Конструкция оборудования
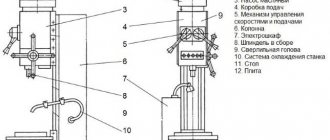
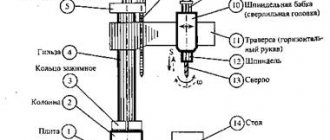
Радиально-сверлильный станок модели 2М55 состоит из:
- рукава (траверсы);
- плиты-основания;
- системы охлаждения;
- коробки скоростей;
- головки для сверления;
- устройства, обеспечивающего фиксацию сверлильной головки;
- станции гидравлического оборудования;
- панели гидравлического оборудования, гидравлических коммуникаций, гидропреселектора и его привода;
- главного гидравлического цилиндра;
- редуктора;
- устройства, обеспечивающего подъем траверсы;
- вала червяка;
- токосъемника;
- колонны;
- электрического оборудования головки, рукава и колонны;
- шпиндельного узла;
- коробки подач;
- фрикционной муфты;
- механизма, обеспечивающего перемещение рабочей головки в ручном режиме;
- противовесного устройства;
- системы управления;
- устройства для включения подач и управления ими;
- насосного механизма.
Устройство станка 2М55
Функцию основания радиально-сверлильного станка выполняет массивная плита. На ней монтируется цоколь для установки вращающейся колонны. На выполненной из стали колонне находится рукав с рабочей головкой, перемещение которого обеспечивает специальный механизм.
Доступ для регулировки давления в гидросистеме осуществляется с тыльной стороны станка
Рабочая головка – это отдельный механизм, включающий несколько конструктивных элементов: шпиндельный узел, противовес, коробку подач и скоростей. По траверсе данный узел перемещается в ручном режиме, а в необходимом положении фиксируется посредством специального зажимного механизма.
Снятая рабочая голова станка
Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Электрооборудование
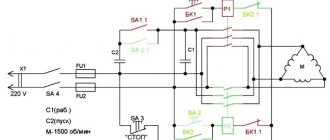
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
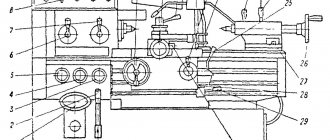
Органы управления
На станок 2М55 руководство по эксплуатации приводит описание управления станком.
Органы управления станком 2М55
На рисунке представлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины сверления – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны вместе с сверлильной головкой – 10;
- зажим колонны вместе с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- точная настройка лимба -13;
- амперметр (индикатор нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- индикатор преднабора – 16;
- подъем рукава – 17;
- отключение шпинделя – 18;
- рукоятка преднабора – 19;
- пуск главного двигателя – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- местное освещение – 26;
- включение механической подачи – 29;
- точная подача вручную – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
2М55 2М57 2А554
Станок 2М55
Cтанок радиально сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Запасные части к станку 2М55
| № | Наименование | Маркировка |
| 1. | Гайка биметаллическая | 2М55.00.22.010 |
| 2. | Главный цилиндр управления фрикционной муфтой | 2М55.50.66.000 |
| 3. | Колесо червячное | 2М55.50.27.015 |
| 4. | Муфта | 2М55.50.27.033 |
| 5. | Привод гидропреселектора | 2М55.50.46.000 |
| 6. | Тормозное кольцо |
Станок 2М57
Станок радиально-сверлильный 2М57 предназначен для сверления, рассверливания, зенкования, развертывания, нарезания резьбы. Применяется в условиях единичного и серийного производства.
| № | Наименование | Маркировка |
| 1. | Диск фрикционный | 2М57.75.15.033 |
| 2. | Диск фрикционный | 2М57.75.15.042 |
| 3. | Диск фрикционный | 2М57.75.15.047 |
| 4. | Диск фрикционный | 2М57.75.15.081 |
| 5. | Избиратель скоростей | 2М57.75.49.000 |
| 6. | Противовес в сборе | |
| 7. | Тормозное кольцо | |
| 8. | Узел перемещения головки |
Станок 2А554
Радиально-сверлильный станок модели 2А554 служит для того, чтобы обрабатывать отверстия деталях среднего и крупного габаритов. Данный станок предоставляет возможность осуществлять такие виды работ, как сверление, развертывание, зенкерование, нарезание резьбы и подрезка торца. Радиально-сверлильное оснащение модели 2А554 активно используется как в единичном, так и в мелкосерийном и серийном производстве.
