При выполнении токарной обработки в основном используется резец с одной или двумя режущими кромками. Обработанной поверхностью называется поверхность, полученная после снятия стружки с заготовки. Таким образом в результате обработки заготовки получается деталь с комплексными поверхностями различных форм.
Рабочий процесс состоит из нескольких этапов – продольное точение, работа с торцами, а также обработка профильной части заготовки. На производстве важно достигать хороших показателей эффективности труда. Поэтому рациональный подбор режимов резания и инструментального оснащения для оборудования является задачей, возлагаемой на плечи токаря.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
- Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок. Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
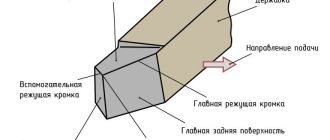
Изображение №1: конструкция токарного резца
Плоскости резания
Угловые параметры резцового токарного инструмента рассчитываются с помощью системы координатных плоскостей, среди которых базовыми являются основная, резания и главная секущая. Их взаимный наклон формирует углы заточки режущей части, обеспечивающие токарную обработку на расчетных режимах. Таким образом определяются следующие углы: главный передний (γ), главный задний (α), угол заострения (β), а также ряд других углов.
Углы резца
Работа токарного инструмента в процессе резания определяется угловыми параметрами передней и задней поверхностей. Поэтому основные углы резца — это главный передний (γ) и главный задний (α). При увеличении первого снижаются затраты мощности на выполнение резания, улучшается стружкоотвод и снижается шероховатость. С другой стороны, при увеличении переднего угла снижается толщина лезвия, что приводит к ухудшению его прочностных характеристик, усилению выкрашивания и уменьшению скорости отвода тепла. Основное назначение заднего угла — это снижение трения между поверхностью резания и главной задней. Кроме главных по функциональности углов α и γ при расчете определяется еще несколько углов, чьи величины влияют на класс чистоты токарной обработки, процесс формирования стружки и другие технические характеристики.
В зависимости от предназначения
Здесь речь чаще всего об обрабатываемых материалах.
Для дерева
Инструменты, обрабатывающие дерево, реализуются магазинами в таких комплектах:
- Гребёнки.
- Кольца.
- Крючки.
- Косые резцы.
- Обрезные резцы.
- Стамески.
- Рейеры.
- Мейселя.
Резцы и вращательные механизмы крепят друг к другу. Следы заготовок определяются сразу по инструментам, их формам, прочности, остроте. Это облегчает и выбор форм заготовок в итоге. От
Выбирая конкретные углы по заострению, опираются на материалы заготовок.
Для работ с металлом
Приваривание и припайка пластин – оптимальный выбор для резцов, обрабатывающих металл. В производстве отдают предпочтение быстрорежущим, твёрдым сплавам. В составах обычно присутствуют тантал или вольфрам, титан. Высокая прочность, доступная цена стали главным преимуществом для инструментов.
Часто применяют разновидности, у которых пластины сменные. Тогда их крепят к головке, с помощью специальных винтов или прижимных элементов. Пластины из минералокерамики – самые удобные для дальнейшей эксплуатации. Но тогда резец будет дорогим.
Твёрдые сплавы применяют в случае с рабочими поверхностями инструмента:
- Вольфрамовые.
- Титановольфрамовые.
- Танталово-вольфрамо-титановые.
Допустимы варианты с быстрорежущей сталью, либо её углеродистой разновидностью.
Установка резцов допустима на станки нескольких видов:
- Специального назначения.
- Револьверно-автоматные.
- Долбёжные.
- Токарные.
- Строгальные.
По виду обработки
Чистовые
Подача с небольшой скоростью. С болванки снимается материал, для которого характерна небольшая толщина. Проходной резец – наиболее популярная разновидность такого инструмента.
Получистовые
Много сходств с предыдущей разновидностью. Только характеристики у них используются в два раза меньшие по сравнению с аналогом. Назначение, особенности работы остаются почти одинаковыми.
Размеры и виды державок
Резцовая державка имеет несколько стандартных размеров:
Державка для токарного резца
- 16*10 — в основном используется для установки на учебных станках и выполнения несложных операций.
- 20*12 — для деталей нестандартных размеров.
- 25*16 — самый распространенный размер, подходящий для обработки большинства стандартизированных деталей из металла.
- 32*20 — второй по популярности, для более крупных металлических болванок.
- 40*25 — редко встречается в продаже, в основном изготавливается под заказ.
Правильный выбор резцов для выполнения определенной работы иногда составляет 100% успеха в обработке металла. Это касается черновых работ и несложных операций. А вот ради тонких и чистовой подгонки стоит разжиться дополнительными инструментами.
Виды резцов для токарного станка и их назначение
При описании видов токарного инструмента обычно применяют несколько классифицирующих признаков. По конструктивному исполнению он делится на две разновидности: цельный и сборный. В первом случае все изделие выполнено в виде монолитного бруска металла. А во втором в роли лезвия выступают съемные или паяные твердосплавные пластинки. По технологическому назначению токарные резцы делят на специальные, которые используют для обработки различных профилей и резьбонарезания, и изделия общего назначения, применяемые для наружного и внутреннего точения, отрезки и торцевой подрезки. Еще один различительный признак токарного инструмента — это конфигурация режущей части, которая зависит от его режимов эксплуатации и вида токарных работ. Для токарной обработки труднодоступных мест обычно используют изогнутый резец, имеющий несколько разновидностей, отличающихся длиной режущей части, формой изгиба, заточкой и назначением (петушковые, отогнутые, обратные резцы и прочие).
