До развала СССР токарный станок 15у04п изготавливали на территории Армении, советские инженеры использовали его в учебных заведениях, где во время проведения обучения необходимо было проводить практические занятия на самом инструменте. Со временем благодаря легкости управления, этот станок по металлу стали использовать в ремонтных мастерских. Чтобы более подробно ознакомиться с данной моделью, нужно изучить характеристики, назначения аппарата.
Его точность обработки соответствует классу «П», мощность устройства составляет 0.8, у серии 1972 небольшие габариты при массе 540. Некоторые относятся к этой серии с недоверием, но профессионалы в один голос утверждают, что при сравнении её с другими моделями этого класса, приобретать аппарат стоит. Он не является непроверенным оборудованием, которое недавно появилось в производстве. За десятки лет в сфере обработке металла его популярность только возросла.
Сведения о производителе
Армянский город Кировокан был вторым по количеству промышленных предприятий в республике. В числе ведущих был завод прецизионных станков – КЗПС. Он выпускал высокоточное оборудование, включая станки с ЧПУ и лазерные. Они получали многочисленные призы. На международных ярмарках Пловдива и Лейпцига кировоканская продукция получила золотые медали.
В 1988 году во время землетрясения КЗПС был полностью разрушен. Погибло много рабочих. После этого цеха так и не были восстановлены. Учебные станки серии 16У больше не производятся, но выпущенные в прошлом столетии, они продолжают работать. Читайте также: токарный станок ДИП-500 его особенности и технические характеристики.
Назначение и область применения
Токарно-винторезный прецизионный – повышенной точности, станок 16У04П предназначался для обучения молодежи в профессионально-технических училищах, школах и техникумах. Высокая точность обработки и небольшие габариты позволяли использовать оборудование в лабораториях и ремонтных мастерских.
На токарно-винторезном станке 16У04П производят операции:
- грубая обработка;
- чистовое точение вдоль оси;
- подрезка торцов;
- нарезка резьбы метрических, дюймовых, питчевых;
- обработка наружных конусов;
- сверление и расточка торцов.
Назначение 16У04П – производство токарных работ, изготовление единичных деталей с высокой точностью.
16У03П, 16У04П характеристики
Технические характеристики токарно-винторезных станков моделей 16У03П, 16У04П позволяют вести токарные работы повышенной точности, включая обработку металлических захотовок в патроне, цангах и центрах.
| Наименование параметров | 1525 | 1Л532 |
| Наибольший обрабатываемый диаметр, мм | 2500 | 3150 |
| Наибольшая высота устанавливаемогоизделия, мм | 1600 | 1600 |
| Наибольшая масса устанавливаемого изделия в зависимости от числа оборотов в минуту планшайбы, кг: | ||
| от 1,25 до 40 об/мин | — | 16000 |
| от 1,6 до 50 об/мин | 16000 | — |
| от 50 до 63 об/мин | — | 9000 |
| от 63 до 80 об/мин | 8000 | — |
| Количество вертикальных неревольверныхсуппортов | 2 | 2 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 40х63 | 40х63 |
| Суппорт вертикальный неревольверный | ||
| Наибольшее перемещение, мм: | ||
| Горизонтальное | 1390 | 1720 |
| Вертикальное | 1200 | 1200 |
| Цена деления лимба, мм: | ||
| горизонтального перемещения | 0,05 | 0,05 |
| вертикального перемещения | 0,05 | 0,05 |
| Перемещение за один оборот лимба, мм: | ||
| Горизонтальное | 2,5 | 2,5 |
| Вертикальное | 2,5 | 2,5 |
| Скорость установочных перемещений, мм/мин | 5…1800 | 5…1800 |
| Наибольший угол поворота ползуна суппорта | 30° | 30° |
| Цена деления шкалы поворота ползуна суппорта | 1° | 1° |
| Цена деления лимба поворота ползуна суппорта | 1’ | 1’ |
| Установочные перемещения суппортов | имеются | имеются |
| Дистанционное включение, переключение и выключение рабочих подач | имеются | имеются |
| Выключающие упоры: | ||
| горизонтального перемещения | имеются | имеются |
| вертикального перемещения | имеются | имеются |
| Поперечина | ||
| Наибольшее перемещение, мм | 1240 | 1240 |
| Скорость перемещения, мм/мин | 360 | 360 |
| Выключающие упоры | ||
| Перемещение и автоматический зажим поперечины | имеются | имеются |
| Планшайба | ||
| Диаметр планшайбы, мм | 2240 | 2800 |
| Размеры Т-образных пазов | См. рисунок 1 | См. рисунок 1 |
| Дистанционное переключение чисел оборотов планшайбы | Имеется | Имеется |
| Работа со ступенчато-постоянной скоростью резания при обтачивании торцовых поверхностей | Имеется | Имеется |
| Включение вращения планшайбы «Толчком» | Имеется | Имеется |
| Блокировка включения вращения планшайбы при отсутствии смазки | Имеется | Имеется |
| Торможение | Имеется | Имеется |
| Габариты и масса | ||
| Габаритные размеры станка, мм: | ||
| длина | 5065 | 5485 |
| ширина | 5340 | 6120 |
| высота | 4910 | 4910 |
| Масса станка, кг | 35500 | 43000 |
Рисунок 1,2 — Рабочее пространство станков 16у03п (на рисунке слева); 16у04п (на рисунке справа):
I — эскиз суппорта; II — эскизы конца шпинделя; III — эскиз пиноли задней бабки
а — под центр; б — под цангу.
