Встретить кованые изделия можно в различных сферах жизни человека. Оконные решётки, ограждения, фонари, садовая мебель и другие изделия, сделанные в процессе ковки, смотрятся изысканно и привлекают взгляды прохожих. Даже при развитии самодельных технологий, ковка металла не отошла на второй план. Она продолжает набирать популярность с новой силой.
Кованные ворота
Интересно о ковке металла
Интересный факт, одна из самых распространенных фамилий в мире произошла от кузнечного дела. Это Кузнецов в России, во Франции – Ферран, в Британии – Смит. Это говорит о распространенности этого ремесла по всему миру.
Кузнечное дело
Основой слова коварство, является глагол ковать. Дело в том, что многие народы и племена считали кузнечное дело малопонятным и покрытым тайной. Коварь (кузнец) изготавливает ковы, вяжет путы, так со временем существительное коварство обозначало мудрость, навыки, умение. Со временем, оно стало означать злобные планы и умыслы. Одновременно появились и словосочетания ковать свое счастье и ковать свою судьбу, носящие позитивный смысл.
Во время массовой унификации производства и применения такого оборудования, как прокатное, штамповочное, использование компьютерного управления практически вытеснило кузнечное дело из тяжелой индустрии, но оно осталось и пользуется популярностью и дизайнеров и специалистов по проектированию интерьеров. Современные кузнецы изготавливают продукцию, которая применяется при создании ограждений, лестниц, архитектурного оформления зданий и пр.
Прокатное оборудование для холодной ковки
Горячая штамповка
Но наш век, привел к тому, что проектирование кованых изделий выполняют на специальных конструкторских 3D программах, предназначенных для разработки деталей различного назначения.
Свободную ковку применяют ко множеству металлов. С помощью этой операции выполняют и предметы обихода, и предметы, представляющие собой художественную ценность. Кстати, этот способ обработки металла применяют и в ювелирном деле. В самом деле, самый ковкий металл – это золото. Оно обладает пластичностью, текучестью, тягучестью и многими другими свойствами, позволяющие получать из него бесценные изделия.
Ковка ювелирных изделий
На практике применяют два основных вида ковки – горячую и холодную.
Операции рубки, разрубки и обрубки металлических заготовок
Операции рубки: а. отрубка при помощи зубила; б. отрубка при помощи зубила и подсечки; в. разрубка отщепов в тисках; г. продольная разрубка; д. вырубка (просечка).
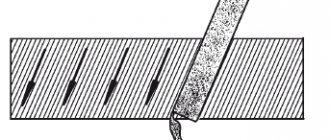
Рубку заготовки производят затем, чтобы разделить ее на элементы. Чтобы металл разрубить, его необходимо нагреть до температуры темно-красного каления, положить на наковальню и, приставив специальное зубило, прорубить приблизительно на 75 процентов толщины. После этого изделие переворачивается и рубится зубилом, на этот раз до конца.
Если вы при рубке работаете с горячим толстым металлом кузнечными зубилами, то не забывайте время от времени охлаждать инструмент, поскольку при длительном соприкосновении с раскаленной металлической заготовкой лезвие зубила может опуститься. Потом, чтобы вновь работать инструментом, с него нужно убрать посредством легкого постукивания водяные капли.
Проведение разрубки (не путать с рубкой) позволяет только надрубить металлическое изделие. Такая операция очень часто используется художниками-кузнецами при ковке. Прорубленные части впоследствии вытягиваются, закручиваются, подвергаются разным приемам ковки и в итоге приобретают вид цветов, листиков и завитков. Особенно популярна операция разрубки для производства светцов, жиковин и пр.
Заготовка разрубается только с одной, лицевой стороны. Сперва выполняются легкие удары, чтобы разрубалась только канавка. Заготовка должна быть слабо нагрета, что даст возможность не спеша раскраивать изделие. Когда заготовка раскроена, металл нагревают до высоких температур и одним резким ударом прорубают.
Обрубка используется для того, чтобы снять слой металла по наружному контуру. Это действие еще называют обсечкой. К ней часто прибегают в процессе ковки сложных декоративных форм: жиковин, накладок и пр.