Еще один вариант классификации — это деление токарного инструмента по принципу чистоты обработки. Здесь обычно выделяют два класса: черновой и чистовой. Первый предназначен для обдирочных работ или предварительной токарной обработки, а второй — для финишных операций. Если черновой инструмент, за редким исключением, довольно однотипен, то среди чистового существует ряд разновидностей с собственными названиями. В качестве примера можно привести лопаточный и радиусный резцы с дугообразным лезвием, назначением которых является точное чистовое точение. Еще один отдельный вид — это алмазный резец, применяемый для токарных работ по сверхтвердым материалам. Ни на что не похожую конструкцию имеет чашечный токарный резец с круговой режущей поверхностью, который может работать долгое время без переточки.
Кроме стандартной классификации, существует множество названий специфического токарного инструмента, как правило, отражающего особенности его конструкции или технологии применения. К таким относится пружинный резец с изогнутой в виде волны резцовой частью, которая пружинит во время токарной обработки жестких и неровных материалов.
Отдельной категорией резцовых изделий для токарных станков являются строгальные резцы. При токарных операциях с их использованием подача осуществляется на неподвижную деталь. При этом припуск не срезается, как при вращении, а удаляется строганием. В такой конфигурации токарный станок выполняет ту же функцию, что строгальный или долбежный.
Прямые проходные
Используются для наружной обработки заготовок из стали.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку.
Расточные
Применяются для отверстий сквозной и глухой группы, выемок, углублений.
Резьбовые
Создают резьбу снаружи и внутри, с сечением в форме трапеции, прямоугольников и кругов. Изделия бывают ровными и выпуклыми, круглыми.
Для наружной резьбы
Выполняются из прочных сплавов (закаленная сталь, металлокерамика), копьевидной формы, позволяющей наносить метрические и другие винтовые спиральные линии нужной глубины. Выпускаются в трех наиболее распространенных размерах: 25 на 16, 16 на 10 и 32 на 20 мм (последние отличаются сравнительной редкостью использования).
Для внутренней резьбы
Актуальны только для тех деталей, у которых есть технологические отверстия большого сечения. Главная конструктивная особенность – наличие змеевидной головки. Державки могут похвастаться значительной длинной, необходимой для глубокого и осторожного проникновения инструмента внутрь зафиксированной заготовки в процессе выполнения операции. Подходят только для того оборудования, которое оснащено «гитарой». Их габариты, в миллиметрах:
- 16 х 16 х 150;
- 20 х 20 х 200;
- 25 х 25 х 300.
Ровные
Отличаются от предыдущего варианта сохранением прямоугольных граней.
Сборные
Рабочая часть резца 1, в которую посажен штифт 3, на него надевают твердосплавную пластинку 2. Закрепляется клином 5 и винтом 4. Так она надёжно зажимается в корпусе резца.
Пластинки выпускают 3-х, 4-х, 5 и 6-гранные. Преимущества: сокращается время на обработку детали, хороший отвод стружки. Вместо заточки, делают поворот пластинки.
Пластинки дешевле целого резца. Можно ставить на одну державку по очереди пластины из разных сплавов. Оптимальны в чистовом точении.
Режущий инструмент для станков с ЧПУ: типы, характеристика, требования
Дабы добиться отличной производительности, прекрасного качества обрабатывания деталей, каждый режущий инструмент для станков с ЧПУ обязательно должен соответствовать определенным требованиям. Тщательный отбор, подготовка необходимых инструментов, обеспечивающая техническую надежность, автоматизацию рабочего процесса станка с ЧПУ, включает соответствие высокого уровня прочности таких приспособлений с их универсальностью.
Для производства режущего инструментария употребляют:
- твердые сплавы;
- металлокерамику;
- сталь быстрорежущую;
- синтетические материалы.
Причем твердые сплавы в свою очередь также подразделяются на несколько групп, различающихся по своим эксплуатационным, физическим, химическим свойствам:
- титано-тантало-вольфрамовые;
- без вольфрамовые;
- вольфрамовые;
- тантало-вольфрамовые.
Об основных требованиях для режущих инструментов
Производственные станки с программным управлением, как правило, должны использовать такие режущие приспособления, что удовлетворяют ряду условий, таких как:
- стабильность режущих свойств;
- правильное формирование, выполнение отвода стружек;
- универсальность использования для обработки разного вида деталей на разнотипных станках;
- быструю их сменяемость для переналадки, обработки других деталей или же смены затупившегося инструмента;
- обеспечение необходимой точности обрабатывания деталей.
Внимание. В некоторых случаях, указанные выше требования к режущим инструментам, могут не позволить применять на устройствах с ЧПУ те, которые успешно применяются на обычных станках. Для таких современных станков сейчас выделяются специальные группы режущих, стандартизованных приспособлений.
