21.07.2020
Рассмотрим один из традиционно популярных способов восстановления исходной геометрии изношенных деталей. В фокусе внимания – ручная сварка и дуговая наплавка: по какой технологии они проводятся, что за нюансы при этом возникают, есть ли плюсы, минусы, особенности – постараемся дать ответ на каждый вопрос.
Сразу подчеркнем, что данные методы остаются актуальными и продолжают применяться в промышленности даже несмотря на общую склонность к автоматизации. Их используют в труднодоступных местах, куда не забраться при помощи техники, а также для точечных и/или сложных работ. Но главное, что они позволяют с достаточной равномерностью нанести на поверхность слои металла с нужными физико-механическими свойствами и выполнить тем самым ремонт необходимого изделия.
Особенности технологии наплавки ручной дуговой сваркой
Основные условия для ее проведения те же, что и в стандартном случае.
- • Перед выполнением процедуры поверхность детали должна быть тщательно зачищена – так, чтобы на ней не оставалось ни малейшего следа ржавчины, ни одного жирного пятна.
- • Подбор электродов осуществляют в зависимости от того, в каких условиях эксплуатируется восстанавливаемый элемент; наиболее частые варианты – для легированных сталей, или специальные порошковые проволоки – для износостойких покрытий.
- • Источниками питания служат трансформаторы и серийные выпрямители.
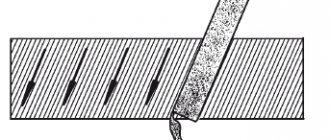
Процесс проведения работ сопровождается нанесением валиков. Применять их следует поочередно – так, чтобы предыдущий перекрывался последующим на треть ширины; можно накладывать их так называемым методом поперечных колебаний – точно так же, как при увеличении сварочного шва. Допустимо и создание промежутков с дальнейшим их заполнением (после снятия шлака и зачистки). Главное, чтобы в итоге вся изношенная поверхность была равномерно покрыта слоем, восстанавливающим ее исходную геометрию.
Если же сравнивать технологию с классической соединительной сваркой, ручная наплавка металла обладает одним важным отличием: в ее случае наносимый материал может серьезно отличаться от основного по своему химическому составу. Поэтому так важно правильно подобрать электроды – так, чтобы они помогали обеспечить подходящую структуру (однородную и прочную). Когда достичь этого не удается, стоит отдавать предпочтение другим решениям, например, нанесению легирующих порошковых, пастообразных, брикетных примесей или погружению в защитную газовую среду.
При этом может применяться различная техника, в том числе и автоматическая. Но во всех ситуациях необходимо минимизировать остаточные напряжения, деформации и допуски.
Наплавка рельсовых концов
Источник фото: specserver.com
Эксплуатация высокоскоростных поездов требует хорошего состояния рельсов. Удары колес приводят к деформации, смятию и изгибам концов рельсов. Восстановление с помощью наплавки является стандартным приемом.
Перед началом работ с рельса удаляется весь расплющенный и отслоившийся металл. Для этого рекомендуется использовать зубило, наждачный круг или другой инструмент. Для повышения скорости наплавления необходимо предварительно нагреть концы рельсов.
Выделяют следующие технологии наплавки, использующиеся на российских железных дорогах, для восстановления концов рельсов:
1. Ручное дуговое наплавление выполняется штучным электродом марок К-2-55, ОЗН-300, ОЗН-350. Наложение валиков производится тремя способами: вдоль, поперек рельса и по диагонали. Лучший результат получается при работе со вторым методом. Средняя ширина валика составляет 24-30 мм. Данная величина может варьироваться в зависимости от диаметра стержня, силы тока и других факторов.
