Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG. Но когда под рукой есть только инвертор РДС и требуется соединить две листовые заготовки малого сечения, могут возникнуть трудности. Рассмотрим распространенные ошибки начинающих сварщиков при работе с тонким металлом, а также советы и оборудование ММА, которые помогут справиться с такой задачей.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение «песка» под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет «пропечь» инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.
Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями «Форсаж дуги» и «Антиприлипание», а также «Горячий старт». Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Дополнительные функции
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
«Форсаж» (Arc Force) СкрытьПодробнее
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат «чувствует» сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
«Антиприлипание» (Antistick) СкрытьПодробнее
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
«Горячий старт» (Hot Start) СкрытьПодробнее
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно!
При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например «Антиприлипание». В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Подведем итоги
Сваривание тонкостенных металлических конструкций обладает рядом особенностей, что важно понимать неопытному сварщику: нужно знать, какими электродами стоит работать, а также понимать, как правильно варить металл инвертором.
Электроды, применяемые для сварки тонкого металла, нужно перемещать вдоль сварного шва довольно быстро, дабы не давать поверхности остыть. Но в то же время движения не должны быть чрезмерно оперативными, иначе не избежать не проваров, снижающих прочность соединения.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.
Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется «козырек». К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком «плюс», а кабель массы подключается к гнезду «минус». Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от «минуса» к «плюсу». При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
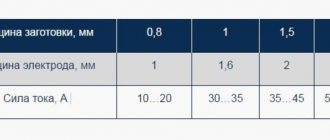
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Техники и методики сваривания
Для сварки тонких листов из металла подойдет полуавтоматические модели сварочных аппаратов, а также ручные дуговые агрегаты. Работать полуавтоматом гораздо легче, так как часть сварочных процессов автоматизировано. Это позволяет преодолеть некоторые трудности при работе с тонколистовым металлом.
Преимуществом полуавтоматов также является отсутствие необходимости менять электроды в процессе работы, ведь проволока подается стабильно. Это ускоряет рабочий процесс, что крайне важно в условиях выполнения объемных проектов.
На заметку! В бытовых целях для необъемных операций мастера чаще используют именно ручную дуговую сварку ввиду ее дешевизны и возможности смастерить агрегат своими руками.
В процессе сваривание тонких листов металла важно не только располагать хорошим оборудованием, но и понимать, как сварить такой материал.
Схема сварки тонкого листа металла.
Существует разные техники и методы сварки, актуальные для данного случая:
- При выполнении непрерывной сварки всего шва важно правильно подобрать ток. Оптимальный диапазона ‒ 40-60 А. Не менее важно не ошибиться со скоростью ведения электрода для варки тонкого металла. Если двигаться слишком быстро, корень сварного шва может не проварить. А при слишком медленном движении металлическая поверхность может покрыться дырами.
- Прерывистую сварку также называют сваркой точками. Ее чаще остальных технологий используют в случае тонколистового металла. Для реализации такой технологии необходимы тонкие электроды, одним концом которых на металле ставятся точки или проводятся короткие линии с равным шагом.
На заметку! Особенность прерывистой сварки заключается в том, что так можно варить даже очень тонкие металлические листы. Главное выставить чуть более высокий, нежели обычно, сварной ток, и добиться быстрых движений, дабы не дать остыть свариваемому материалу.
Опытные сварщики при работе с ручными агрегатами и тонкими листами металла рекомендуют придерживаться следующих правил:
- Получить высококачественные сварные соединения можно при условии постоянного контроля параметров сварочного шва со всех сторон в процессе электродуговой сварки инвертором.
- При работе важно держать электропроводник максимально близко к металлической поверхности до того момента, пока на ней не появится красное пятнышко. Она является прямым доказательством того, что под электропроводником находится металлическая капля, за счет которой происходит соединение металлических листов.
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
- Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
- Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
- Быстро ведите электрод с минимальными поперечными колебательными движениями.
- Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка («набитой руки»), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
- Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
- Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
- Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.