Процесс вырубки является аналогичным обрубке, только при этом металл отделяется по внутреннему контуру. При выполнении этих приемов используются полукруглые, угольные, прямые и другие кузнечные зубила.
https://moyakovka.ru/youtu.be/ezdpKqWJnq4
Горячий метод ковки
Как уже отмечалось выполнение горячей ковки, возможно, при нагреве металла до температур, при которых он изменяет свои прочностные характеристики и приобретает пластичность, которая позволяет его относительно легко обрабатывать, используя ударный инструмент и различные приспособления. Горячая обработка металла предполагает использование некоторых технологий обработки металла, позволяющих разнообразить готовые изделия.
Между тем нагрев металла имеет и определенные недостатки. Во-первых, нагрев металла, подразумевает то, что в мастерской должен быть установлен кузнечный горн или муфельная печь. Надо сразу отметить, что наличие такого оборудования подразумевает наличие расходов на его обслуживание и на топливо. Во-вторых, использование открытого огня – это небезопасное занятие и требует от мастера соблюдения повышенных мер безопасности. В-третьих, горячая ковка требует того, чтобы мастер обладал определенными знаниями и навыками в части температурных параметров металла.
Как правильно нагреть заготовки?
Общий вид высокочастотной установки для плавки металлов.
Конечное качество металлического изделия во многом зависит от того, какой выбран температурный режим нагревания заготовки. Также от этого зависит внешний вид изделия и его долговечность. Следует учитывать то обстоятельство, что металл может подвергаться обработке только тогда, когда он доводится до необходимой для ковки температуры. Таким образом, у металла понижается сопротивляемость, его можно деформировать, очень высокой становится степень пластичности.
Необходимо принимать во внимание, что для каждого металла есть свой температурный режим для ковки. Такой температурный режим определяется структурой заготовки и ее химическим составом.
Ручная ковка
Ручная ковка металла должна выполняться в специально оснащенной мастерской. В перечень оснащения входит следующее оборудование и устройства:
- горн или муфельная печь;
- система отвода воздуха;
Наковальня, представляющая собой солидных размеров (до 250 кг весом) металлическую чушку, которая может обладать такими технологическими приспособлениями, как рога, калиброванные отверстия. Для ее изготовления применяют сталь 45Л.
На наковальне может быть выполнена ковка металла своими руками и придание нагретым заготовкам необходимых форм и размеров.
Кроме того, на поверхности наковальни существует возможность ковки листа.
Пудлингованное железо
Кованое железо – материал, с которым работают кузнецы испокон веков. Оно более устойчиво к коррозии, чем современная мягкая сталь. Доказательством этому служат кованые изделия, дошедшие до нас из прошлого, многим из которых уже несколько веков. Сейчас изготовлением пудлингованного железа практически никто не занимается. В основном оно применяется для реставрации старинных кованых изделий.
Кованое железо имеет замечательные антикоррозийные свойства благодаря своей волокнистой структуре. Используя современную терминологию, можно сказать, что получение чистого железа – первичный процесс обработки железной руды, в результате которого руда очищается от шлака. Кузнец сам находил «руду», сам выжигал уголь, сам выплавлял железо, сам ковал, сам обрабатывал. Наличие пористых элементов структуры металла и мягкость материала в раскаленном состоянии дали в свое время людям возможность ручной ковки, что привело к возникновению нового вида искусства – художественной ковки.
Холодный метод ковки
Большая часть работ холодной ковки выполняется на специально спроектированном для этих целей оборудовании. Можно назвать определенный перечень оборудования, который применяют для холодной обработки металла. Как правило, такое оборудование показывает свою эффективность при выполнении больших объемов работ при архитектурном оформлении зданий и сооружений.
Среди оборудования, применяемого при получении изделий холодной ковкой можно назвать следующее:
- торсионный, с его помощью выполняют кручение прутка вдоль оси;
- волновой, на нем выполняют различные волнообразные детали.