Также существует возможность наплавления пучком электродов: 2-3 прутками, расположенными гребенкой. Данный способ повышает производительность. Наплавку следует начинать на торце рельса посредством наложения валика. Возбуждение дуги выполняется на внутренней стороне, сделав небольшой отступ от торца. Заканчивают наплавление первого валика также несколько отступив от торца рельса. Концы каждого из этих валиков выводят на конец предыдущего валика и там заделывают кратер. Перекрытие смежных валиков должно составлять 1/5-1/6 ширины предыдущего валика. Работы заканчиваются шлифовкой концов рельсов, проводящейся вдоль рельса.
2.
В качестве присадочного материала при выполнении полуавтоматической электродуговой наплавки используется самозащитная порошковая проволока. Данный метод имеет несколько преимуществ по сравнению с ручным дуговым способом: высокое качество работ, значительная производительность труда.
Работы выполняются поэтапно:
- замер дефекта;
- подготовка оборудования для наплавления;
- удаление дефектов шлифовкой;
- установка наплавочного аппарата на рельсы и установка границ работ;
- подогрев рабочей зоны;
- выполнение основного процесса – наплавление;
- механическая обработка абразивным инструментом после естественного охлаждения.
Наплавка осуществляется в один или несколько слов, в зависимости от глубины дефекта.
Какие виды наплавок существуют
Рассматривая нами разновидность является далеко не единственной из актуальных технологий. Поэтому уделим внимание и другим вариантам – тоже заслуживающим право на популярность, – а после вернемся к нашему.
Под флюсом – осуществляется с использованием проволок – одной или нескольких, порошковых или сплошных, ленточных или круглых по своему сечению.
В защитном газе – с погружением в среду из водорода, азота, аргона; при этом происходит некоторая переоценка производительности труда – ее измеряют по размерам, площади или массе нанесенного материала.
Вибродуговая – на электрод воздействуют колебаниями с амплитудой в 0,75-1 его диаметра; это позволяет убыстрить процесс и добиться более равномерного распространения восстанавливающего слоя.
Электрошлаковая – покрытие формируется принудительно и строго за проход, с удобной регулировкой, благодаря чему его общая масса может достигать сотен килограммов за час (на габаритных деталях); производительность метода впечатляет.
Плазменная – со сжатой высокотемпературной струей в качестве источника тепла; наиболее распространенный вариант сегодня – горелка прямого действия, хотя также востребованы и комбинированные. В роли присадки можно взять ленту, проволоку, мелкозернистый порошок, причем последний особенно удобен – его легко подавать при помощи газа и просто вдувать, он быстро становится жидким и равномерно растекается по поверхности.
Открытой дугой – выполняется механизированным путем, без использования газовой среды или флюса. Метод достаточно универсальный и поэтому дает возможность восстанавливать даже сложные, вогнутые или выпуклые поверхности, малые диаметры и многое другое. Еще одна сфера, в которой он задействован – упрочнение изделий, подверженных стабильно высоким нагрузкам.
Кратко о сварке меди
Применяется несколько разновидностей сварочного процесса меди:
- ручная сварка металлическими электродами;
- ручная сварка угольными электродами;
- аргонно-дуговая сварка.
Некоторые особенности сварочного процесса электродами по меди
- Сваривание цветных металлов существенно может отличаться от сваривания стали, что обуславливается резким различием физико-химических свойств. К главным факторам, которые определяют свариваемость цветных металлов, относятся температура плавления и кипения, а также теплопроводность и сродство к содержащимся в воздухе газам (азоту, кислороду, парам воды).
- Медь обладает повышенной жидко текучестью в расплавленной форме, высокой электропроводностью и теплопроводностью. Для нее характерна также активность при взаимодействии с некоторыми газами и, особенно с водородом и кислородом, что при сварке может явиться причиной образования в металле шва микротрещин и пор. Для предотвращения образования таких дефектов в свариваемых соединениях необходимо применение только хорошо раскисленной меди.
- Сварка по меди должна выполняться тщательно прокаленными электродами, свариваемые детали должны быть хорошо подготовлены в местах наложения швов – зачищены до металлического блеска и удалены оксиды, загрязнения, жиры и пр.