| № | Наименование | Маркировка |
| 1. | Колесо червячное | 2А554.50.26.082 |
| 2. | Коробка подач | 2А554.50.17.000 |
| 3. | Коробка скоростей в сборе | 2А554.50.16.000 |
| 4. | Механизм включения подачи в сборе | 2А554.50.26.000СБ |
| 5. | Механизм переключения подач | 2А554.50.25.000 |
| 6. | Шпиндель |
Быстроизнашивающиеся детали к станкам
| № | Наименование | Маркировка |
| 1. | Гидропреселектор | 2А554.50.45.000 |
| 2. | Гидропреселектор | 2А576.81.46.000 |
| 3. | Гидропреселектор | 2М55.50.45.000 |
| 4. | Диск фрикционный (комплект) | 2А554 |
| 5. | Диск фрикционный (комплект) | 2А576 |
| 6. | Диск фрикционный (комплект) | 2М55 |
| 7. | Диск фрикционный (комплект) | 2М57 |
| 8. | Диск фрикционный (комплект) d=140мм | 2М58 |
| 9. | Муфта фрикционная | 2576.81.15.000 |
| 10. | Муфта фрикционная | 2576.50.15.000 |
| 11. | Пружина противовеса | 2576.81.39.010 |
| 12. | Пружина противовеса | 2М55.50.56.020 |
| 13. | Пружина противовеса | 2М57.6112 (2М57.75.37.010) |
| 14. | Шпиндель (посадка 6 шлицев) | 2М55.50.55.000 |
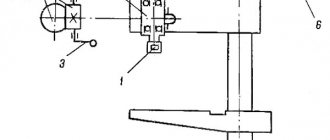
Конструкция радиально-сверлильного станка модели 2А554
Элементами, составляющими конструкцию радиально-сверлильного станка 2А554, являются:
- фундаментная плита, служащая одновременно основанием станка и базой для размещения обрабатываемой заготовки (для обеспечения фиксации последней на верхней поверхности такой плиты имеется несколько Т-образных пазов);
- колонна, которая обеспечивает поворот траверсы и ее перемещение по вертикальной оси (для легкого, плавного и точного вращения в основании колонны смонтирован подшипниковый узел);
- траверса, смонтированная на колонне;
- рабочая головка, которая перемещается в горизонтальной плоскости по направляющим траверсы;
- механизм, обеспечивающий поворот траверсы и ее фиксацию в определенном положении;
- главный электродвигатель, приводной механизм, коробка регулирования подач.
Основные узлы станка (нажмите для увеличения)
Органы управления находятся на боковой части сверлильной головки радиально-сверлильного станка 2А554, что делает работу на нем удобной и эффективной. Оператор выставляет режимы перед началом обработки, что дает возможность повысить не только ее производительность, но и точность выполнения.
Назначение органов управления (нажмите для увеличения)
Горизонтально-сверлильные
Этот тип оборудования предназначен для горизонтальной обработки различных деталей и заготовок. Сверлильный блок располагается в торцевой части относительно конструкции, а также имеет функцию смещения по высоте. Для этого в станке присутствует вертикально расположенные направляющие.
Специфика работы подобных моделей заключается в возможности обработки массивных деталей. Для этого конструкция оборудования должна включать в себя относительно большой рабочий стол. Для надежной фиксации деталей рекомендуется использовать магнитное основание. Чаще всего горизонтально-сверлильные установки применяются для комплектации больших производственных линий.
Специфика эксплуатации оборудования:
- наличие устройств для точного позиционирования сверла;
- поворотный механизм рабочего стола. С его помощью происходит смещение детали, что повышает производительность комплекса;
- сверлильный блок рассчитан на максимально возможные механические нагрузки. Это позволяет обрабатывать детали из специальных инструментальных сортов стали.
Основным недостатком данных моделей является высокая стоимость. Также следует учитывать трудоемкость обслуживания из-за сложности конструкции.
Настройка и наладка радиально-сверлильного станка 2Н55
Обрабатываемая деталь, в зависимости от ее габаритных размеров, крепится на плите или на столе станка. Крепление детали должно быть надежным, так как во время сверления деталь может провернуться и вызвать травму рабочего и повреждение станка.
В соответствии с выполняемой на станке операцией подбирается и устанавливается в шпиндель вспомогательный и режущий инструменты. При последовательной работе несколькими инструментами пользуются быстросменным патроном. 6 случае нарезания резьбы обязательно устанавливают предохранительный патрон.
При работе тяжелым инструментом следует отрегулировать пружину противовеса. Регулировка противовеса производится в нижнем положении шпинделя.
Рукав устанавливают на такой высоте, чтобы обработка велась при минимально выдвинутой пиноли шпинделя.
При выборе режимов резания следует иметь в виду динамические параметры станка (см.раздел “Краткая инструкция по использованию станков”).