Об инструментах, применяемых на токарных станках
Для обрабатывания деталей на токарных устройствах обычно используют:
- резцы;
- разного вида сверла;
- развертки;
- различные фрезы;
- метчики.
Об особенностях использования резцов
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.
О видах резцов
Обычно комплект режущих приспособлений, используемых таким станком с ЧПУ, содержит типовые резцы такого вида:
- проходные, согнутые с правой стороны на 45°, чтобы обеспечить снятие фасок, наружную обточку торцовых сторон;
- резцы контурного вида с пластинами в виде параллелограмма, позволяющими выполнять обточку цилиндрических, контурных деталей, обтачивать конусные детали до 30°;
- контурные, со специальными пластинами в форме параллелограмма для возможности обрабатывать поверхности полусферического вида и конусов до 57°;
- резьбовые, имеющие ромбические пластины, которые закрепляются сверху, давая возможность нарезать резьбу, с расстоянием шага от 2 до 6мм.
О сменных многогранных пластинках (СМП)
Резцы сборные с пластинами СМП приобрели наибольшую популярность, широкое распространение применения их на станках, имеющих ЧПУ, благодаря таким факторам как:
- экономный расход резательных дефицитных резцов;
- сокращение времени для наладки инструментов, при которой смена СМП может производиться без снимания корпуса резца;
- хорошее качество дробления стружек;
- не нужно постоянно затачивать сам резец.
Зависимость производительности режущего инструмента от методов закрепления пластинок
В приспособлениях сборного типа производительность, равно как и надежность, выносливость, долговечность их эксплуатации, зависит от способов закрепления многогранных пластин. Эти крепежи должны обеспечить:
- надежность (без возможных микроскопических смещений во время движения, производимого режущими инструментами);
- плотность контакта поверхностей между опорными пластинами и пазами;
- точное позиционирование и возможность взаимной замены рабочих кромок;
- поддержку геометрической стабильности;
- раздробление и надежное отведение стружек;
- наименьшее время, допущенное на смену лезвий.
Об инструментах, применяемых для фрезерных станков
Для фрезерования используются в качестве режущих приспособлений фрезы, которые бывают различных конструкций, и имеют специальные зубья для обрабатывания поверхности деталей.
Все фрезерные инструменты различаются между собой по:
- форме и внешнему виду зубьев;
- их направлению и исполнению;
- их применению и креплению.
Чтобы в патроне фрезерного станка хорошо укрепить фрезу, используют ее хвостовик, который крепят к зубьям методом сварки или разными крепежными элементами, например:
- болтами;
- специальными клиньями;
- винтами.
Иногда фреза может быть представлена единым целым со своей режущей частью. Так ее обычно и называют – цельной фрезой.
Важно. Некоторые современные станки с ЧПУ употребляют только цельные специальные концевые фрезы, имеющие хвостовики цилиндрического, а также конического вида для более прочного, скорого закрепления их в патроне фрезерных станков.
При производстве фрезерных инструментов чаще всего используются следующие материалы:
- металлокерамика;
- быстро-режущие стали;
- твердые сплавы, имеющие специальные алмазные напыления для усиления твердости.
О принципах обрабатывания фрезой
При фрезеровании с помощью зубьев фрезы снимается стружка со шлифуемых ими поверхностей, при этом она из зоны резания отводится специальными бороздками вдоль самой фрезы. Поэтому особое значение имеет расположение зубьев относительно друг друга. Правильное геометрическое взаимное расположение влияет на:
- быстроту резания;
- качество обрабатываемых поверхностей;
- износостойкость фрезы;
- экономию энергетических затрат;
- цену готовых изделий.
Внимание. Каждый тип предполагаемых заготовок, будь то дерево, камень, металл, оргстекло, например, требует определенного вида фрезерных приспособлений.
О видах фрез
Эти инструменты бывают разнообразного типа, которые обычно классифицируют по определенным группам, объединенным общим признаком. К таким признакам можно отнести, например:
- конструктивные особенности;
- геометрические формы;
- виды обрабатываемых деталей.
К конструктивным особенностям относят фрезы:
- цельные, сделанные из одного вида материала как неделимое целое со своей режущей стороной;
- составные фрезы, отличающиеся зубчатой частью, сделанной из прочной стали, припаянной или приваренной к хвостовику;
- сборные, у которых зубчатая часть прикрепляется к хвостовику простым механическим способом (при помощи болтов или винтов).
По геометрическому типу к таким режущим приспособлениям относятся фрезы:
- торцевые;
- цилиндрического типа;
- концевые;
- конического вида.
Операция фрезерования связана с режущими действиями, производимыми на поверхностях разных деталей, к примеру:
- шлифовальная обработка плоскостей;
- прорезывание пазов;
- нарезание разного вида резьбы;
- простое разрезание металла.
Бывают еще типизированные режущие инструменты, зависящие от вида отделываемых заготовок, к примеру, фрезы для обработки:
- меди, алюминия и других пластичных металлов;
- камня;
- дерева;
- оргстекла;
- стали.