Технические характеристики
По классу точности станки 16У04П относятся к группе П – прецизионные. На нем обрабатываются детали диаметром до 200 мм и максимальной длиной 350 мм.
В шпинделе имеется сквозное отверстие. Оно позволяет использовать в качестве заготовки пруток диаметром до 20 мм при креплении его в патроне и прокат до 10 мм при использовании цанги.
Регулировка скорости вращения шпинделя производится плавно, бесступенчато. Максимальная частота прямого и обратного вращения шпинделя составляет 3500 об/мин. Тормоз отсутствует.
Суппорт имеет максимальное перемещение:
- продольное – 350 мм;
- поперечное – 135 мм.
Одно деление лимба составляет 0,025 мм при поперечной подаче. При движении вдоль оси детали – 0,5 мм.
Важно!
Резцовые салазки смещаются на размер до 120 мм и поворачиваются на 45⁰, что позволяет точить конуса.
Пиноль задней бабки диаметром 35 мм имеет продольное перемещение до 70 мм. Конус отверстия Морзе 2.
Электродвигатель мощностью 0,8 кВт вращается со скоростью 1370 об/мин.
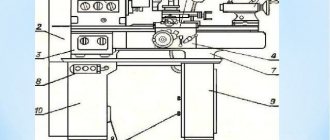
Расположение основных частей
Токарно-винторезный станок 16У04П состоит из крупных узлов:
- станина;
- передняя бабка;
- задняя бабка;
- фартук;
- салазки;
- вариатор;
- гитара;
- коробка подач.
Основной двигатель устанавливается на фундаменте ниже передней бабки. Остальные узлы крепятся на станине.
Вращение от двигателя на шпиндель передается через ременную передачу вариатора и шестерни коробки скоростей. Механизм управления расположен вверху, на корпусе.
В передней бабке находится шпиндель и коробка скоростей вариатора. Они понижают количество оборотов вала двигателя и увеличивают мощность станка. Шестерни и подшипники смазываются разбрызгиванием.
С левого бокового торца к передней бабке прикреплена гитара. Скорость подачи изменяется установкой шестерен с разным количеством зубьев.
Фартук расположен ниже передней бабки и выступает за пределы станины. Он за счет вращения через коробку подач, приводит в движение ведущий вал и перемещает суппорт вдоль станины – оси детали. Винт включается для нарезки резьбы. Он обеспечивает заданный шаг резца – соотношение оборотов и продольных перемещений.
Задняя бабка стоит справа. Она передвигается по направляющим вручную. Пиноль выдвигается вращением ручки в торце узла.
Расположение составных частей
В комплект поставки токарно-винторезного станка 16У04П входят сам станок и массивная тумба для его установки. В ее левой части на нижней раме размещается вариатор, в правой — шкаф с электрооборудованием, а между ними — бак для СОЖ и электронасос. На верхней плоскости тумбы находится поддон для сбора стружки и смазочно-охлаждающей жидкости. Через фильтр поддона СОЖ сливается в бак. Спереди сверху на тумбе расположен пульт управления станком, рядом с которым находится выдвижной ящик для инструмента. Тумба крепится к бетонному полу пятью анкерными болтами.
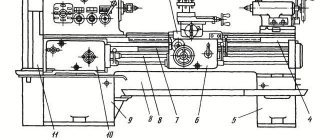
По составу базовых компонентов 16У04П подобен другим представителям семейства универсального токарного оборудования:
- станина;
- привод с вариатором;
- передняя бабка;
- суппорт;
- коробка подач;
- гитара;
- фартук;
- задняя бабка.
Станина 16У04П — это массивная литая конструкция из чугуна, которая закрепляется на тумбе болтами. К несомненным достоинствам этого станка относят большое сквозное окно в станине, через которое токарная стружка и СОЖ легко попадет на поддон. На ее верхней поверхности расположены две пары направляющих: по центру — широкие призматические, а по краям — узкие: плоская и трапецеидальная.
Если Вам нужна металлическая сетка для армирования бетона, советуем обратить внимание на производство дорожной сетки.
Центральные направляющие: слева установлена передняя, а справа — задняя бабка, на крайних — нижняя каретка суппорта. На передней бабке смонтирована гитара с трензелем — механизмом смены направления ходового винта и перевода его нейтральное положение, а ниже размещается коробка подач, от которой движение через ходовой винт и ходовой вал передается к фартуку и далее к суппорту. Суппорт у 16У04П — традиционный, крестообразный, с двумя каретками и резцовыми салазками.
