О чем статья:
Если при сварке прожигается металл
Варить тонкий металл можно только набив руку и имея маломальский опыт в сварке. Гораздо проще сваривать заготовки толщиной 4-6 мм, но и здесь возникают свои проблемы в виде непроваров и т. д.
Из этой статьи вы узнаете, как варить тонкостенный металл, таким образом, чтобы его не прожигать. Статья носит рекомендательный характер. Для подробного изучения данного материала рекомендуется почитать про настройки сварочного инвертора и подбор тока.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры. Если это кусок тонкой стали, то её гнёт и коробит.
- Происходит прилипание электрода к металлу.
Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.
Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.
Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
MetalloPraktik.ru
Дефект «прожог» на белой жести бывает трех видов:
— прожог с токовых роликов;
— прожог от электродов;
— микропрожог.
Характеристика дефектов (фото ниже):
Прожог с токовых роликов представляет собой дефект покрытия в виде матовых оплавленных пятен дугообразной формы, расположенных дорожкой по длине полосы. Прожоги от загрязнений токовых роликов образуются в виде точек и мелких полосок с надавом матового цвета до оплавления покрытия, и черного цвета на оплавленной жести.
Для правильной идентификации места возникновения дефекта следует помнить, что:
– прожог с первого токового ролика лужения представляет собой голубые окисные пятна на черной жести по низу полосы, которые после лужения становятся белыми матовыми;
– прожог с остальных токовых роликов лужения представляет сбой точки с надавом матового цвета на оплавленной поверхности по низу полосы;
– прожог с токовых роликов печи оплавления или с пассивации представляет собой черные двухсторонние точки по оплавленной поверхности полосы; при наблюдении под микроскопом дефект представляет собой ”кратер” с лицевой и выпуклость (продав) с обратной стороны листа.
Прожоги от электродов на поверхности белой жести образуются в виде черных пятен, наплывов, мазков различной формы по оплавленной поверхности полосы вследствие соприкосновения с электродами. Прожоги в виде анодных полос серо-белого цвета шириной 30-110 мм образуются на поверхности жести вследствие искривления оловянного анода и сближения его с полосой.
Дефект «микропрожог» на поверхности белой жести образуется в виде мелких черных точек или каплеобразной формы. Точки расположены с обоих сторон полосы строго напротив друг друга.
Причина возникновения дефекта:
1 Наличие между полосой и поверхностью ролика пленки воды, приводящей к образованию дуги;
2 Загрязнена поверхность токового ролика или полосы;
3 Неплотный контакт полосы с токовыми роликами лужения вследствие малого зазора между полосой и электродами;
4 Неудовлетворительная планшетность металла;
5 Слишком большой ток обезжиривания или травления;
6 Искривление оловянного анода и сближение его с полосой;
7 Образование дуги от прилипшего олова или инородного тела.
8 Касание полосой электродов обезжиривания, декапирования, пассивации.
Устранение дефектов:
1 Перед нанесением покрытия производить замочку полосы в электролите лужения.
2 Своевременно зачищать скребком поверхность токовых роликов.
3 Регулировка прижима прижимных роликов лужения, увеличение натяжения полосы.
4 Восстановление зазора между электродами и полосой.
5 Улучшить качество очистки проката.
6 Обеспечение целостной поверхности прижимных роликов.
7 Своевременная очистка печи оплавления от налипших частиц оловянной пыли.
8 Задача на агрегаты лужения металла без дефектов формы.
Металл переводится в некондицию.
Дефекты фото:
Рекомендуем ознакомиться со статьями:
- Дефект покрытия при лужении жести «капли олова»
- Дефект покрытия «Срыв полуды» на белой жести
- Дефект (фото) покрытия «неоплав» на поверхности белой жести
- Дефект «Потертость покрытия» на жести
- Дефект покрытия на белой жести «мазки олова»
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.
Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.
Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход. Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу. Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Из-за чего чаще всего прожигается металл
Тонким металл для сварщика можно считать такой металл, толщина которого едва достигает двух миллиметров. Чаще всего это один или полтора миллиметра. Так вот, варить такой металл электродами достаточно проблематично, в виду постоянно образующихся прожогов.
Чаще всего эти прожоги связаны вот с чем:
- Неправильно выставлен сварочный ток;
- Используются слишком толстые электроды;
- Сварщик варит на длинной дуге, вместо того, чтобы использовать короткую дугу;
- Осуществляется сварка сплошным швом, что помимо прожогов приводит к возникновению и других проблем, таких как деформация металла в результате больших температур;
- Грязный и неочищенный металл;
- Неудобная сварочная маска;
- Отсутствие какого-либо опыта у сварщика.
Итак, чтобы определиться с каждой из вышеперечисленных проблем, нужно внимательно рассмотреть каждую.
Сварка тонкого металла. Как не прожечь
Сварка тонкого металла
Опытным сварщикам, работающим со сваркой долгие годы и начинающим, важно знать основные особенности сварки тонкого металла, чтобы избежать проблем при сварке изделий и не прожечь металл. Тонколистный металл приобретает широкое распространение при изготовлении автомобилей, катеров и различных современных товаров, повышая рентабельность производства.
Чтобы не прожечь металл, при сварке необходимо правильно выбрать режим на сварочном аппарате (полуавтомат, инверторы) и подобрать электроды. Любое неосторожное движение электродом может способствовать образованию сквозного отверстия (металл прожигается) и изделие приходит в негодность. При не плотном соприкосновении электрода с металлом происходит плохое соединение свариваемых поверхностей из-за некачественного сварного шва или его отсутствия и образуется непровар.
Важные особенности при работе
Сварочные работы с тонколистными изделиями требуют знаний, опыта, квалификации и использования различных технологических приемов, которые помогут выполнить сваривание заготовок без протекания и прожогов.