Однако, выбор режимов, превосходящих указанные параметры, не приведет к разрушению деталей станка, так как его силовые узлы снабжены предохранительными устройствами, защищающими механизмы станка от перегрузки. При срабатывании предохранителей нужно снизить режимы.
Набор скоростей и подач производят следующим образом:
Случай 1 – шпиндель не работает, рукоятка управления фрикционной муфтой находится в среднем фиксированном положении. Поворачивают рукоятку набора скоростей или подач до совмещения нужной цифры на рукоятке с указательной рейкой. При этом на пульте загорается сигнальная лампа с надписью “набор режимов”. После того, как лампа погаснет, включают вращение шпинделя рукояткой управления фрикционной муфтой.
Направление вращения шпинделя, соответствующее положению рукоятки, обозначено стрелкой на табличке у рукоятки.
Механическая подача включается движением рукоятки 19 (см. рис. 15) вверх. Перед включением рукоятки управления фрикционной муфтой рукоятка 19 должна быть опущена.
Случай 2 – шпиндель работает, рукоятка управления фрикционной муфтой в одном из крайних положений» Поворачивают рукоятку набора в нужное положение, после того, как погаснет сигнальная лампа “набор режимов”, рукоятку управления фрикционной муфтой переводят в среднее фиксированное положение, затем снова включают рукоятку управления фрикционной муфтой,
В процессе работы механическую подачу можно включать и выключать рукоятками 25 (см. рис. 16). Включая механическую подачу рукоятками 25, перемещают их от себя.
Система охлаждения
В пустоты плиты размещена емкость для СОЖ. Охлаждающая жидкость подается в территорию резания, к наконечнику, насосом по шлангу. В зависимости от габаритов детали можно делать управление высоты наконечника.
В 2М55 кол-во СОЖ заливают в зависимости от продуктивности насоса. Его продуктивность 22 л/мин.
Горбыль используем отходы производства с пользой виды, получение, применение, расчет параметров
Система охлаждения станка
Список компонентов системы охлаждения:
- крышка закрывающая емкость -1;
- насос в сборе – 2;
- шланг – 3;
- тройник – 4;
- регулятор опускания – 5;
- штанга – 6;
- наконечник – 7;
- шарнирное соединение – 8;
- сетка – 9.
Радиально-сверлильное оборудование 2М55 с ЧПУ
Для повышения производительности агрегатов этой марки улучшения качества обработки деталей на металлургических предприятиях и машиностроительных заводах в дополнение к ним может использоваться ЧПУ. В модификациях с ЧПУ (к примеру, станок 2М55Ф2) программное обеспечение закладывается обычно на перемещение по трем осям, номер инструмента и на параметры режима обработки. Заготовка в этом случае может устанавливаться на столе-плите или на фундаменте агрегата. Инструменты оператор меняет вручную.
Для обеспечения бесперебойной работы радиально-сверлильного станка с ЧПУ 2М55 рядом с ним обычно устанавливается стеллаж на 18 инструментов. Каждая ячейка последнего оборудуется лампочкой, сигнализирующей об очередности установки в шпиндель. Сюда же монтируются переключатели для контроля за порядком использования инструментов.
Основные элементы конструкции 2М55
Собственно схема радиально-сверлильного станка 2М55 включает в себя следующие крупные узлы:
- основание;
- колонну;
- сверлильную головку;
- траверсу.
Основание агрегата служит для фиксации заготовок.
Современной промышленностью выпускаются станки радиально-сверлильные различных компоновок:
- стационарные настольные;
- с перемещающейся вдоль поверхности заготовки колонной;
- перемещающиеся по рельсам крупные станки;
- монтируемые непосредственно на самой заготовке возле обрабатываемой поверхности.
Модель 2М55 относится к первому типу оборудования. Компоновку станочной части она имеет двухколонную. Такая конструкция дает оператору при работе массу преимуществ. Дело в том, что на станках типа невозможно смещение шпинделя при зажиме колонны. То есть конструкция узла получается максимально жесткой. Это, в свою очередь, помимо всего прочего, позволяет обрабатывать заготовки очень качественно.
Зажим у колонны радиально-сверлильного станка 2М55 (чертеж его с указанием элементов представлен ниже) предусмотрен гидравлический. Расположен он в корпусе редуктора механизма подъема рукава.
Сверлильная бабка радиально-сверлильного станка 2М55 состоит из коробок скоростей и передач. Рабочий инструмент в таком оборудовании вращается от электродвигателя. Устанавливается он, как и во всех других разновидностях станков, в шпиндель. Посадочное отверстие последнего имеет конусообразную форму.