В подобных случаях материал самих режущих частей на фрезах зависит от жесткости обрабатываемой заготовки и соответственно от конструкции специальных бороздок для отведения стружек, которые могут быть:
- пластичными;
- мелкими;
- крупными;
- хрупкими.
Об особенностях подбора режущих инструментов
Сейчас сложно представить фрезерный современный станок с ЧПУ без соответственно подходящих специальных фрезерных инструментов, без наличия которых нельзя достичь значительной производительности. Точность обрабатывания деталей, удобство эксплуатации – вот главные критерии предъявляемых к ним строгих требований.
На таких станках резательным инструментом часто являются фрезы концевого цилиндрического вида из твердосплавных или алмазных материалов. К их достоинствам относятся:
- обладание высокой износостойкостью;
- способность противостоять вибрации во время вращательного движения;
- повышенная жесткость;
- большая скорость резания;
- очень высокая точность обработки.
Все станки современного типа с числовым программным управлением могут выполнять самые сложные технологические действия, автоматически производя необходимую обработку деталей. Причем детали могут быть из чугуна, сплавов легких металлов, стали. Все действия таких устройств запрограммированы еще до начала рабочего процесса. И потому так важно правильно подобрать режущие инструменты, соответствующие всем необходимым требованиям и параметрам.
vseochpu.ru
Геометрия токарных резцов
Изображение: геометрия токарного резца.
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Режущий инструмент
Весь инструмент, использующийся в металлообработке, можно условно подразделить на режущий инструмент (фрезы, сверла, метчики и др.), непосредственно осуществляющий механическую обработку (резание), и вспомогательный, служащий для закрепления режущего инструмента в шпинделе станка (патроны, державки, оправки).
Станки могут иметь различные базовые конусы шпинделя, а режущий инструмент, в свою очередь, изготавливается с различными видами хвостовиков.
Базовый конус станка – выход шпинделя, выполненный в соответствии с одним из стандартных вариантов исполнения. Различают метрические конусы (7:24 или ISO 7388.1), конусы Морзе (отечественные фрезерные станки или оборудование сверлильной группы), HSK (современные станки, предназначенные для высокоскоростной обработки).
Таким образом, вспомогательный инструмент является неким переходником между шпинделем станка и режущим инструментом. Совокупность режущего и вспомогательного инструментов называется инструментальным блоком. Отметим, что в инструментальном блоке могут находиться несколько вспомогательных инструментов и только один режущий (основной). Большие инструментальные блоки снижают жесткость технологической системы и уменьшают точность установки режущего инструмента, в результате чего ухудшаются условия обработки и качество изделия.
Рис. 2.4. Фрезы с механическим креплением режущих пластин
По технологическому признаку различают фрезы для обработки плоскостей, пазов и шлицев, зубчатых колес, резьбы, фасонных поверхностей, для разрезки материала и т. д.
По конструктивному признаку различают:
- по устройству фрезы (цельные, составные, со вставными зубьями);
- по конструкции зуба (с острозаточенными, с затылованными зубьями);
- по направлению зуба (прямые, наклонные, винтовые зубья);
- по способу крепления (насадные, хвостовые – с цилиндрическим или коническим хвостовиком).
По материалу, из которого они изготовлены: быстрорежущая сталь, твердый сплав и др. В современной инструментальной практике львиную долю составляет цель- ный твердосплавный или быстрорежущий инструмент, а также инструмент с механическим креплением режущих частей (пластин). Твердые сплавы допускают работу со скоростями резания, превышающими в 5–10 раз скорости обработки быстрорежущими инструментальными сталями, обладают большей температурной стойкостью и износостойкостью. При выборе фрезы технолог прежде всего руководствуется следующими параметрами:
- диаметр и длина рабочей части;
- форма профиля рабочей части;
- материал рабочей части;
- количество зубьев (режущих граней);
- форма и размер крепежной части.
Рис. 2.5. Цельные концевые фрезы
Обычная концевая фреза имеет несколько режущих зубьев (2, 3, 4, 6 или и прямоугольный профиль режущей части. Зубья фрезы разделены винтовыми канавками, которые обеспечивают отвод стружки из зоны резания. В случае, когда необходимо получить переход от одной поверхности к другой с определенным радиусом, применяют фрезы со сферическим концом или с небольшим радиусом в основании профиля. Фрезы со сферическим концом и шаровые фрезы часто ис пользуются при обработке поверхностей сложной формы, например штампов и пресс-форм. Конические фрезы предназначены для фрезерования наклонных поверхностей и поднутрений.
Концевые фрезы наиболее универсальны – они позволяют обрабатывать плоскости, пазы и уступы. Существуют и другие типы фрез: торцовые, дисковые, пазовые. Эти фрезы, как правило, служат для выполнения фрезерных операций «узкой» направленности. Например, торцовая фреза – это лучший инструмент для фрезерования открытой плоскости, а дисковая – для обработки глубокого узкогопаза за один проход.
