Резьбовое соединение является одним из наиболее используемых методов монтажа стальных трубопроводов диаметром до 164 мм. В домашнем хозяйстве металлические трубопроводные магистрали устраивают для подачи газа, при их монтаже применяют резьбу, которую получают, используя резьбонарезной инструмент для труб.
Для нарезания резьбы своими руками промышленность выпускает широкий ряд ручных и электрических устройств, облегчающих проведение данной процедуры. При этом следует учитывать, что для состыковки элементов трубопроводов используется специальная трубная резьба, цилиндрическая разновидность которой регламентируется ГОСТ 6357-81.
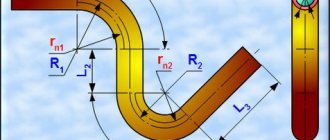
Рис. 1 Виды соединений трубопроводов
Инструменты и приспособления для нарезания резьбы
10.2 Инструменты для нарезания резьбы
Общие сведения
. Резьбы на деталях получают нарезанием на свелильных, резьбонарезных и токарных станках, а также накатыванием, то есть методом пластических деформаций. Инструментом для накатывания служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную — плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики
. Метчики делят по назначению — на ручные, машинно-ручные и машинные; в зависимости и от профиля нарезаемой резьбы — для метрической, дюймовой трубной резьб; по конструкции — на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
Рисунок 10.2.1 Метчик (автор)
Метчик
состоит из двух основных частей — рабочей и хвостовой.
Рабочая часть
представляет собой винт с несколькими продольными прямыми или винтовыми канавками и служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб. Рабочая часть метчика состоит из заборной и калибрующей.
Заборная
(или режущая) часть обычно делается в виде конуса; она производит основную работу при нарезании резьбы.В метчиках для вязких металлов на заборной части имеется скос 6. 10 0 в направлении, обратном направлению резьбы: при,правой резьбе скос левый, при левой — правый. Это улучшает отвод стружки.
Калибрующая
(направляющая) часть — резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик
— стержень служит для. закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями.
Режущие перья (зубья) имеют форму клина.
Ручные метчики
для метрической и дюймовой резьб стандартизованы и изготовляются комплектом из двух метчиков для резьбы с шагом до З мм включительно (для основной метрической резьбы диаметром от 1 до 52мм и для дюймовой резьбы диаметром от ¼» до 1″) и комплектом из трех метчиков для резьбы с шагом свыше 3 мм (для метрической резьбы диаметром от 30 до 52 мм и для резьбы диаметром от 11/8″ до 2″).
Рисунок 10.2.2 Комплект ручных метчиков (www.tvormasters.ru)
В комплект, состоящий из трех метчиков, входят черновой, средний и чистовой метчики. Все метчики комплекта имеют разные диаметры. Черновой метчик нарезает черновую резьбу, снимая при этом до 60 % металла (стружки); средний метчик нарезает уже более точную резьбу, снимая до 30% металла; чистовой метчик снимает ещё до 10% металла, имеет полный профиль резьбы и используется для окончательного, точного нарезания резьбы и ее калибровки. Чтобы определить, каким является метчик -черновым, средним или чистовым, на хвостовой части делают соответственно одну, две или три круговые риски (кольца) или же ставят соответствующий номер.Кроме того, на хвостовой части проставляют размер резьбы, для нарезания которой метчик предназначен.
В зависимости от конструкции режущей части метчики бывают цилиндрическими и коническими.
При цилиндрической конструкции метчиков все три инструмента комплекта имеют соответствующие диаметры.У чистового метчика полный профиль резьбы, диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового метчика меньше диаметра резьбы на полную глубину нарезки. У чернового метчика длина заборной части равна 4. 7, у среднего — 3. 3,5 и чистового 1,5. 2 ниткам. Угол наклона заборной части у чернового метчика 3°, у среднего — 7°, у чистового — 12°. Цилиндрическими метчиками нарезают резьбу в глухих отверстиях.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковые диаметры и полый профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.У чернового метчика заборная часть равна длине рабочей части, у среднего — половине этой длины, у чистового — двум ниткам. Конические метчики применяют обычно для нарезания резьбы в сквозных отверстиях.