Кинематическая схема радиально-сверлильного станка 2А53
Кинематическая схема радиально-сверлильного станка 2А53
Описание кинематической схемы станка
Кинематическая схема станка (рис. 9) состоит из четырех кинематических цепей:
- Цепь вращения шпинделя;
- Цепь подачи (вертикального перемещения пиноли со шпинделем в сверлильной головке);
- Цепь вертикального перемещения рукава по цепи по колонне
- Цепь горизонтального перемещения сверлильной головки по рукаву.
Шпиндель получает вращение от двухскоростного электродвигателя 42, который через пару зубчатых колес 1 и 2 сообщает вращение валу II коробки скоростей (см. рис. 18).
На валу II расположены две фрикционные муфты 43 и 44. При включении верхней муфты 43 вращение на вал IV передается шестернями 3 и 4, при включении нижней муфты 44 — шестернями 5, б и 7.
Наличие вала III с паразитной шестерней 6 обеспечивает изменение направления вращения шпинделя при переключении муфт. Числа зубьев указанных шестерен подобраны таким образом, чтобы число оборотов шпинделя при включении верхней муфты было в 1,41 раза выше, чем при выключении нижней муфты.
Это разрешает использовать муфты не только для реверсирования шпинделя, но и для изменения его скорости вращения. Сохранение же постоянным направления вращения шпинделя в этом случае достигается за счет автоматического реверсирования электродвигателя 42.
По гильзе шпинделя VI перемещается двойной зубчатый блок, имеющий три положения. В верхнем положении блок передает вращение шпинделю через шестерни 4 и 13; в среднем — через шестерни 10 и 12; в нижнем — шестерня 12 находится в зацеплении с шестерней 11. В этом случае шпиндель получает вращение от вала IV через вал Vпосредством зубчатых колес 8, 9, 11 и 12.
Сохранение направления вращения шпинделя при включении вала перебора V также обеспечивается за счет автоматического реверсирования приводного электродвигателя.
Следовательно, шпиндель имеет 12 различных скоростей вращения в диапазоне от 50 до 2240 об/мин., получаемых с помощью изменения числа оборотов электродвигателя, переключения фрикционной муфты и двойного зубчатого блока, играющего роль тройного блока.
Переключением фрикционной муфты без соответствующего реверсирования электродвигателя можно получить те же 12 скоростей вращения шпинделя, но только в обратном направлении.
Коробка подач (см. рис. 23) получает вращение от шпинделя через постоянный редуктор с шестернями: 14 и 15, 16 и 17, 18 и 19.
Последняя шестерня 19 закреплена на валу IX, по которому перемещается двойной зубчатый блок, Этот блок передает валу X две скорости вращения через шестерни 20 и 21 или 22 и 23.
Четырехвенцовый зубчатый блок, перемещающийся по валу XI, сообщает этому валу 8 скоростей через зубчатые колеса: 23 и 24, 25 и 26, 27 и 28 или 29 и 30. При включении зубчатой муфты 45 вращение от коробки подач передается валу XII механизма подачи (см. рис. 24). Червяк 31, сидящий на этом валу. через червячное колесо 32, сообщает вращение валу XIII, шестерня 33 которого находится в зацеплении с зубчатой рейкой 48, нарезанной на пиноли шпинделя.
Таким образом, пиноль с расположенным в ней шпинделем получает 8 величин механической подачи на один оборот шпинделя.
При выключенной муфте 45 можно с помощью маховика 46 производить подачу шпинделя вручную.
Быстрое перемещение шпинделя выполняется при помощи рукояток 47.
Механизм вертикального перемещения рукава (см. рис. 14) приводится во вращение отдельным электродвигателем 49. Вращательное движение через шестерни 36 и 37, 38 и 39 сообщается винту 40, который, вращаясь в гайке 41, укрепленной в рукаве, обеспечивает подъем или опускание последнего. Изменение направления перемещения рукава производится реверсированием электродвигателя 49 при помощи кнопочной станции.
Ручное перемещение сверлильной головки по направляющим рукава выполняется вращением маховичка 52 (см. рис. 25), который укреплен на валике XIV. расположенном внутри вала XIII. Шестерня 34, сидящая на валике XIV, находится в зацеплении с шестерней 35, которая соединена с зубчатой рейкой 51, укрепленной на рукаве. При вращении маховичка 52 шестерня 35 перемещается по рейке, передвигая сверлильную головку.
Порядок работы на станке 2К52-I
Настройка, наладка и режим работы
После установки станка обратите внимание на его устойчивость и при необходимости закрепите основание (при работе на тяжелых режимах). Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим
Зажим рукава на бочке и сверлильной головки на каретке осуществляется вручную, поэтому перед каждым изменением положения рукава и головки следует производить их отжим, а после поворота обязательно полный зажим.