Рис. 2.6. Торцовая фреза и режущая пластина
Широкое распространение получили фрезы с механическим креплениемплас тин из твердого сплава и других инструментальных материалов. На корпусах таких фрез имеются специальные посадочные места, в которые устанавливаются пластины. Крепление пластин к стальному корпусу, как правило, осуществляется при помощи обычных винтов. Пластины имеют несколько граней, и в случае износа одной из них существует возможность развернуть пластину «свежей» гранью. Когда износятся все грани, то пластину можно выбросить и поставить новую. Получается очень экономичное решение, поскольку цельные твердосплавные фрезы стоят довольно дорого. Современные режущие пластины проектируются с учетом работы в различных условиях и отличаются геометрией передней поверхности.
Шаг зубьев фрезы может быть крупным, нормальным и мелким. Фрезы с различным шагом зубьев предназначены для различных условий обработки с точки зрения ее стабильности, энергозатрат и наличия склонности к вибрациям. Уменьшенное количество пластин – стандартное решение для производительной обработки при недостаточной мощности станка или низкой жесткости системы СПИД (станок – приспособление – инструмент – деталь). Фрезы с нормальным шагом универсальны для большинства операций. Мелкий шаг или максимальное число пластин на корпусе фрезы данного диаметра рекомендуется использовать для обработки при высокой жесткости системы СПИД, а также при фрезеровании материалов, дающих элементную стружку, титановых и жаропрочных сплавов.
На толщину срезаемого слоя при фрезеровании влияет главный угол в плане, который измеряется между главной режущей кромкой пластины и обрабатываемой поверхностью. Уменьшение угла в плане ведет к образованию более тонкой стружки для данного диапазона подач. Уменьшение толщины стружки происходит из-за распределения одного и того же объема снимаемого металла на большей длине режущей кромки. При меньшем угле в плане режущая кромка постепенно входит в работу и выходит из нее. Это уменьшает радиальную составляющую силы резания и защищает режущую кромку от возможных поломок. С другой стороны, неблагоприятным фактором является увеличение осевой составляющей силы резания, что вызывает ухудшение шероховатости поверхности тонкостенных деталей.
При угле в плане 90° сила резания направлена радиально в соответствии с направлением подачи. Основная область применения таких фрез – обработка прямоугольных уступов.
Рис. 2.7. Угол в плане 90°
При работе фрезой с углом в плане 45° осевые и радиальные силы резания практически одинаковы и потребляемая мощность невысока. Это фрезы универ- сального применения. Особенно они рекомендуются для обработки материалов, дающих элементную стружку и склонных к выкрашиванию при значительных радиальных усилиях на выходе инструмента. При врезании инструмента меньше нагрузка на режущую кромку и меньше склонность к вибрациям при закреплении в приспособлениях с небольшими усилиями зажима. Меньшая толщина срезаемого слоя при угле в плане 45° позволяет увеличивать минутную подачу стола, то есть повысить производительность обработки.
Фрезы с углом в плане 10° рекомендуются для продольного фрезерования с большими подачами и плунжерного фрезерования, когда характерны небольшие толщины стружки и высокие скоростные параметры. Преимуществом обработки такими фрезами являются низкие радиальные усилия резания. А также преобладание осевой составляющей силы резания как при радиальном, так и при осевом направлении подачи, что уменьшает склонность к вибрациям и предоставляет большие возможности для увеличения скоростей снятия материала.
Рис. 2.8. Угол в плане 45°
У фрез с круглыми пластинами главный угол в плане меняется от 0 до 90° в зависимости от глубины резания. Эти фрезы имеют очень прочную режущую кромку и могут работать при больших подачах, поскольку образуют довольно тонкую стружку на большой длине режущей кромки. Фрезы с круглыми пластинами рекомендуется применять для обработки труднообрабатываемых материалов, таких как титан и жаропрочные сплавы. Направление сил резания меняется вдоль радиуса пластины, поэтому направление суммарной нагрузки зависит от глубины резания. Современная геометрия круглых пластин делает их более универсальными, обеспечивая стабильность процесса резания, меньшую потребляемую мощность и, соответственно, меньшие требования к жесткости оборудования. В настоящее время эти фрезы широко используются для снятия больших объемов металла.
Рис. 2.9. Фрезы с круглыми пластинами
planetacam.ru
Резцы для токарных станков – на что обратить внимание
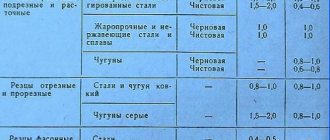
Выбирая данный металлорежущий инструмент необходимо обратить внимание на следующие основные параметры:
- материал и геометрия режущей части;
- способ стружколомания;
- прочность и устойчивость к вибрации режущих кромок и державки;
- форма и размеры съёмной или привариваемой пластинки;
- геометрия, конструкция и шероховатость гнезда для пластины;
- стойкость и размерная стойкость резца;
- углы резца;
- обеспечение заданной шероховатости обрабатываемой поверхности.
Зависимость производительности режущего инструмента от методов закрепления пластинок
В приспособлениях сборного типа производительность, равно как и надежность, выносливость, долговечность их эксплуатации, зависит от способов закрепления многогранных пластин. Эти крепежи должны обеспечить:
- надежность (без возможных микроскопических смещений во время движения, производимого режущими инструментами);
- плотность контакта поверхностей между опорными пластинами и пазами;
- точное позиционирование и возможность взаимной замены рабочих кромок;
- поддержку геометрической стабильности;
- раздробление и надежное отведение стружек;
- наименьшее время, допущенное на смену лезвий.