Всего парк оборудования для холодной ковки насчитывает порядка десятка единиц. Некоторые работают от мускульной силы оператора, некоторые от электрического привода. Некоторые умельцы занимаются самостоятельным изготовлением подобного оборудования.
Чистка кованых изделий
Обычно кованые изделия покрываются краской. После образования ржавчины на краске остаются следы. В большинстве случаев старую краску и ржавчину можно снять с помощью пескоструйной очистки. Однако прибегать к этому способу сразу не стоит, поскольку такая очистка повредит вторичную окалину, образующуюся при прокатке железа. Повреждать и тем более удалять ее нельзя, в противном случае кованое изделие начнет быстро разрушаться.
Поэтому во всех возможных случаях специалисты рекомендуют химическую очистку кованых изделий от старой краски с последующей паровой очисткой от химических реагентов. Таким образом, кованое изделие предстанет перед вами в первозданном виде, так как оно выглядело изначально до первой покраски. От ржавчины обычно избавляются с помощью тепловой обработки изделия, она не распространяется дальше, если металл прокалить. При расширении металла ржавчина осыпается, и ее легко удалить. Кроме того, если кованое изделие раскалить до красна, оно покроется защитной пленкой, подобной вторичной окалине. Очень часто детали кованого изделия со следами ржавчины нуждаются в прокаливании как в одном из этапов восстановительной процедуры.
Внимание: кованые изделия нередко покрываются красками, содержащими свинец (до 75%). При очистке кованых изделий от красок такого типа с помощью пескоструйного метода, необходимо соблюдать соответствующие меры безопасности.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода.
Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы — ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте.
Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.
Кузнечные работы
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
Технология проведения вытяжки поковки
Вытяжка металла: а. на ребре наковальни; б. при помощи задка кувалды; в. на подбойке; г. на парной подбойке; д. с верхней подбойкой; е. при помощи гладилки; ж. в оправках.
Операция вытяжки металла используется с целью увеличения длины изделия при одновременном уменьшении площади поперечного сечения.
Производится вытяжка заготовки следующим образом. Нагретый металл укладывается на наковальню, где вытягивается под ударами молотка или кувалды. Потом поворачивают изделие на 90 градусов и бьют по выпуклости от первого удара. Проделав еще несколько таких циклов, кузнец постепенно вытягивает металл.
Главным условием при осуществлении вытяжки является соблюдение квадратной формы поперечного сечения металлической заготовки.
Чтобы ускорить процесс вытяжки, можно осуществлять ковку на рог наковальни. Тогда изделие будет вытягиваться между парой выпуклостей, что ускоряет увеличение длины изделия.
Существует другой способ вытягивания заготовки — при помощи раскатки или разгонки. Как правило, раскатка имеет полукруглую форму. Направление вытяжки будет зависеть от того, как располагается раскатка на металле — поперек или вдоль.
Вытяжку на конце выполняют для изготовления светцов, жиковин, гвоздей.
Виды современного кузнечного оборудования
В промышленности широко применяют множество кузнечно-штамповочного оборудования. Его можно классифицировать по следующим параметрам:
- по температуре обрабатываемой заготовки. Для этой операции применяют ковочные машины, оборудование для горячей и холодной штамповки как плоской, так и объемной;
- по операциям, выполняемым на оборудовании. Разделяют заготовительное, основное и финишное КШО;
- по методу подачи и удаления готовых изделий из рабочего пространства КШО. На практике применяют оборудование, на котором все эти операции выполняют вручную, в полу- и автоматическом режиме.
- по виду привода. Прессы и штамповочные машины работают от электричества, сжатого воздуха, гидравлики и пр.
- по ключевому параметру. Как правило – это номинальное усилие, создаваемое прессом или рабочий момент.
Древесноугольный чугун
Задолго до начала индустриальной эпохи кузнецы обрабатывали кованое железо в углевыжигательных печах. Железо для ковки обрабатывалось на огне и получался качественно новый материал, свойства которого исключительно подходили для художественной ковки. Кованые изделия из древесноугольного чугуна дошли до нас из 18 века.