В связи с конструктивными особенностями станка 2К52-I (переносного типа), устанавливаемого обычно без жесткого крепления, режимы резания на нем назначаются более низкими по сравнению со станками стационарного типа.
Выбор режимов резания производится в зависимости от обрабатываемого материала и диаметра режущего инструмента. Рукоятка коробки подач устанавливается в положение, соответствующее выбранной механической подаче. Требуемую частоту вращения выбирайте двумя рукоятками, находящимися на лицевой стороне бочки, в соответствии с табличкой.
ВНИМАНИЕ! Переключать частоту вращения и подач можно только при остановленном шпинделе. При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя
При сверлении обращайте внимание на правильную заточку сверла, так как обработка инструментом с неправильной заточкой значительно повышает усилие подачи и сокращает долговечность подшипников шпинделя. Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток
Установка и отсчет требуемой глубины обработки производится по лимбу штурвального устройства с помощью рукояток.
Регулирование
В процессе эксплуатации станка возникает необходимость в регулировании отдельных его составных частей для восстановления их нормальной работы. Конструкция станка предусматривает возможность регулирования отдельных элементов, детали которых изнашиваются в процессе эксплуатации.
Регулировка зажима бочки на колонне производится поворотом гайки 1(см.рис.12) на угол, соответствующий износу резьбы, и затем блокировкой гайки 2.
Зажим считается достаточным, если бочка не поворачивается на колонне под действием усилия 1000 Н на конце рукава.
Зажим каретки на направляющих рукава можно отрегулировать поворотом эксцентрикового вала, воздействующего на втулку 3 (см.рис. 14), тягу в и прижим 7. Зажим каретки считается достаточный, если ее нельзя сдвинуть с места под действием усилия 2500 Н.
При необходимости отрегулировать зазор между призматическими направляющими рукава и каретки освободите зажимы эксцентриковых осей I и II и поворотом этих осей установите необходимый зазор (до 0,05 мм). При этом не должна нарушаться легкость перемещения каретки с головкой по рукаву. После окончания регулировки затяните зажимы эксцентриковых осей винтами.
Для облегчения усилия перемещения каретки по направляющим рукава на ней установлены подшипники, с помощью которых каретка находится во взвешенном состоянии по отношению к направляющим рукава. Регулировка осуществляется поворотом торсионного эксцентрика до начала появления зазора между передней направляющей рукава и кареткой.
Повышенный осевой люфт шпинделя устраняется подтяжкой гайки, доступ к которой возможен после извлечения шпинделя из корпуса сверлильной головки.
Регулировка предохранительной муфты от перегрузок по осевой силе производится двумя гайками 5 (см.рис. 17),которыми затягивают пружину 4. Номинальное осевое усилие достигается настройкой на режимы, причем при режимах, указанных в разделе 10.3, муфта обеспечивает передачу осевого усилия 7500±1000 Н ( срабатывания – проскакивания кулачков полумуфты 2 относительно кулачков полумуфты I – не происходит).
Предельные допускаемые режимы работы
Материал – сталь 45, ГОСТ 1050-74 Диаметр обработки – 25 мм Инструмент – сверло 25 мм Инструмент – сверло 25-3, ГОСТ 10903-77
Частота вращения шпинделя – 160 об/мин Подача – 0,125 мм/об Скорость резания – 14,2 м/мин Крутящий момент на шпинделе – 110±10 Н·м Осевая сила резания – 7500±1000 Н
Сферы применения и технические особенности станка
Станок 2М55, конструкция которого разработана в известном Одесском конструкторском бюро «АРС», служит для выполнения таких технологических операций, как:
- сверление и рассверливание отверстий;
- зенкерование;
- развертывание;
- растачивание предварительно выполненных отверстий;
- нарезание внутренней резьбы;
- подрезка торцов деталей и др.
Благодаря универсальности радиально-сверлильного станка модели 2М55 его успешно используют на предприятиях, выпускающих продукцию единичными, мелкими и средними сериями, и в сборочных цехах предприятий, работающих в сфере тяжелого транспортного машиностроения. Технические возможности станка позволяют оснащать его дополнительными приспособлениями и инструментами, благодаря которым это устройство можно использовать в крупносерийном производстве.
Массивное основание станка 2М55 позволяет разместить два стола и работать с крупногабаритными деталями
Важное преимущество использования рассматриваемого аппарата состоит в том, что обрабатываемая деталь остается неподвижной, а все перемещения совершает шпиндельный узел с закрепленным в нем режущим инструментом. Такая конструктивная особенность модели 2М55 позволяет экономить время, а также исключает необходимость перемещать габаритные и тяжелые детали по рабочему столу оборудования
Установочные размеры станка
К преимуществам радиально-сверлильного станка модели 2М55 относят следующие особенности.