Метчики выпускают со шлифованным и нешлифованным профилем зубьев. Шлифованные создают резьбу более точную и с более чистой поверхностью.
Машинно-ручные метчики
применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров машинным способом и вручную с шагом до 3 мм включительно. Метчики этого типа изготовляют двух видов — одинарные для сквозных и глухих отверстий и комплектные (черновой и чистовой).
Машинные метчики
, применяют для нарезания на станках резьб в сквозных и глухих отверстиях. Они бывают цилиндрическими и коническими.
У машинных и машинно-ручных метчиков на хвостовике делают кольцевые канавки для зажима в быстросменных патронах.
Наружную резьбу
нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки)
изготовляют цельными и разрезными.
Рисунок 10.2.3 Плашки круглые (лерки) (www.tvormasters.ru)
Цельная плашка
представляет собой стальную закалённую гайку, в которой через резьбу прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обоих сторон плашки имеются заборные части длиной 1,5. 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один рабочий ход.
Диаметры цельных круглых плашек предусмотрены стандартом: для основной метрической резьбы — от 1 до 76 мм, для дюймовой — от 1/4″ до 2″ для трубной — от 1/8 до 1/4 «.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Разрезные плашки в отличии от цельных имеют прорезь (0,5. 1,5 мм), позволяющую регулировать диаметр резьбы в пределах 0,1. ..0,25 мм. Вследствие пониженной жёсткости нарезаемая этими плашками резьба имеет недостаточно точный профиль.
Рисунок 10.2.4 Резьбонакатная плашка (www.tvormasters.ru) Резьбонакатные плашки
, применяются для накатывания точных профилей резьбы, имеют корпус, на котором устанавливают накатные ролики с резьбой. Ролики можно регулировать на размер нарезаемой резьбы. Плашки вращают двумя рукоятками ввертываемыми в корпус.
С помощью резьбонакатных плашек нарезают резьбы Ø 4. 33 мм и шагом 0.7. 2 мм по 6. 8-му квалитетам. Накатывание выполняется на станках, а также вручную. Резьба получается более прочной, поскольку волокна металла в винтах не перерезаются. Кроме того, благодаря давлению плашек волокна упрочняются. Так как резьба только: выдавливается, поверхность получается более чистой. Накатывание резьбы производится так же, как и нарезание клуппами.
Раздвижные (призматические) плашки
в отличие от круглых состоят из двух половинок, называемых полуплашками На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в приспособлении (
клуппе
).
Виды резьбы
Конструкция инструмента со временем стала более продуманной, и на сегодняшний день она позволяет создать чёткую внутреннюю резьбу.
Определяют виды резьбы по следующим параметрам: назначение, вид профиля, величина шага, направление (правая, левая), система измерения (метрическая, дюймовая, трубная), расположение на детали (внутренняя, внешняя), характер поверхности, число заходов.
Классификация по назначению
В современной индустрии существуют разные виды метчиков, различающиеся друг от друга конструкциями и функциональными возможностями. По предназначению метчики могут относиться к одному из последующих видов:
Ручные метчики бывают одно-, двух- и трёхкомплектные. Номер метчика в наборе отмечают числом круговых рисок на хвостовике. При обрабатывании изделия из особо твёрдых сплавов такой комплект может достигать пяти штук. Рабочие диаметры такого инструмента, входящего в комплект, различаются.- Машинные метчики предназначены для нарезания как глухой, так и сквозной резьбы. Для хорошего отделения стружки и для прерывчатых отверстий используют инструмент с винтовыми канавками: левые — для сквозных, правые — для глухих отверстий с правой резьбой. Применяются на токарных, сверлильных, агрегатных и других станках.
- Для создания резьбы в сквозных отверстиях служат гаечные метчики без реверсирования путём нанизывания нарезанных гаек на прямой или изогнутый хвостовик инструмента. Метчики с такой конструктивной особенностью применяются на гайконарезных автоматах, где нарезают гайки непрерывным циклом. Как правило, они работают без принудительной подачи.
- Плашечные метчики. Предназначаются для предварительной нарезки круглых плашек до сверления стружковыводных отверстий. Заборная часть выполняется конусной по всему профилю.
- Маточные метчики. Предназначаются для калибрования резьбы круглых плашек после сверления стружечных отверстий. Заборная часть конической формы по всему профилю, калибрующая — цилиндрической.