В конце 18 века началось промышленное производство пудлингованных типов железа. При этом железо проходило термообработку в углевыжигательных печах без прямого доступа к огню. Пудлингованное железо, легко-ковкое в раскаленном состоянии и коррозионно-устойчивое, было основным конструкционным материалом в 19 веке. В области холодной ковки у него, однако, существуют значительные ограничения. Он подвергается холодной ковке только в форме тонкого листа.
Древесноугольный чугун может противостоять коррозийным процессам в течение сотен лет. Восстанавливать, реставрировать традиционные кованые изделия очень сложно: их практически невозможно перекрасить из-за сложности элементов этих изделий, особенно когда они трехмерные. При реставрации необходимо использовать только коррозийно-устойчивые материалы лучшего качества.
Лист из древесноугольного чугуна гибкий, податливый и ковкий. После отжига его можно использовать в холодной ковке, не боясь, что он даст трещину или расколется. Он мягче и более удобный в работе, чем мягкая сталь. У него ровная гладкая поверхность, он практически не содержит окалины, легко выглаживается и полируется. Лишь небольшое количество фирм-производителей могут предложить вам этот редкий в наше время вид ковкого железа.
Защита кованых изделий
Для защиты кованых изделий используется гальваноцинкование и цинкование вручную. Однако, существует несколько причин, почему эти методы нельзя использовать при работе с ковким древесноугольным или пудлингованным железом. При гальванизации кованое изделие, после очистки кислотой, погружают в ванну с расплавленным цинком. В результате изделие покрывается довольно толстым слоем цинка. Однако при этом нередко образуются капли, которые приходится сошлифовывать, и на металле остаются следы. Если к этому еще добавить кислоту, заполнившую мельчайшие стыки кованого изделия, не составит труда понять, почему гальваноцинкование не подходит для покрытия тонких, изящных и сложных изделий из ковкого железа.
Цинкование вручную – более мягкий процесс. При этом сначала с поверхности кованого изделия снимают вторичную окалину посредством пескоструйной очистки. Затем незамедлительно наносят цинковое покрытие с помощью специального пульверизатора. Однако, недостатки пескоструйной очистки мы уже указывали выше. Кроме того, пескоструйный метод не годится для очистки мелких стыков, которые к тому же еще и не покрыть цинком даже вручную. А во все незащищенные места (мелкие стыки и углубления) будет попадать вода, что приведет к коррозии металла. Благодаря естественным антикоррозийным свойствам ковкого железа вы можете просто покрыть кованое изделие плотным слоем краски и периодически проверять его состояние, обеспечивая текущий ремонт в случае необходимости и перекраску раз в 5 лет.
Технологии реставрации изделий из ковкого железа
Существует 2 типа ковкого железа: ковкое железо древних времен, известное как древесноугольное железо, и ковкое железо промышленного производства (19 — начало 20 вв.), известное как «пудлингованное» железо. При необходимости реставрации кованого изделия из древесноугольного железа (сделанных до 18 века) можно использовать пудлингованное железо, так как их свойства схожи. Однако, ни в коем случае нельзя применять в реставрационных работах мягкую сталь, даже с холодной или горячей оцинковкой.
Сборка кованых изделий
Чаще всего кованые изделия начинают подвергаться коррозии из-за постоянного скопления воды на горизонтальных поверхностях, в местах сгибов и в углублениях, а также на поверхностях, контактирующих с растениями. Если полностью исключить попадание воды на кованое изделие, оно может просуществовать вечность. После сборки кованого изделия места стыков и соединений необходимо покрыть краской также как и все видимые поверхности. В качестве присадочного материала рекомендуется использовать водостойкую, но клейкую силиконовую смолу. Кроме того, свинцовосуриковая замазка является традиционным присадочным материалом, и если ее хорошо заизолировать краской, она долго прослужит. Стыковые углубления можно заполнить эпоксидной смолой или дегтем, которые летом будут плавиться и еще лучше сцепляться с металлом. Раньше для этого часто использовали расплавленный свинец, но он плохо сцепляется с железом, в результате чего вода проникает в стык, и ситуация только усугубляется.