- В верхней части агрегата отсутствуют механизмы, нуждающиеся в обслуживании, что значительно облегчает процесс использования аппарата.
- Зажим колонны из-за использования конусного механизма отличается высокой жесткостью, что делает возможной обработку на высоких скоростях. Благодаря такой характеристике увеличивается ход траверсы по колонне и головки для сверления по траверсе, в результате возрастает объем рабочего пространства.
- Благодаря двухстоечной компоновке радиально-сверлильного станка 2М55 и оснащению траверсы оборудования жесткими направляющими обеспечивается высокая точность обработки заготовок.
- Высокая скорость передвижения рукава по колонне и быстродействие его зажима значительно сокращают время выполнения вспомогательных операций.
- Конструкция направляющих станка, при разработке которой были использованы инновационные подходы, увеличивает его ремонтопригодность и сокращает время на техническое обслуживание. Особое значение имеют следующие характеристики радиально-сверлильного станка модели 2М55.
- Противовес, которым оснащен шпиндельный узел, дает возможность оперативно регулировать данный узел в зависимости от веса используемого инструмента.
- Колонна станка из-за специальной конструкции поворачивается очень легко, в результате оператор затрачивает минимум усилий при выполнении такой операции.
- Направляющие станка не нуждаются в частом шабрении, для восстановления их характеристик достаточно плановых мероприятий.
- Технические возможности радиально-сверлильного станка 2М55 предусматривают автоматическое отключение вращающегося инструмента тогда, когда он достиг требуемой глубины сверления.
- Зажим колонны благодаря своей особой конструкции создает значительный тормозной момент, что повышает производительность устройства.
- В конструкции радиально-сверлильного станка 2М55 имеется электрогидравлический преселективный механизм, управляемый дистанционно и позволяющий предварительно устанавливать необходимые характеристики сверления, а также оперативно изменять их в ходе обработки.
- Высокая жесткость станка 2М55 способствует тому, что ось шпинделя остается в исходном положении в процессе работы.
Органы управления станка (нажмите для увеличения)
Назначение
Как видно из названия, данная модель производит операции, связанные с обработкой отверстий. Используя различный инструмент, отверстия обрабатываются при помощи: сверления и рассверливания, зенкерования и цекования, а затем развертывания. Также на станке обрабатываются подрезанием торцы и нарезается резьба в теле детали.
Радиально-сверлильные станки 2М55, оснащение которых можно расширить специализированными приспособлениями, производят операции по выточке канавок внутри отверстий, вырезание на металлическом листе отверстий, а также могут проводить высокоскоростную обработку.
Главным достоинством радиально-сверлильных станков является отсутствие перемещения заготовки во время обработки. Тяжелые или с большими габаритами детали устанавливаются один раз, а обработка ведется путем перемещения инструмента над поверхностью детали. Такой метод снижает потерю времени на переустановку и избавляет от неудобств по кантованию.
Технические характеристики
- Диаметр сверления в стали 45 по ГОСТ 1050-38 , мм 32
- Диаметр сверления в чугуне СЧ по ГОСТ 1412-89, мм 40
- Расстояние от оси шпинделя до направляющей колонны (вылет), мм 1000
- Масса 2Л53У инструмента, кг, max 5
- Перемещение шпинделя, мм max 325
- Перемещение сверлильной головки по рукаву, мм, max 710
- Max вертикальное перемещение рукава по колонне, мм 6251
- Угол max поворота рукава вокруг оси колонны, град. 330
- Пределы частоты вращения шпинделя, мин-1 35,5 — 1400
- Число ступеней вращения шпинделя 8
- Число ступеней рабочих подач 6
- Габаритные размеры, мм ДхШхВ, мм 2500x1070x2840
- Вес, кг 3500
Облегченный радиально-сверлильный станок 2Л53У используется при единичном, мелкосерийном и серийном производстве. Оборудование активно применяют на небольших заготовительных предприятиях, цехах и заводах. Механизм способен выполнять такие технологические операции, как:
- зенкование;
- сверление;
- рассверливание;
- нарезание резьбы;
- развертывания;
- подрезка плоскостей резцом.
Перед тем, как приобретать станок 2Л53У, стоит подготовить бетонную основу под установку оборудования. Высота слоя должна быть не менее 40 см.
Основные части и узлы станка:
- чугунный рабочий стол, обладающий поворотной конструкцией, который может проворачиваться вокруг оси на +90 и -80 градусов вручную;
- система подачи охлаждающей жидкости (СОЖ);
- устройство переключения подач;
- сверлильная головка, в корпусе которой, имеется коробка скоростей и коробка подач, устройство для переключения подачи и органы управления;
- электрооборудование, проводка и электрошкаф;
- бочка на которой крепится поворотный стол, осуществляющий движение по вертикали и вокруг колонны на 360 градусов;
- элементы управления;
- механизм перемещения и зажима сверлильной головки.
