящие по размеру. Материал, пригодный для участия в рабочем процессе, – чугун, цветные металлы, пластик, сталь и другие сплавы.
На аналогах с поворотным столом можно обрабатывать винтовые гнезда на режущих частях инструмента. Универсальные модели предназначены для осуществления разнообразных фрезерных манипуляций, включая расточные и сверлильные работы в условиях экспериментального либо единичного производства. Нередко комплексы применяются в широкомасштабном выпуске различных деталей.
Скоростная коробка
Узел переключения скоростей широкоуниверсального консольно-фрезерного станка находится в корпусе из чугуна, агрегация с валом скорости осуществляется через упругую муфту. Шпиндель рассматриваемого блока – это вал с тремя точками опоры. Его точность определяют специальные подшипники. Еще один элемент предназначен для удержания хвостовика этого узла.
Осевой зазор регулируется при помощи шлифовки стопорных колец. Увеличенный люфт можно убрать посредством обработки полуколец и фиксирующей гайки. За смазку коробки скоростей отвечает плунжерный насос, производительность которого составляет 2 литра в минуту. Остальные детали данного механизма получают смазку методом разбрызгивания из трубки, размещенной над блоком контроля скоростей.
Настройка автоматического режима
У консольно-фрезерных станков модификации «М» и «Р» регулировка продольного перемещения стола осуществляется в автоматическом или полуавтоматическом режиме. При единичном производстве контроль подач выполняется вручную, включая быстрое перемещение стола. Серийное изготовление предусматривает использование автоматических и полуавтоматических диапазонов. По сути, данные режимы представляют собой скачкообразный и маятниковый способ действия.
Чтобы настроить процесс соответствующим образом, в Т-образном пазу сбоку делается расстояние между кулачками по определенному показателю. Эти элементы в нужный момент воздействуют на контрольную звездочку быстрыми рабочими движениями стола на ручку переключения продольной подачи, что дает возможность гарантировать работу оборудования по заданному циклу.
Основные рабочие циклы консольно-фрезерного станка перечислены ниже:
- Скачкообразный полуавтоматический режим.
- Быстрые подачи вправо и влево назад.
- Аналогичная операция в левую сторону и обратное направление справа.
- Активная подача заготовки с последующей остановкой.
- Маятниковый автоматический цикл.
- Операции на автомате только в правую либо левую сторону.
Процесс настройки проводится в следующей последовательности:
- Станок должен быть отключен от сети питания.
- Переключатели режимов ставятся в нужное положение («Автоматическое управление»).
- Агрегат активируется нажатием кнопки «Включено».
- Кулачки устанавливаются в соответствующую позицию.
- Подача на быстрый ход и обратно производится на любом этапе и направлении движения, за исключением зоны ограничения для возможной работы элементов.
- Корректировка автоматического или ручного движения стола осуществляется в нейтральном положении путем продольного нажатия рукоятки до упора. В случае невозможности фиксации маховика на торце поворачивают регулировочный винт.
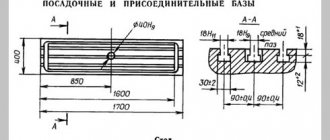
Параметры модели 6Р82 и 6Р82Г
Для сравнения рассмотрим две самых популярных модели станков. Начнем с характеристик модификации 6Р82:
- Длина/ширина рабочего стола – 1,25/0,32 м.
- Количество Т-образных пазов – 3.
- Габариты – 2,3/1,95/1,67 м.
- Вес – 2,9 т.
- Механизм торможения шпинделя – присутствует.
- Масса обрабатываемой заготовки по максимуму – 250 кг.
- Перемещение лимба за один оборот (продольно/вертикально) – 6/2 мм.
- Дистанция от оси до хобота – 155 мм.
- Продольное/поперечное перемещение стола – 800/240 мм.
Модификация 6Р82Г отличается только массой (2,83 т), а также предельным расстоянием от горизонтального шпинделя до рабочей поверхности (450 мм).
Рабочий инструмент
Консольные и бесконсольные, обычные вертикально-фрезерные или сверхсовременные станки с ЧПУ не обходятся без главной части – режущего инструмента. В его качестве выступают разнообразные фрезы, изготавливаемые из высококачественной стали, позволяющей обрабатывать любые металлы и поверхности. Любой вид обрабатывающих инструментов жестко фиксируется в шпинделе (в основном – кулачковым патроном), что дает гарантию в точности обработки.