Ручная дуговая наплавка: ГОСТ и технические условия
В результате ее выполнения нанесенный материал может обладать теми же свойствами, что и основной, или другими, изменяя таким образом эксплуатационные характеристики детали. Все зависит от электродов, и если в первом случае они соответствуют межгосударственному стандарту 9467-60, то во втором – уже 10051-62.
В стандартных ситуациях предпочтение отдается стержням «Э» и «Ф» типа. Особенно интересны варианты с фтористо-кальциевым покрытием, из серий У и УОНИ. Потому что они дают мелкозернистый материал, отличающийся высокими показателями ударной вязкости, а это залог отсутствия трещин.
Обратите внимание, технология ручной дуговой наплавки стали зависит от химического состава детали. Если доля углерода в нем не более 0,25%, производить работу можно при любой температуре. Но чем выше процент карбона, тем вероятнее появление закалочных структур в точках термического воздействия. Поэтому изделия, содержащие 0,25-0,5% С, необходимо подогревать до 120-350 0С.
Сколько слоев делать? Это зависит от той общей толщины, которую нужно соблюсти. Важно добиться правильности их распределения – чтобы новый шел по верхней трети предыдущего. Почему? Потому что именно в этом сечении меньше всего пор и посторонних включений, а значит оно лучше всего подходит для создания прочного шва.
При каком токе осуществляется ручная сварка и наплавка деталей? На это влияет целый ряд факторов, в частности, марка и диаметр выбранного электрода, количество, масса и высота итогового покрытия. Чем изделие миниатюрнее, тем меньше должен быть ампераж, и наоборот.
Возникающие в процессе труда деформации можно уменьшить, для этого достаточно принимать одно или несколько (по ситуации) из следующих рациональных решений:
- • подогревать деталь до 200-400 0С;
- • изгибать изделие в обратном направлении;
- • погрузить предмет в воду, но не смачивать рабочую поверхность;
- • симметрично располагать валики (уравновешивая тем самым силовые воздействия);
- • жестко фиксировать заготовку в кондукторе или аналогичном приспособлении – так, чтобы извлечь ее можно было только по завершении остывания;
- • правильно распределять присадку по проблемным участкам, допустим, по спирали, с наложением с обратной стороны, с разбивкой больших плоскостей;
- • снимать внутренние напряжения при помощи высокотемпературного отпуска – с термообработкой при 650 0С.
Наплавка крестовин из марганцовистой стали.
Для ремонта крестовин из марганцовистой стали применяется электродуговая наплавка, которая должна производиться квалифицированным сварщиком с помощью соответствующих электродов
Очень важно, чтобы температура марганцовистой отливки крестовины не превышала 260° С, так как иначе металл может сделаться хрупким и ломким. Электроды должны быть такого типа, которые давали бы от 12 до 14% отложения металла, сохраняя аустенитовую структуру. До начала наплавки с поверхности крестовины с помощью шлифовального камня должен быть удален весь поврежденный и наклепанный металл
Наплавленные валики должны быть не шире 19 мм и не длиннее 76 мм; для снятия напряжений и предупреждения растрескивания металл валика уплотняется ударами молотка. Замеры температуры производятся достаточно часто, чтобы не допустить увеличения температуры отливки выше 260° С. После того как толщина наплавленного металла достигнет желаемой величины, поверхность его шлифуют.
Как проходит процесс
Ручную дуговую наплавку выполняют с применением плавящихся или нет (графитовых, угольных, вольфрамовых, гафниевых) электродов. Формирование шва в первом случае происходит благодаря взаимодействию наносимого материала и основного металла (поверхности детали), во втором – за счет присадки. 1-й вариант популярнее, так как его можно реализовать в любом пространственном положении, и он подходит для заготовок и элементов какой угодно формы.
Внимание, покрытие стержней может быть самым разным, но на практике наиболее распространены три. Особенности выполнения работ при каждом из них несколько отличаются, поэтому рассмотрим все.