Чтобы минимизировать температурные деформации, соблюдайте порядок провара длинных швов. Например, при сварке крупной емкости (бак для душа, топливный бак автомобиля), начинайте варить с конца стыка, ведя шов на себя. Проваривайте по 8-10 см и продвигайтесь вперед. Новый шов заканчивается на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, но за счет большого количества швов такие «волны» будут едва заметны, чем один большой прогиб плоскости при сварке сплошным швом слева направо.
Особенности сваривания тонких оцинкованных листов
Чтобы сварить оцинкованную сталь придется полностью очистить от цинка соединяемые кромки. Для этого можно использовать шлифмашинку или ручные абразивные материалы.
Можно избавиться от оцинкованного слоя путем выжигания с помощью сварочного аппарата. Но при этом сварщику нужно быть особо осторожным. Пары цинка токсичны для человека и при попадании внутрь способны вызвать сильное отравление. Работать можно только на открытой площадке или внутри помещения при условии наличия на рабочем месте мощной вытяжки.
Выбор сварочной маски
Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество «зайчиков», помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Технологический процесс
Сварка инвертором тонкого металла
Пошаговая инструкция сварочного процесса позволит справиться с работой без особых сложностей. Для начала, необходимо обеспечить меры безопасности при проведении работы, которые заключаются в использовании защитной одежды – сварочной маски, рукавиц, одежды из плотной грубой ткани. Нельзя использовать резиновые перчатки.
Далее можно руководствоваться следующей инструкцией:
- Сначала осуществляется настройка тока и подбирается электропроводник для работы с инвертором. Показатель силы тока берется исходя из характеристики металлических деталей. Подбирается нужный диаметр электрода, вставляется в держатель. К детали подсоединяется клемма массы, подносить электропроводник не следует слишком резко во избежание залипания.
- Зажигание электродуги начинает работу инверторного аппарата. Для активирования дуги следует точечно коснуться электродом под небольшим уклоном места линии сварки. Держать электрод следует до появления на поверхности небольшого красного пятнышка – это означает, что под ним располагается капля раскаленного металла, которая будет способствовать дальнейшему свариванию по всей длине шва.
Электрод держат от места сварки на расстоянии, соответствующем его диаметру.
- Следуя этим шагам, выбрав определенный способ сварки, имеется большой шанс получить качественный и ровный шов. Образовавшиеся на месте сварки окалины и накипь удаляются небольшим молотком.
Правила обработки кузова после сварки
После того как все сварочные швы были выполнены в полном объеме, их необходимо зачистить с помощью болгарки. Итогом такой зачистки станет полная картина того, в каком состоянии находятся швы, а также есть ли непроверенные участки. В случае наличия таких непроваренных участков необходимо выполнить повторные сварочные работы на них.
Если непроваренных участков нет, следующим этапом становится подготовка кузова к пескоструйным работам и последующей покраске. Такая подготовка чаще всего заключается в шпаклевке всех элементов кузова, которые нуждаются в данном виде обработки.
Подготовка листового металла к сварочным работам
Все изделия в местах кромок и прилегающих к ним участков должны быть тщательным образом очищены от краски, загрязнений, масла, ржавчины, окалины и влаги. Очистку производят металлической щеткой, болгаркой или пламенем горелки. Лучший результат дает симбиоз этих способов. Кромки обрабатываются при помощи шлифовальной машины или фрезерного станка.
Они должны быть скошены под небольшим углом для соблюдения технологии сварочных работ. Качественная сварка листового металла встык невозможна без соответствующей обработки кромок.
Сборка изделий под сварку
В зависимости от конструкции будущего изделия производится сборка деталей и их крепление между собой посредством различных приспособлений. Для скрепления листов используются струбцины, клинья, фиксаторы, рычаги, стяжные уголки.
Для плотного стягивания изделий применяются домкраты. В условиях цеха сварка листовой сталиобеспечивается специальными прижимными механизмами.
Для обеспечения неподвижности шва изделия скрепляют прихватками. Их размер зависит от толщины листового металла и общей протяженности шва. Для тонких листов длина прихватки составляет до 0,5 см, а для толстого металла может доходить до 3 см. При толщине металла 1 см и более прихватки обычно не используются.
В этом случае применяются клиновые стяжки, допускающие незначительные смещения деталей в процессе сварки. Также могут быть использованы угольники и стяжные планки.