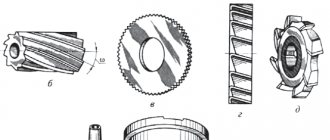
Вкратце перечень возможных плоскостей обработки и необходимых для этого режущих инструментов таков:
- горизонтальные – торцовые фрезы различной конфигурации;
- наклонные – концевые и торцовые;
- вертикальные поверхности и поверхности с уступами – концевые фрезы;
- фрезеровка пазов любой конфигурации – концевыми либо одноугловыми фрезами;
- обработка цилиндрических зубчатых колес – пальцевый инструмент.
Для фрезеровки сложных поверхностей, сочетающих в себе участки различных видов (выпуклых, прямолинейных или вогнутых, с уступами или выемками) более эффективным показало себя использование современных фрезерно-консольных агрегатов, оснащенных ЧПУ. Однако и на обычном вертикально-фрезерном станке возможно изготовление деталей такого типа, хотя и с затратой на это несколько большего времени. Для этого обязательно составляется специальная схема обработки заготовки и уравнение изготовления детали сложной формы.
При разработке уравнения обязательно должны учитываться такие параметры:
- показатели шероховатости получаемой детали;
- радиус фрезы;
- толщина обрабатываемого материала;
- величина подачи заготовки к фрезе;
- толщина снимаемой стружки (высота гребешка);
- различные осевые углы поворота инструмента.
Качество обработки, характеризуемое величиной шероховатости, наибольшим образом зависит от угла поворота фрезы и величины подачи заготовки. Остальные факторы также оказывают влияние, однако намного меньшее.
Высокоточные вертикально-фрезерные станки, реализуемые нашей компанией, позволяют свести к минимуму потери времени и снизить количество отходов, возникающих во время фрезерования как отдельных деталей, так и целых партий. Это дает значительную экономию средств в целом в рамках предприятия.
Модификации с ЧПУ
Консольно-фрезерные станки этого типа оснащаются электрическим мотором мощностью 5,5 кВт с оборотистостью 1450 вращений в минуту. Они широко используются в машиностроении и промышленности. Рабочее движение передается через два вида передач: 35/27 либо 21/41. Схема консольно-фрезерного станка свидетельствует о том, что номер фигурной шестерни зависит от количества зубьев. Таким образом, оборудование может функционировать на двух разных скоростях. Правильная работа инструмента зависит от постоянного модуля сцепки шестеренок, которая должна быть стабильной с парой агрегирующих между собой колес.
Кинематическая схема станка включает в себя структурную диаграмму при вращении шпинделя. При этом сетка количества оборотов связана с числом и номиналом включаемых передач. Дистанция между вертикальными и горизонтальными направляющими зависит от выбранного масштаба в процессе работ.
Коробка подач
Это узел обеспечивает получение рабочих подач и скоростных передвижений консоли, салазок и стола. При перемещении импульсы передаются на вал при помощи предохранительной муфты и втулки, которые между собой соединяются посредством шпонки и выходного вала. Дисковая часть фрикционного блока агрегирует с втулкой и валиком. При активации кулачка муфты усилие передается на гайку, шестерни и диски.
Коробка переключения подач универсального консольно-фрезерного станка размещена в станине. Принцип действия данного узла аналогичен блоку скоростей. От осевого смещения диск защищен валиком, который запирается при помощи пары шариков и втулки. Стопорение диска производится посредством идентичных деталей, связанных с валом посредством шпонки.
Особенности
Технологически модели серии «Р» более усовершенствованы в плане продольного хода рабочего стола (на 100 мм). Точная установка поверхности производится посредством модернизированного крепления лимбов. Кроме того, данное оборудование обладает оптимальной конфигурацией, отвечающей современным стандартом технической эстетики. Все основные узлы рассматриваемых станков унифицированы между собой.
Дополнительное удобство при работе и управлении версиями «М» и «Р» обеспечивается посредством автоматизированного цикла и такими опциями, как:
- Дублирование контроллера количества оборотов шпинделя и подачи стола.
- Возможность выборочной установки нужного числа вращений оси или лимба.
- Не требуется при выполнении манипуляций проходить промежуточные ступени.
- Предусмотрено автоматическое перемещение стола от рукояток, направление которых аналогично движению рабочей поверхности.
- Присутствует пуск и остановка шпинделя в ускоренном режиме при помощи специальных кнопок и воздействия постоянного тока.
- Стол может передвигаться в вертикальной, горизонтальной и продольной проекции.