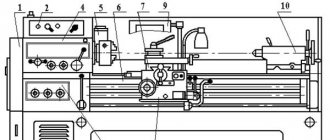
Расположение органов управления
На корпусе передней бабки вверху расположены переключатели перебора и трензеля. Ниже находятся рукоятки переключения продольных подач и ручка включения ходового винта.
На передней панели коробки подач имеются кнопки: стоп-тормоз, пуска прямого и обратного вращения шпинделя. Здесь же маховик, регулирующий число оборотов патрона и шпинделя с ручкой вариатора.
На фартуке расположены:
- маховичок ручного поперечного перемещения салазок;
- кнопка его выключения;
- рукоятка включения продольной подачи;
- ручка ручного перемещения суппорта.
Свет включается на плафоне светильника. Органы управления задней бабкой расположены на ней.
Устройство
Помимо них он сам механизм состоит:
- Передней балки, которая регулирует работу при нарезании металла, помогает управлять движением привода, регулировать процесс нарезания резьбы. Это позволяет подбирать объем расточки металла, поэтому его называют винторезным станком повышенной точности.
- Гитары, прикреплённой к передней балке. Она имеет сменные шестерни, на которых расположены резцы, управляющие процессом обработки. При необходимости возможно установка разных вариантов шестерней.
- Коробка подач, прикреплённой к передней балке. При хорошей наладке точности, позволяет получать одну величину шага обработки, управляется двумя рукоятками.
- Фартука. При его помощи проводиться продольное перемещение суппорта.
Благодаря своей практичности, лёгкости проведения разных видов работ, аппарат стал одним из самых распространённых, среди оборудования связанного с обработкой металлической заготовки. Кроме основных преимуществ данной модели, его легко ремонтировать, проводить необходимые процедуры для улучшения рабочего процесса и продления срока эксплуатации.
Кроме всех преимуществ у данного аппарата есть ещё одно и её нельзя не упомянуть, это его цена. По сравнению с ценами на другие подобные аппараты, его цена более доступна покупателю, и его практичность и эффективность тоже на высоте.
Схема электрическая
Основной электродвигатель работает от трехфазного тока напряжением 380/220 В. Он приводит в движение основные рабочие узлы:
- вращает шпиндель через коробку передач;
- перемещает суппорт и салазки через вал и винт.
Двигатель включается и выключается на передней панели станка. При отключении – нажатии на кнопку «Стоп», цепь размыкается, ток перестает поступать на обмотку и включается торможение.
От основного привода, через понижающий трансформатор, работает освещение станка – светильник на гибкой ножке с лампочкой в 36 В. Он установлен на задней части суппорта и перемещается вдоль станка вместе с резцом.
Второй двигатель запускает насосы системы смазки и охлаждения. Он включается автоматически в начале работы оборудования.
Электрооборудование имеет защиту:
- нулевую на катушках пускателя;
- тепловое реле от перегрузок;
- автоматы и плавкие вставки от короткого замыкания.
Важно!
Все электрооборудование подключается к контуру заземления.
Установочный чертеж
Площадка под монтаж станка имеет размеры 1350×505 мм. Длина и ширина агрегата по крайним выступающим точкам (ручкам) составляет 1380 мм и 706 мм. На расстоянии 76 мм от задней границы имеется 3 крепежных болта. Первый на удалении 76 мм от левого торца под передней бабкой. Межцентровое расстояние между остальными 437 и 750 мм.
Впереди со стороны передней бабки 2 болта на расстоянии 351 от крепежей, расположенных сзади.
Инструкция по использованию, паспорт
Перед началом работы на станке 16У04П надо ознакомиться с Руководством. В нем после требований к упаковке и транспортировке, указана комплектация оборудования и условия эксплуатации:
- после каждой смены убирать стружку, протирать и смазывать направляющие;
- замена масла осуществляется ежемесячно;
- резцы устанавливаются в резцедержатель с толщиной стебля 10×10 мм и 12×12 мм;
- профилактические осмотры и замена быстро изнашиваемых деталей каждые 6 месяцев.
Токарно-винторезные станки 16У04П предназначены для обработки стальных и чугунных деталей. Точение деревянных и пластиковых заготовок выполняется специальным инструментом в крайних случаях.
Паспорт станка вы можете бесплатно скачать по ссылке — Паспорт токарного станка 16У04П.
Габаритные размеры рабочего пространства
Зона возможной обработки токарного оборудования определяется предельными возможностями его механизмов, непосредственно задействованных в процессах позиционирования и точения, а также узлов и агрегатов, ограничивающих их возможности. Предельная длина обточки при токарной обработке определяется максимальным межцентровым расстоянием. Токарный станок 16У04П производился с двумя вариантами РМЦ: 350 и 450 мм. Максимальный диаметр обточки над направляющими и кареткой у обоих вариантов одинаков и составляет соответственно 200 и 118 мм, а максимальный ход поперечных салазок — 133 мм.