- рукав, на котором находится механизм сверлильной головки;
- фундаментная плита, на которой расположена вертикальная чугунная колонна.
Чтобы предотвратить обрыв электропроводов, поворот рукава относительно колонны притеснен жесткими упорами. Передвижение бочки по колонне возможно за счет надежного соединения винта с кронштейном. Для предотвращения перегрева рабочего инструмента и быстрого износа оснастки, в конструкцию 2Л53У вмонтирована СОЖ, которая подает жидкость с помощью насоса охлаждения.
Чтобы переключить скорость и подачу, оператору необходимо воздействовать на рукоятку, которая находится справа на сверлильной головке. Предохранительная муфта расположена таким образом, что специалист может без демонтажа узлов произвести нужную регулировку.
Промышленное станочное устройство 2Л53У оборудовано тремя электродвигателями, а именно:
- для подачи охладительной жидкости в рабочую зону – 0,125 кВт;
- привод стола – 0,56 кВт;
- привод шпинделя – 2,2 кВт.
Станок 2Л53У надежно защищен от перегрузок и коротких замыканий с помощью предохранителя и теплового реле. Самовольное передвижение стола не допускается блокированной рукояткой отжима и конечным выключателем. Помимо этого, имеется специальное устройство торможения, которое управляется электромагнитом. Чтобы сработал пружинный тормоз, следует установить рукоятку в нейтральное положение, что приводит к автоматическому отключению электромагнита. Срабатывание тормозной системы в автоматическом режиме также происходит при умышленных или случайных отключениях электросети.
Радиально-сверлильный станок 2Л53У позволяет оператору выполнять обработку разного уровня сложности. Это возможно за счет широкого диапазона чисел оборотов и подач шпинделя. Большим преимуществом является то, что специалист, работая за станком, прилагает минимум физических усилий при меньших радиусах сверления, что позволяет увеличить эффективность рабочего процесса. Все виды технологических операций выполняются строго с международными стандартами качества.
Для усовершенствования механизма, в конструкцию монтируется:
- защитный экран для области сверления и резания;
- система воздушного охлаждения рабочей оснастки;
- поворотная или стандартная тумба.
Данная модель станка считается незаменимой, если на предприятии постоянно требуется обрабатывать металлические детали. Оборудование довольно простое в использовании и вполне может выступать самостоятельной производственной единицей.
Общая информация
Радиально-сверлильный станок 2М55 начали производить на Одесском станкостроительном заводе. Массовый его выпуск был налажен во второй половине двадцатого века. С того времени технические характеристики и базовая эл. схема станка немного изменилась, но принципы, по которым он работает, остались полностью прежними.
Мы не зря акцентируем внимание на том, что станок модели 2М55 относится к радиально-сверлильному типу. Этот момент оказывает огромное влияние на способ его работы. Да и эл. схема тоже серьезно изменяется в зависимости от конструкции станка. Достаточно всего лишь взглянуть в его паспорт, чтобы в этом убедиться.
Дело в том, что стандартные модели станков являются практически неподвижными. То есть шпиндель на них находится в зафиксированном состоянии. Конечно, их можно с успехом использовать для:
- сверления;
- расточки;
- зенкерования;
- нарезания резьбы и т.д.
Эл. схема и даже базовые технические характеристики агрегата это позволяют. Но есть в стандартных станках и свои минусы. Они заключаются в довольно стесненных движениях шпинделя.
Фундаментная плита выполняет функцию основания агрегата 2m55
То есть сверлить с его помощью можно без проблем, но если обрабатывать нужно тяжелую прочную заготовку с множеством необходимых рабочих областей, то тут уже начинаются неприятности.
Вам придется постоянно перемещать деталь в тисках, смещать ее относительно неподвижного шпинделя, что крайне сложно и неудобно. В первую очередь такое неудобство связано с простой потерей времени.
Ведь большие детали сами по себе имеют тяжелый вес. Для их новой фиксации необходимо разжимать тиски, снимать их крепление со стола (а схема их крепления чаще всего основывается на туго затянутых болтах) а затем еще и заново монтировать в новом положении.
Как видите, количество действий, что затрачиваются на простейший алгоритм работы довольно велико. Совсем другая ситуация происходит, когда используют радиально-сверлильный станок, в частности модель 2М55, 2М55Ф2 и т.д.
Преимущества
Радиально-сверлильный станок имеет множество преимуществ. Они касаются как технических характеристик, так и множества других параметров. Для того чтобы убедиться в этом, достаточно просто взглянуть на паспорт изделия.