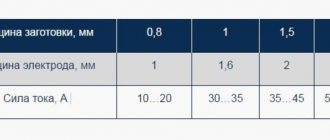
- При сварке необходимо верно подобрать электрод, диаметром соответствующий толщине тонкого металла (0,5 до 2,5 мм), чтобы не прожечь металлический лист. При использовании самых тонких электродов нужно выбирать их с высоким коэффициентом расплавления, устойчивым горением, чтобы получился качественный шов при малых токах.
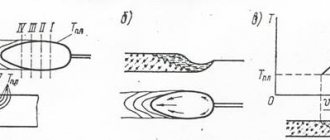
- Тонкий металл нагревать сильно нельзя, так как происходит изменение геометрии листа (выгибает волнами) и прогорает. Сварка проводится в одном направлении, вдоль шва без отклонений. Для создания минимального нагревания детали располагают в вертикальном или наклонном (угол наклона 30-40 градусов) направлении и варят сверху-вниз.
- Необходима тщательная обработка кромки тонких металлических листов от ржавчины, загрязнений для более качественной сварки. Выровненные и зачищенные листы должны располагаться близко друг другу, без зазора и зафиксированы специальными приспособлениями (струбцины, прижимы), чтобы они не сместились и не погнулись. Сварку осуществлять нужно короткими швами 7- 10 см.
- Правильная настройка и регулировка инвертора на постоянном токе, имеющего микропроцессорное управление, позволяет выбрать минимальную мощность и получить ток, необходимый для определенного вида работ и избежать сбоев в работе. Выбор сварочного тока осуществляется в зависимости от толщины металла и диаметра электрода. При сварке тонкого металла тонкими электродами используют ток в диапазоне от 10 до 90 А.
Для электродов 1,5 мм ток выставляется 30-40 А, а для 2 мм – 40-60 А.
При пониженном напряжении в электросети мощность тока соответственно необходимо увеличить. При применении инвертора специалисты используют метод обратной полярности, при котором держатель присоединяется к плюсовой клемме аппарата, а массу к заготовке. В результате электрод нагревается сильнее, а тонкостенный металл меньше и работы проходят быстрее, получается качественный шов. Для начинающих сварщиков удобно использование инвертора с функциями антиприлипания, форсирования дуги, способный сбрасывать напряжение при слишком близком приближении электрода к поверхности металла, а при растяжении дуги повышать напряжение и процесс не прерывается.
Способы сварки
Существуют различные приемы при сваривании тонких заготовок, чтобы избежать сквозного прожога и выполнить работу качественно:
- При сварке всего шва непрерывным методом важно правильно выбрать мощность тока, скорость ведения электрода. При очень быстром движении электрической дуги зона расплава не успевает прогреться, шов не проваривается и соединение не обладает нужной крепостью, герметичностью, а при быстром могут образоваться дыры. При сварке без отрыва сложно избежать прожога, поэтому используют прерывистый способ.
- Прерывистая сварка или точечная часто применяется при работе с тонкими металлами. Такой метод заключается в коротком соприкосновении электрода с поверхностью металла, при котором дугу отрывают на мгновение и опускают в тоже место, продвигая на несколько миллиметров. За время отрыва дуги металл успевает немного остыть, но главное, чтобы не слишком сильно.
- При сварке тонкого металла встык используют тонкую проволоку (диаметр 2,5-3,5 мм) для прокладки между листами, чтобы она с лицевой стороны была на одном уровне с поверхностью, а с другой выступала на половину диаметра. При сварке электрическую дугу ведут по проволоке, которая получает термическую нагрузку, а металл прогревается периферийными токами. Шов получается ровным, а проволока легко удаляется. В качестве присадочного материала можно использовать дополнительный электрод для расплавления основным.
- Пластины меди, которые обладают высокой теплопроводностью можно положить под место стыка и использовать как не остающуюся подкладку. Они забирают часть тепла, не происходит перегрева металла, что исключает прожоги и непровар. Для качественного соединения главным является плотный контакт между заготовкой и пластиной.
- Главным при сварке внахлест, если позволяет конструкция, является сохранение поверхности, расположенной снизу от прожигания.
Сварка оцинкованной и нержавеющей стали
При сварке оцинкованной тонкой листовой стали на кромках полностью удаляется слой цинка до чистой стали несколькими способами:
- механическим способом, с помощью абразивного круга на болгарке, металлической щетки, наждачной бумаги;
- выжигание сваркой, которое заключается в прохождении дважды электродом вдоль шва, при котором происходит ядовитое испарение цинка, а после каждого прохода нужно удалять флюс. Работу важно проводить на улице или в помещении с хорошей вентиляцией.
Сварка осуществляется в два подхода с разными электродами: первый шов проходят электродами с рутиловым покрытием, а облицовочный, верхний слой – с основным покрытием (УОНИ-13/55,УОНИ-13/45), который делают шире.
При сваривании конструкций из нержавеющего сплава возникают проблемы из-за свойств материала (пониженный коэффициент теплопроводности, высокое электрическое сопротивление, повышенные расширение, усадка и другие), которые ведут к деформации материала, нагреву электрода, к сквозному проплавлению. Решить данные трудности можно используя следующие способы: сваривание с уменьшенным током, применение хромоникелевых, укороченных (35 см) электродов, охлаждение шва (водой, воздухом). К сварным конструкциям предъявляются различные требования, поэтому используются различные электроды (плавящиеся, не плавящиеся) с защитой из инертного газа.
После кристаллизации соединения проводится очищение от шлака и осмотр, чтобы шов был прочным и без дефектов. Соблюдая важные правила, способы, технологии при сваривании тонких заготовок, можно получить шов высокого качества и надежности.