- Комбинированные метчики. Предназначаются для выполнения множественных ходов обрабатывания. Сверление отверстия и резьбонарезание в сквозных отверстиях без принудительной подачи выполнимо, если резьбонарезной инструмент вступает в работу после выхода сверла из отверстия.
Резьбонарезание в лёгких металлах производится определёнными для этого стандартами ГОСТа машинно-ручными инструментами, у которых нитки на калибрующей части расположены в шахматном порядке. С левыми канавками — для отверстий с правой резьбой, а для глухих отверстий — правые.
В коррозийно-стойких и жаропрочных видах стали резьбонарезание производят специальными инструментами (ГОСТ 17927—72*).
Нарезка титана и его сплавов
Следует избегать нарезки в отверстиях глухих и длинных резьб, чтобы исключить поломку рабочего инструмента. Процесс резьбонарезания облегчается с увеличением диаметра отверстия под резьбовой элемент. В труднообрабатываемых материалах и закалённых сталях резьбонарезание производят также твердосплавным инструментом. Применяют способы вибрационного нарезания резьбового элемента.
Важные параметры
В зависимости от нужных характеристик, точности, допустимой шероховатости поверхности заготовки, конфигурации детали и назначение резьбового элемента, выбирают способ изготовления детали. Существенно влияет на этот процесс и технологичность конструкций резьбовых деталей.
Инструмент для нарезания резьбы
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.
Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.
В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Ручные инструменты
Ручной резьбонарезной инструмент для труб являются основным видом для нарезания резьбы в быту, их применение имеет следующие особенности:
- Доступность. Ручные приспособления имеют самую низкую цену среди устройств подобного типа поэтому доступны любому хозяину.
- Функциональность. При нанесении нарезки используется основное устройство (плашкодержатель, вороток), в которое вставляется режущий инструмент с нужными параметрами.
Рис. 5 Плашка Зубр и метчики в наборах резьбонарезного инструмента
- Компактность. Ручные приспособления занимают мало места и не требуют для проведения операций большого пространства.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.
Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Разновидности нарезания метчиками
Метрический тип нарезки. Нарезаемый элемент такой резьбы обладает формой равнобедренного треугольника, вся величина измеряется в миллиметрах, маркируются такие метчики буквой (М). Для подбора нужного инструмента во время нарезания применяют особую ссылочную таблицу метчиков.
Таблица нарезки резьбы метчиком:
Дюймовая рабочая часть инструмента обладает конической формой. Диаметр такого инструмента измеряется в дюймах, а шаг – в числе нитей на один дюйма.
Трубная. Цилиндрические и конические метчики используются для нарезки резьбы трубных соединений.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.
Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Способы создания винтовой линии
Для создания резьбы, крепёжной нарезки и продольных канавок можно использовать различные приспособления и оснастку. Чтобы сделать качественное соединение, требуется знать, как пользоваться теми или иными приспособлениями.
Метчики для нарезки резьбы
Плашкой
Плашка используется для создания резьбы на металлических трубах. Процесс проведения ремонтных работ:
- Места будущего соединения необходимо очистить от грязи, краски, ржавчины, налёта.
- Снять фаску, находящуюся на торцах трубы.
- Выбрать плашку нужного диаметра, смазать её зубья специальным маслом. Им же обработать место, на котором будет резьба.
- Сделать 6 поворотов плашки. При этом можно делать обратные прокруты, чтобы освобождать рабочую поверхность от скапливающейся стружки.
- Снять плашку, очистить её от стружки, смазать зубья и трубу маслом. Повторить процедуру.
Если трубы старые, изначально их нужно проверить на наличие дефектов. При наличии трещин и отверстий изделия обрабатывать нельзя.
Клупп
Представляет собой специальный резьбонарезной инструмент для создания наружной резьбы. Процесс работы:
- С рабочих поверхностей требуется снять слой грязи, ржавчины, краски.
- Постараться закрепить обрабатываемое изделие в неподвижном положении.
- На рабочую поверхность нанести олифу.
- С клуппа отжать опорные винты и надеть его на трубу.
- Закрепить режущие плашки, зафиксировать конструкцию винтами.