Маркировка по ГОСТ
Требования к производству станков для металлообработки, а также вспомогательного оборудования жестко регламентируются требованиями межгосударственных стандартов.
К стержням режущих приспособлений предъявляют гораздо меньше требований по сравнению с элементами контактной группы. Их изготавливают из стали марки 45 или 50.
Для каждого типа конструкции существует отдельный стандарт. Например, изготовление проходных резцов с верхним прихватом сменной пластины регулируется ГОСТ 26611-85.
При производстве пластин из быстрорежущей стали используют кобальтовые составы:
- Р9К5;
- Р9К10;
- Р18Ф2К5.
После проведения температурной обработки их твердость достигает 67 HRC.
К шероховатости поверхности приспособлений предъявляют особые требования. После проведения доводки передней и задней частей степень чистоты должна соответствовать 9 классу.
Условные обозначения в соответствии с требованиями межгосударственного стандарта наносят на боковую поверхность.
В качестве примера расшифруем маркировку Т15К6:
- «Т». Первая буква говорит о том, что в качестве материала изготовления использовался твердый состав титановой группы.
- «15». Цифра указывает на массовую долю карбида титана в продукте.
- «К». В состав продукта входит кобальт.
- «6». Массовая доля вышеуказанного химического элемента.
Классификация инструмента
Существует множество параметров классификации резцов в соответствии с действующими ГОСТ. Согласно конструктивным особенностям выделяют следующие типы токарных резцов:
- монолитные, в которых режущая головка и державка являются цельной конструкцией;
- сборные, в которых на головке выполнена напайка пластины из быстрорежущего сплава, обеспечивающая повышенную эффективность обработки — это один из наиболее распространенных разновидностей инструмента;
- сборные, с механически закрепленной пластиной — пластину на головке фиксирует болт, в такой конфигурации выполняются резцы с металлокерамическими пластинами;
- регулируемые.
Функциональность резцов
В зависимости от качества обработки токарные резцы делятся на черновые и чистовые. Геометрия чернового инструмента обеспечивает возможность снятия материала большой толщины и сохранение твердости при сильном нагреве, возникающем при высокой скорости обработки. Чистовые аналоги имеют другое назначение, они нужны для работы на низких оборотах для снятия небольшой толщины материала.
Также выполняется классификация инструмента по направлению подачи, согласно которой выделяют правые и левые резцы. Под направлением подачи подразумевается сторона, с которой находится основная режущая кромка инструмента в момент, когда его головка обращена к лицевой части обрабатываемой детали.
Разновидности резцов
Функциональное назначение — один основных параметров классификации данного инструмента. В соответствии с назначением токарные резцы делятся на:
- Отрезные (ГОСТ №18874-73) — используются на станках с поперечной подачей рабочего инстурмента, предназначены для обочки и обработки торцевый частей заготовок.
- Проходные (ГОСТ №18871-73) — могут устанавливать на станка как с поперечной, так и с продольной подачой. Применяются для подрезки торцов, обточки, формирования деталей конической и цилиндрической формы.
- Отрезные, они же канавочные (ГОСТ №18874-73) — монтируются на станки с поперечной подачей. Используются для резки монолитных кусков металла и протачивания канавок кольцевой формы.
- Расточные (ГОСТ №18872-73) — предназначены для растачивания отверстий (сквозных и глухих), формирования углублений и выемок.
- Фасонные (ГОСТ 18875-73) — используются с целью снятия наружных и внутренних фасок.
- Резьбовые (ГОСТ №18885-73) — позволяют нарезать резьбу метрического, дюймового и трапецеидального сечения (как внутреннюю, так и наружную).
Также токарные резцы делятся прямые, отогнутые и оттянутые в зависимости от положения режущей кромки по отношению к державке. В отогнутых кромка выполнена в виде прямой линии, в отогнутых — изогнутую, в оттянутых — кромка уже, чем ширина стержня.
Какие резцы выбрать, где купить?
Чтобы определить, какие резцы нужны именно в вашем случае, необходимо определиться со следующими моментами:
- какой металл вы будете обрабатывать и какие операции будут выполняться;
- расставить приоритеты между качеством, эффективностью обработки и износоустойчивостью инструмента.
В целом, начинающему токарю необходимо иметь в распоряжении три вида резцов: проходные (маркировка SDACR) — для обработки торцов, наружные нейтрального типа (SDNCN) и расточные (SDQCR). Это базовый комплект, позволяющие выполнять большую часть технологических операций.
Если вы заинтересованы в покупке инструмента на долгосрочную эксплуатацию, имеет смысл взять набор токарных резцов со сменными пластинами. В последствии вы сможете менять расходники, а не покупать новые державки после износа режущей головки.
Пару слов о производителях. Среди компаний, реализующих действительно качественную продукцию, которую стоит купить, выделим фирмы Hoffman Garant (Германия) и Proma (Чехия). В сегменте отечественных производителей внимания заслуживают фирмы СиТО (Гомельский инструментальный завод) и Калибр. Заказать с доставкой резцы можно по указанным ссылкам.