Кислое – это алюмосиликаты, оксиды и раскислители. Когда его составляющие начинают плавиться, выделяется защитный газ. Нюансы следующие:
- • Сварка может осуществляться как под постоянным, так и под переменным током. В обоих случаях поверхность детали подвергается активному воздействию углерода, из-за чего ванна кипит (но это самым положительным образом влияет на качество стыка). Шов получается ровным и плотным, даже если работа проводилась по ржавчине или окалине.
- • Материал зачастую сильно разбрызгивается, в процессе в атмосферу выделяются вредные марганцевые соединения, наблюдается склонность к скорому появлению кристаллизационных трещин. Эти недостатки несколько ограничивают применение электродов ОММ-5, ОМА-2, ЦМ-7 и других из этой же группы.
Основное – это плавиковый шпат, раскислители, мрамор, легирующие добавки вроде ферромарганца. При нагреве происходит диссоциация карбонатов и таким образом обеспечивается газовая защита.
Применение ручной дуговой наплавки с использованием стержней из серий УОНИ, ОЗС, ВН, ВСОР достаточно удобно, так как позволяет получить восстанавливающий слой с малым количеством вредных примесей, но зато с высокой ударной вязкостью и пластичностью (даже при минусовых температурах), стойкий к старению и образованию трещин. Это вариант для соединения жестких конструкций из низколегированных, углеродистых, литых сталей.
Минус в том, что порообразование серьезным образом возрастает, если:
- • увеличить длину дуги;
- • увлажнить контактную поверхность;
- • на кромке изделия появится масло, ржавчина, окалина.
Проводить работу обычно следует при постоянном токе, причем полярность его должна быть обратной. Переменный можно подключать только при введении легкоионизирующих элементов в покрытие (то есть кальцинированной соды, калиевого жидкого стекла, поташа и других добавок).
Рутиловое – это алюмосиликаты, концентрат, ферромарганец, при газовой защите за счет целлюлозы. Используемые стержни (из серии ОЗС, АНО, МР) помогают сформировать ровный шов – при малом разбрызгивании и образовании пор, при хорошей отделимости шлака, – но нуждаются в предварительной прокалке в течение 2-2,5 часов при температуре в 80-120, 200-250 или даже 300-350 0С.
Внимание, техника и технология ручной дуговой наплавки покрытыми электродами предполагает участие основного металла в создании восстанавливающего слоя. Его доля обычно варьируется в диапазоне 0,3-0,45 m – этого достаточно для поддержания устойчивого горения дуги. Эту величину можно снизить (минимизировав тем самым потери исходной геометрии детали) за счет поперечных колебаний – используйте их, и доведете m до 0,25. Но помните, что дальнейшее уменьшение нежелательно, так как вместе с ним будет пропорционально увеличиваться вероятность появления непроваров.
В случае использования графитовых или угольных стержней рекомендуется работать при постоянном токе с прямой полярностью и делать один восстанавливающий слой: чтобы он получился толщиной в 2-3 мм, следует нанести 6-8 мм присадки.
Наплавка деталей, работающих на истирание с ударными нагрузками и без ударных нагрузок
Изделия, эксплуатирующиеся в условиях интенсивного поверхностного износа и высоких ударных нагрузок, необходимо наплавлять электродами следующих марок:
Сварочные электроды для наплавки ОЗН-400М
Преимущества ОМГ-Н: соответствуют государственным стандартам, наплавление может проводиться постоянным и переменным током обратной полярности.
ЦНИИН-4 является одной из самых востребованных и ходовых марок.
Металл, наплавленный стержнями ОЗН-7М при многослойном наплавлении, имеет повышенную стойкость к образованию трещин.
Достоинства ОЗН-400М: высокая производительность, наплавленный металл характеризуется повышенной твердостью.
Плюсы ОЗН-300М: наплавленный металл обладает повышенной стабильность показателей износостойкости и твердости, наплавка выполняется постоянным и переменным током обратной полярности.
Примером таких деталей могут служить элементы строительного и землеройного оснащения.