- С нажимом вперёд вращать клупп по часовой стрелке.
Перед снятием клуппа требуется отжать плашки.
Резцом
Этот вариант изготовления резьбы подразумевает использование токарного оборудования. Мастер закрепляет трубу в шпиндель. После этого фиксирует в суппорте резец и настраивает его. После включения электродвигателя, заготовка начинает вращаться. Мастер медленно подводит её к резцу и начинает обработку.
Метчиком
Метчики применяются для создания внутренней резьбы. Использование метчиков:
- Изделие фиксируется в тисках.
- Подбирается диаметр метчика. Он закрепляется в специальном приспособлении — воротке.
- Необходимо делать по два оборота по часовой стрелке и половину оборота в обратную сторону. Так стружка не будет забиваться между режущими зубцами.
Если используется пластичный сплав металлов, можно использовать шуруповерт, в который закрепляется метчик.
Перед применением метчиков требуется провести расчёт диаметра будущего отверстия. Для этого существуют определённые таблицы, которые можно найти в интернете. Например, если внешний диаметр трубы 10 мм, значит отверстие должно быть на 1 мм меньше.
Электрическим резьборезом
Пользоваться электроинструментом нужно аккуратно, чтобы не испортить обрабатываемую поверхность. Процесс работы:
- Обрезать трубу под углом в 90 градусов.
- Под трубой устанавливается опорная скоба.
- Рабочая поверхность покрывается охлаждающей жидкостью.
- Располагается направляющий рычаг.
- Далее требуется включить резьборез и прижать его к обрабатываемой части.
- В процессе работы должна подаваться охлаждающая жидкость.
Чтобы снять режущий инструмент, включается задний ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.
• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Нарезаем резьбу самостоятельно
В домашних условиях для нарезания наружной резьбы в малых объемах лучше брать резьборез для труб ручной с клуппными насадками, если в хозяйстве имеется токарный станок, его также можно применять для нарезки коротких участков или переходных муфт.
Нарезаем на наружной стороне ручным клуппом
Резьбонарезные работы ручным механическим клуппом проводят в следующей последовательности:
- Снимают наружную фаску на заготовке абразивным инструментом, смазывает обрабатываемую поверхность и клуппные ножи машинным маслом, закрепляют деталь в тисках.
- Устанавливают клуппную насадку на трубный торец и с силой надавливают на головку, чтобы зацепить поверхность резцами. Делают обороты вперед и назад, повторяя операцию несколько раз.
- Чтобы не испортить резьбовой профиль, периодически снимают головку и очищают от стружки резцы и поверхность заготовки. Для изменения направления движения поворачивают переключатель на трещотке.
Рис. 10 Этапы нарезки трубной резьбы вручную
Использование токарных станков
Применение токарно — винтовых станков со специализированными резцами позволяет проводить внутреннюю и наружную нарезку со сложной формой профиля. Нарезку на токарном станке проводят в следующей последовательности:
- Устанавливают на суппорт резец и проводят настройку оборудования: задают программу скорости вращения шпинделя и перемещения суппорта, а также глубину подачи резца в поперечном направлении.
- Вначале наносят фаску, затем начинают нарезку, совершая несколько проходов и используя смазывающую охлаждающую жидкость.
- Последний чистовой проход совершают с минимальным шагом 0,1 миллиметра.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.
Советы по изготовлению деталей
При нарезании резьбового наружного элемента важно соблюдать технику безопасности. А также необходимо следовать следующим рекомендациям:
- Перед нарезанием наружного резьбового элемента заготовки на стержне нужно снять фаску, установить плашку ровно без перекосов и обязательно смазать заготовку маслом.
- В случае когда стержень искривило, можно удалить бракованную часть сплава и начать резьбонарезание снова.
- Если обработка отверстия происходит метчиком, то оно должно быть просверлено перпендикулярно плоскости детали, должна быть снята фаска, а черновой метчик смазан маслом.
- При выборе метчиков лучше обратить внимание на маркировку инструмента, и остановить свой выбор на изделиях, изготовленных из быстрорежущей стали. Такая сталь более прочная и не подвержена неисправностям.
- Если инструмент для нарезания внутренней резьбы поломался, необходимо воспользоваться специальным инструментом для извлечения его из заготовки.