Также имеет смысл приобрести заточную машинку, которая позволит вам самостоятельно возвращать резцам работоспособность при износе, а не пользоваться услугами сторонних мастеров. Тут необходимо заточно-шлифовальный агрегат оснащенный системой постоянного охлаждения с двумя абразивными кругами — из карбида кремния (для резцов из быстрорежущих сплавов) и электрокорунда (для твердосплавного инструмента). При заточке первоначально необходимо обработать переднюю плоскость режущей головки, затем — дополнительную и заднюю, пока не сформируется ровная режущая кромка.
Режущий инструмент для фрезерных станков с ЧПУ
В качестве режущего инструмента на фрезерных станках с ЧПУ используются фрезы. Несмотря на конструктивное разнообразие, каждая фреза имеет режущие лезвия (зубья), взаимодействующие с обрабатываемой поверхностью заготовки. Для закрепления в патроне станка служит хвостовик фрезы. Хвостовик может крепиться к зубчатой части сваркой (или другими крепёжными элементами – винтами, болтами, клиньями и пр.), или представлять единое целое с режущей частью (тогда фреза называется цельной). В скоростных автоматических станках с ЧПУ предпочтение отдаётся цельным концевым фрезам с цилиндрическим или коническим хвостовиком – для быстрого и надёжного закрепления в патроне шпинделя. Материалом для изготовления фрез служит быстрорежущая сталь, металлокерамика, а также твёрдые сплавы с алмазным напылением.
Принцип обработки
При взаимодействии инструмента с заготовкой зубья фрезы снимают стружку с обрабатываемой поверхности. Специальные канавки вдоль тела фрезы способствуют отводу стружки из области резания. Нетрудно догадаться, что взаимное расположение зубьев и их геометрия оказывают решающее влияние на качество обработки поверхности, скорость резания и стойкость к износу самой фрезы. А также на величину потерь на трение и нагрев, а, следовательно, энергетические затраты на обработку и конечную стоимость готового изделия. Поэтому для каждого типа заготовки (деревянной, металлической, пластиковой, из оргстекла или камня) используются специальные фрезы.
Виды фрез
Разнообразные типы фрез можно классифицировать по группам, взяв за базис один из следующих признаков.
По конструктивным особенностям:
• Цельные – когда хвостовик фрезы и её режущая часть изготовлены как единое целое из одного материала;
• Составные фрезы отличает прочная зубчатая часть (инструментальная сталь) приваренная к хвостовику из конструкционной стали. К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали;
• Сборные – как отмечалось выше, зубчатая часть таких фрез механически крепится к хвостовику.
По геометрии:
• Цилиндрические;• Торцевые;• Концевые;• Конические;• Гравировальные;• Алмазные;• Червячные и т.д.По виду обрабатываемой заготовки – бывают специализированные фрезы по дереву, стали, пластичным металлам (медь, алюминий), оргстеклу или камню и т.д. В этом случае отличия в основном касаются материала режущей части фрезы (в зависимости от твёрдости заготовки), а также конструкции канавок для отведения стружи (исходя из характера стружки – пластичная, хрупкая, крупная или мелкая и т.д.).
Особенности инструмента для современных станков с ЧПУ
Главными достоинствами автоматизированных станочных комплексов является их высокая производительность, точность обработки и удобство в эксплуатации. Обеспечение этого невозможно без использования соответствующего инструмента, к которому также предъявляются строгие требования. Для работы на станках с ЧПУ в основном применяют цилиндрические концевые фрезы – твёрдосплавные или алмазные. Такие фрезы обладают повышенной жёсткостью и износостойкостью, противостоят вибрации при вращении и обеспечивают высокую точность и скорость резания. Конструктивные исполнения фрез довольно разнообразны. Ниже приведены самые распространённые типы с указанием особенностей и областей применения.