Паспорт укажет вам все необходимые данные, вплоть до марки металла, что использовалась при создании того или иного элемента. Также в паспорт внесена базовая эл. схема станка и ее структура.
Сам по себе радиально-сверлильный станок 2М55 от других отличается возможностью перемещения головки шпинделя сразу в нескольких направлениях.
Электрический блок станка 2М55
В первую очередь шпиндель можно перемещать, за счет движения по рейке. На рейке он смонтирован в отдельном корпусе, вместе с двигателем и всем необходимым оборудованием.
Сама рейка крепится к колонне, как ее называют рабочие. Колонна – это основная рама крепления для станка и его двигателей, а также основной механизм для манипуляций. Колонна может как поднимать рейку из одного уровня на другой, так и вращать ее по горизонтали.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
В результате мы имеем крайне функциональный, и в то же время мощный механизм, чья эл. схема позволяет использовать его для самого разнообразного рабочего применения.
Шпиндель можно настроить углом поворота, высотой подъема и конкретной координатой на раме. Также можно настроить скорость его вращения, силу и даже направление вращения.
При этом станок 2М55 и его последующие модели 2М55Ф2 оборудован крайне удобным и широким столом или подставкой.
Модель станка 2М55 образца 1976 года
Этот стол имеет внушительную площадь, что дает рабочему определенное поле для маневра. Сочетая хорошую подвижность шпинделя радиально-сверлильного станка и крупную площадь стола, опытные мастера умудряются повысить скорость обработки сложных деталей в несколько раз.
Особенности станка 2М55Ф2
Станок 2М55Ф2 немного отличается от своей базовой модели. Описывать все его тонкости и нюансы мы не будем, отметим только самые главные.
А главные отличия лежат на поверхности, и увидеть их можно, даже не заглядывая в паспорт изделия. Принципиальная разница между станками 2М55 и 2М55Ф2 заключается в наличии во второй модели ЧПУ.
ЧПУ – это модуль числового программного обеспечения. Модулями ЧПУ оборудуют множество современных станков, так как это позволяет еще сильнее улучшить производительность на конечном этапе.
Современная разновидность станка 2М55
Эл. схема станка 2М55Ф2 тоже имеет отличия, но основные нюансы опять-таки касаются наличия программного модуля.
ЧПУ на станке 2М55Ф2 позволяет существенно сократить присутствие человека и затрату его усилий на обработку детали. Ведь от него теперь требуется только настроить устройство, задать ему правильные координаты и наблюдать за работой.
Машина сама переместит шпиндель в нужное место и начнет обработку.
Проблема ЧПУ только в их дороговизне и необходимости использования в нагрузку точных измерительных приборов, координатных столов и т.д.
Это интересно: Самодельный пистолет для пескоструйной обработки: устройство, инструкция, видео
Электрическое оборудование
На станке 2М55 электросхема отображает управление рабочими органами. Электрическая важная схема предоставлена на рисунке.
Электросхема станка 2М55
- Рабочую безопасность на станке предоставляют блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на мотор подаваться не будет до той поры, пока ручку управления не установят в нейтральное положение.
- Переключение скоростей невозможно в рабочий период гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне выполняется 2-мя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный мотор и мотор гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно лищь в ручную, нажав на кнопку отжима. Движение рукава по колонне выполняется от отдельного мотора М2.
Лучшие домашние кинотеатры 2022 года — 10 ТОП рейтинг лучших домашних кинотеатров хорошего качества
Схема обеспечивает преселективный преднабор частот вращения шпинделя и рабочих подач. Эти операции производятся в рабочий период станка. По завершении обработки сигнал с реле подается на мотор М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После чего происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на мотор шпинделя выполняется амперметром ИП1.
Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Конструктивные особенности
Компоновка устройства выполнена в двухколонном виде. В результате создана жесткая конструкция. Она не допускает перемещение оси шпинделя при фиксации колонны. Для жесткой установки используется специальный фиксатор, гарантирующий надежную установку. Поэтому сверление может выполняться с высоким значением подачи инструмента.
Поворот колонны происходит при небольшом приложении силы (10…15 Н). Достаточно ослабить фиксацию в ней. Поэтому оператор легко перенастраивает станок для выполнения нового вида работы.
21 скорость вращения шпинделя позволяет подобрать оптимальный режим сверления для самых разных типов конструкционных материалов, а также видов используемого инструмента.
При завершении сверления на заданную глубину автомат отключит подачу исполнительного инструмента вглубь обрабатываемой детали.
Работа противовеса заключается в уравновешивании нагрузок на сверлильной колонне, что облегчает настройку оборудования даже при использовании довольно тяжелого инструмента.