Для наплавки деталей, эксплуатирующихся на истирание и без ударных нагрузок применяются следующие марки электродов.
Для получения наплавленного слоя особой твердости нужно использовать наплавочные электроды Т-590 и Т-620. Данные марки предназначены для ремонта деталей, работающих на интенсивное истирание. Благодаря особому покрытию, в состав которого входят феррохром, ферротитан, ферробор, карбид бора и графит, твердость наплавленного металла может достигать 62-64 HRC. Металл, наплавленный материалами Т-590 и Т-620, характеризуются хрупкостью и склонностью к образованию трещин, и поэтому он не предназначен для работы в условиях значительных ударных нагрузок. Наплавление проводится в 1-2 слоя.
Ремонт изделий из различных металлов и сплавов также обладает собственными специфическими характеристиками.
Оборудование для ручной дуговой наплавки
Источником питания может выступать понижающий трансформатор: при малом выходном напряжении он даст большой ампераж, что удобно. Также зачастую выбирают выпрямители: за счет их преобразований вместо стандартных «сетевых» 220 В и 50 А вполне реально получить 600 А при 17-45 В. Инверторные машины тоже достаточно популярны – из-за сравнительно малого веса и размеров. Портативными точками подключения становятся электрические генераторы, но эксплуатировать их довольно дорого, что ограничивает их актуальность.
Специалисту, выполняющему работы, необходимо защитить себя от случайных повреждений – надеть рукавицы и маску со светофильтром «хамелеон», предохраняющую глаза от вредного действия УФ-излучения.
Отдельного внимания заслуживают материалы для ручной дуговой наплавки. Это либо электроды, либо проволоки и ленты, либо твердые сплавы. Первые два варианта мы уже рассматривали, взглянем на третий.
Чаще всего это боридо- и карбидообразующие металлы вроде марганца, хрома, титана, вольфрама, соединенные с железом, никелем, бором, кобальтом, причем как порошковые, так и в литом виде. Характерным представителем первой категории является сталинит, второй – прутковый сормайт.
Случаи, в которых они актуальны:
- • восстановление инструментов станков и производственных механизмов;
- • создание штампов;
- • ремонт деталей, эксплуатируемых в условиях сильного изнашивания.
Режимы ручной дуговой наплавки
Выбирать один из них нужно по целому ряду параметров – дополнительных и основных, в конечном итоге определяющих размеры и качество шва.
Главные характеристики – это:
- • сила тока – в общем случае она должна быть тем выше, чем толще диаметр электрода и основной металл;
- • напряжение (длина) дуги, определяемое как дистанция от конца стержня до поверхности заготовки – важно поддерживать ее короткой и стабильной;
- • скорость – чем быстрее выполняется работа, тем меньше растекания материала, но тем выше риск непровара, поэтому нужно, чтобы процесс происходил равномерно;
- • род и полярность тока – обратная актуальна для тонколистовых и высоколегированных предметов (чтобы не прожечь и не перегреть их), прямая – для массивных деталей.
К дополнительным параметрам относят количество проходов, толщину и химический состав наносимого слоя, местоположение стыка.
Расход материалов
Для определения стоимости готового изделия важно правильно рассчитать расход наплавочных материалов. Расчеты ведутся в соответствии с принятыми нормами для каждого определенного вида работ и материалов. Также знание точного количества необходимых расходников сможет обеспечить непрерывность процесса и создать запасы материалов.
Расчет наплавленного металла при сварке является одним из основных показателей. Для определения величины данного коэффициента существует специальная формула. Масса высчитывается на 1 метр сварного шва. О том, как определить массу наплавленного металла при сварке будет проанализировано далее:
G = F * y * L, где: F – площадь поперечного сечения сварного шва (в мм2) y – удельная масса металла (г/см3) L – длина сварного шва составляет 1 метр.
Благодаря данной формуле любой исполнитель сможет произвести расчет массы наплавленного металла при сварке.