| Тип режущего инструмента | Конструктивные особенности | Обрабатываемый материал | Примечание |
| Концевые однозаходные | Одна режущая кромка, заточка наклонная | Твёрдые или вязкие материалы (пластик, акрил и т.п.) | Оптимизированы для высокоскоростной обработки; обеспечивают малую шероховатость обрабатываемой поверхности |
| Концевые двухзаходные | Две режущие кромки, острый зуб | Хрупкие материалы, образующие мелкую стружку (дерево, оргстекло, «композиты», некоторые сорта пластика) | Хорошо справляются с отводом мелкой стружки, однако толщина материала, снимаемого за один проход, ограничена |
| Спиральные однозаходные | Одна режущая грань, наклонная заточка | Пластики, ПВХ, акрил | Предназначены для высокоскоростной обработки; форма канавки специально предназначена для образования длинной стружки – с целью самомочистки фрезы и повышению её долговечности. По классу твёрдости выделяют типы N, A, AA. |
| Спиральные двухзаходные сферические | Две режущие кромки, форма зуба скруглённая («сферическая») | Применяются для нанесения гравировки (текста, рисунка) и финишной обработки сложных 3D-объектов, содержащих множество мелких деталей. | Низкая вибрация при обработке – обеспечивают гладкую поверхность обработки; При чистовой фрезеровке дерева поверхность получается полированной. |
| Конусные сферические | Иглообразная заострённая с округлым торцом | МДФ, дерево, твёрдые стали | Сочетает высокую прочность при малом диаметре рабочей поверхности |
| Гравер конический | Режущая часть плоская, под конус | Применяются для прецизионной обработки мелких элементов (обычно частей сложных трёхмерных объектов). | По прочности различают граверы N и A, хотя оба типа чрезвычайно стойкие к износу |
| Гравер V-образный | Характерный треугольный торец | Поверхности любых материалов, в том числе твёрдых металлических | Применяется для нанесения так называемой V-гравировки |
Нужно отметить, что единой общепринятой классификации фрез не существует – каждый производитель пользуется своими обозначениями. Однако для общего ориентира можно использовать вышеприведённый перечень. Разумеется, он далеко не полный. Для конкретного случая необходимо подбирать фрезу в зависимости от материала и вида готового изделия, типа станка и режимов обработки. Следует помнить, что грамотный подбор фрезы позволит обеспечить высокое качество фрезерования, снизить энергетические затраты на обработку, а следовательно и себестоимость конечной продукции.
infofrezer.ru
Изготовление резцов своими руками: пошаговое руководство
Главное – использовать только инструментальную сталь, обладающую достаточно высокими эксплуатационными характеристиками.
Специалисты рекомендуют остановиться на легированном, либо углеродистом быстрорежущим варианте.
Подбор необходимой конфигурации напильников или рашпилей
Выбор этих деталей будет проще, если владелец заранее знает точно, какие перед ним стоят задачи. После этого длину, форму и размер подобрать не составит труда. Здесь дают несколько советов.
- Если требуется опилить до 5-10 мм толщины – лучше останавливаться на номере насечки 0 или 1.
- Точность обработки должна находиться в пределах 0,01-0,02 мм.
- По длине выбирать приспособления гораздо проще.
Главный ориентир – габариты поверхности, которую требуется опилить. Чем этот параметр больше, тем крупнее должно быть и само приспособление.
Можно воспользоваться специфической формулой, чтобы расчёт был точнее. К длине поверхности изделия прибавляем 15 см. Получим значение, которое и будет длиной рабочей поверхности напильника, рашпиля. Главное – чтобы работая, инструмент проводили по всей заготовке.
Крепление режущих частей
Самодельные инструменты делают также, что и профессиональные. Оптимальное решение – саморезы и винты. Чем качественнее изделие – тем лучше.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Качество металлообработки и вид токарного резца
Основным критерием при оценке деталей из металла является качество и точность выполнения. Они напрямую зависят от подбора резцов для токарной обработки. Поэтому инструментальная оснастка имеет строгое предназначение по качеству выполняемых токарных работ:
Точение деталей осуществляется за счёт срезания резцом
- Черновые (обдирочные).
- Получистовые.
- Чистовые.
- Операции высокой точности.
Чистовые и получистовые используются для доводки практически готовых изделий и токарных работ на малой скорости, как и высокоточные. Черновая обработка металла проходит на максимальных оборотах, позволяют снимать толстую стружку и ускорить процесс изготовления детали, но имеет низкое качество и малый срок службы.
На самом деле важно выбрать не только правильный резец, но и направление подачи. Инструменты любого типа делят на правые и левые. То есть в процессе они подаются справа налево или наоборот. Различить их достаточно просто: на инструмент, лежащий режущей поверхностью вниз, кладется правая рука: если режущий край остается со стороны большого пальца — правый, левая рука и край под большим пальцем — левый.
Еще одно различие токарных резцов по металлу влияющее на качество — способ установки:
- радиальные;
- тангенциальные.
Первые массово распространены, дешевы, снабжены простым креплением и устанавливаются на станок под прямым углом. На них выполняют основной объем заданий в любой мастерской. Вторые имеют сложное крепление и ставятся под углом к заготовке (не 900). Они позволяют работать более чисто и качественно, и ставятся на автоматы или агрегаты с ЧПУ.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования. Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Модели отрезных и канавочных резцов в SolidWorks
Как уже говорилось в статьях ранее 3д модели режущего инструмента можно, конечно, построить с нуля в SolidWorks. Но я думаю в этом нет никакого смысла так это сделали уже за нас производители инструмента.
Переходим на сайт , и для примера скачиваем две модели резцов под обозначениями: «RAG123H10-32B», «RF123H13-2525BM».
Сайт «Sandvik coromant»
И в строке поиск вводим поочередно данные обозначения и скачиваем резцы, нажав на «Загрузить» в строке «скачать подробную 3D модель».
Скачивание 3д модели инструмента с сайта «Sandvik coromant»
Далее открываем скаченные файлы и получаем 3д модели данных резцов в SolidWorks.
Резец для обработки внутренних канавок RAG123H10-32B
Резец для отрезки и обработки канавок RF123H13-2525BM
Как видим это намного проще и быстрее чем создавать резец в SolidWorks c нуля.
Если кому нужно данный модели можно скачать в конце статьи!