Расчет электродов для наплавки также является значимым количественным параметром. Исполнителю не требуется выполнять вычисления, чтобы определить данную величину. Каждая марка сварочных материалов имеет собственный показатель – расход электродов при наплавке 1 кг. металла варьируется в диапазоне от 1,4 до 1,8 кг.
Выполнять расчет массы наплавленного металла шва за погонный метр также не требуется. Согласно ГОСТу каждая форма сварного шва из углеродистых и низколегированных сталей, выполняемого ручной электродуговой сваркой металлическим плавящимся электродом и сваркой в углекислом газе имеет среднее значение данного параметра.
Виды ручной сварки и наплавки
Есть сразу несколько параметров, по которым они классифицируются.
Например, существует распространенное деление:
- • по характеру дуги – сжатая (короткая) и свободная (длинная);
- • по типу используемого электрода – с плавящимся стержнем (покрытым) и нет;
- • по воздействию на основной металл детали – прямая, трехфазная, косвенная.
Также их группируют по результату, то есть по восстановленному слою – на:
- М – тонкие;
- С – средние;
- Д – толстые;
- Г – особо толстые.
Отдельно их классифицируют по назначению – выделяют варианты для соединения:
- • низколегированных и углеродистых сталей;
- • легированных и теплоустойчивых;
- • сплавов с особыми свойствами;
- • слоев с нестандартными характеристиками.
Теперь схематически рассмотрим основные способы ручной дуговой сварки и наплавки:
В них используется:
А – угольный электрод (1) и сыпучий сплав (2);
Б – покрытый (1) и легирующий слой (2);
В – вольфрамовый проводник (1) и присадочный пруток (2) в инертном газе;
Г – стержень (1) в защитной среде;
Д – проволока (1) и флюс (2);
Е – лента (1);
Ж – плазмотронная струя (1) и порошок (2), уже спеченный или наложенный;
З – проводник (1), медный ползун (2), заготовка (3), восстанавливающее покрытие (4).
Выбор конкретного варианта зависит от тех специфических условий, в которых проводятся работы, от планируемого результата и от нужной производительности. Но каждый из них реализуется достаточно просто и быстро.
Применение
Электроды с целлюлозным покрытием применяются для сварки углеродистых и низколегированных сталей. Небольшая толщина позволяет использовать их при работе с труднодоступными конструкциями. Часто используются для сварки магистральных трубопроводов.
Целлюлозное покрытие обеспечивает стабильное горение сварочной дуги как при переменном, так и постоянном токе. Но для более качественной проварки рекомендуется использовать ток прямой полярности. Так дуга будет проплавлять металл мощнее, исключится возможность образования подрезов и пор.
При использовании целлюлозных электродов следует учитывать также несколько нюансов:
- нельзя сваривать конструкции из закаливающихся сталей, которые содержат много углерода и легирующих элементов;
- подготавливая электроды к работе нужно прокаливать их строго при температуре, указанной производителем. Кроме этого, некоторые (например, Bohler) настоятельно не рекомендуют вообще осуществлять прокалку электродов. Поэтому необходимость подготовки прутков и нужные параметры для этого рекомендуется уточнять в каждом случае.
ВАЖНО! Нельзя перегревать электроды при прокалке, так как в них должен сохраняться уровень влажности от 1,5 до 5,0%.
Если электроды прокаливаются при температуре выше 170 °C, то они значительно пересушиваются. Вследствие этого наплавляемый металл будет больше насыщаться углеродом.
Ручная дуговая наплавка металла: схема
Она выглядит следующим образом:
И в ней:
1 – деталь с основным металлом;
2 – ванна, в которой осуществляются операции;
3 – электрическая дуга определенной длины (желательно стабильной);
4 – проплавленный слой;
5 – восстанавливающее покрытие;
6 и 7 – затвердевший и жидкий шлак соответственно;
8 и 9 – стержень, уже расплавленный (8) и еще нет (9);
10 – держатель.