Как выбрать коронки для подрозетников по бетону, гипсокартону, дереву
Чтобы просверлить отверстие для подрозетника, понадобится коронка и инструмент с электрическим или пневматическим приводом. Если предполагается сверление гипсокартона или дерева, достаточно будет воспользоваться электродрелью. Кирпичную, каменную или бетонную стену лучше возьмет перфоратор. Сила удара при сверлении должна составлять примерно 14 ДЖ.
Иначе говоря, если взять перфоратор мощностью 1,5 кВт, инструмент без проблем справится с задачей.Работая с гипсокартоном, можно использовать еще один тип фрез – биметаллические. Кроме ГКЛ, ими можно сверлить по дереву, пластику, листовому металлу. Вообще, биметаллической фрезой режут гнездо под подрозетник в любом хрупком отделочном материале.
Центровочное сверло и хвостовик часто продаются одним комплектом с насадкой. Существуют еще удлинители, предназначенные под перфоратор с разными патронами: SDS Plus или SDS Max. Удлинители имеют стандартную резьбу, аналогичную на корпусе коронки, поэтому их легко менять. Центровочное сверло бывает цилиндрическим и коническим. Стандартная коронка обычно комплектуется цилиндрическим сверлом, а удлиненный хвостовик может продаваться с коническим сверлом.
Независимо от вида подрозетника, стандартный их диаметр составляет 68 мм. Именно под такой размер большинство производителей изготавливают розетки, выключатели и регуляторы. Естественно, чтобы просверлить соответствующего размера гнездо, надо брать аналогичный диаметр коронки – 68 мм. Иногда обстоятельства требуют сделать большее отверстие, например, в бетонной стене, где подрозетник будет закреплен бетонным раствором. Здесь возможно применение коронок, диаметр которых увеличен до 70 или 75 мм.
Редко на рынке могут встретиться стаканы китайских производителей нестандартного размера. Диаметр коронки под них придется подбирать опытным путем.
Характеристики и назначение коронок по металлу
Возможности, назначение зависят от характеристик оснастки:
- Типа фиксации в патроне электроинструмента.
- Глубину сверления.
- Диаметра. Стандартный диапазон — 1,4–180 мм.
- Материала.
В магазинах можно найти изделия с разными параметрами. Она предназначена для сверления сквозных отверстий в металлических листах из нержавеющей стали, чугуна, никеля, алюминия, графита.
Описание и назначение
Коронки для сверления металла — специальные насадки для сверлильных инструментов, отверстия формирует механическое воздействие. Форма таких элементов напоминает отрезки труб или цилиндрические поршни. На рабочей кромке располагаются зубцы, посредством которых и производится резка целевых материалов. Иногда рабочую поверхность усиливает алмазное напыление, что существенно увеличивает их стойкость к износу. Дополнительного накернивания не понадобится как для обычных твердосплавных насадок, так и для корончатых сверл для дрели, что упрощает их хранение.
Суть в том, что коронки по металлу для дрели разработаны с крестовыми заточками центровочных сверл. Такое выполнение позволило не только сделать их износостойкими и прочными, но и дало возможность делать мгновенное центрирование в зоне обработки. На противоположной стороне относительно зубьев и напаек располагается посадочный разъем. Его предназначение — надежная фиксация насадки на основном инструменте (дрель, перфоратор).
Характеристики и параметры
Самая главная характеристика — диаметр изделий. Именно от него зависит размер будущих отверстий, получаемых с помощью тех или иных моделей. От диаметра зависят и другие параметры оснастки, в частности, тип фиксации и длина хвостовика. Стандартный диапазон диаметров в пределах 1,4 — 18 мм. Показатель глубины сверления может достигать 40 мм — такое максимальное значение для всех типовых монтажных коронок
При выборе следует обратить внимание на то, есть ли в комплекте центрирующее сверло. С его помощью можно сделать высокоточные разрезы без случайных отклонений в процессе работы
В большинстве случаев коронка для металла 50 мм производится из комбинированных сплавов. Это значит, что в основании несущего цилиндра — твердосплавная сталь, а рабочая поверхность — победит.
Заточка корончатых сверл
Режущий зуб коронки по металлу затачивается с трех сторон с точной выдержкой как углового позиционирования абразивного круга, так и наклона сверла относительно его поверхности. Поэтому станки для заточки корончатых сверл представляют собой достаточно сложные механические устройства, а сама заточка требует профессиональных навыков. На таком станке можно выполнять заточку корончатых сверл различного диаметра и с разным количеством зубьев. Кроме того, его зажимное приспособление рассчитано на все виды современных хвостовиков, встречающихся у различных коронок по металлу (Weldon, Nitto, Fein и пр.).
Это достаточно дорогое и сложное оборудование и приобретать его имеет смысл только в том случае, если предполагается оказывать услуги по заточке инструмента. А для того чтобы вернуть режущим кромкам коронки по металлу начальную остроту, достаточно обратиться в сервисное предприятие с соответствующей компетенцией. Цена такой услуги не очень высока. К примеру, заточка корончатого сверла серии GOLD-LINE фирмы Karnasch диаметром до 25 мм обойдется в 500÷600 рублей. Несколько дешевле будут стоить заточные работы для коронок по металлу «Энкор» и биметаллических кольцевых сверл «Хилти» и Makita.
При заточке коронки по металлу полностью снимается защитное покрытие режущих кромок. Цена заточных работ для такого инструмента открыто публикуется на сайтах специализированных предприятий. А вот во что обойдется новое покрытие нитридом титана, нам найти не удалось. Если кто-нибудь располагает такой информацией, поделитесь, пожалуйста, ей в комментариях.
Достоинства и недостатки
Корончатые сверла получили широкое распространение в металлообработке благодаря сочетанию ряда положительных свойств, среди которых можно выделить следующие:
- При помощи данного инструмента можно получить на простом оборудовании отверстия диаметром до 200 миллиметров. В то время как обычные спиральные сверла вырезают металл по всему сечению отверстия, корончатые обрабатывают его только по периметру. Соответственно, количество вырезаемого металла значительно меньше. Поэтому происходит значительная экономия затрачиваемой на работу энергии.
- При сверлении крупных отверстий обычными сверлами нужно предварительно выполнять пилотные пазы небольших диаметров. Затем происходит переработка в стружку всего объема материала, находящегося внутри будущего отверстия. Корончатое сверло выполняет отверстие за одну операцию и значительно быстрее. Таким образом, их применение приводит к экономии времени на работу и повышает производительность процесса.
- Конфигурация режущего профиля сверла коронки благоприятствует получению высоких показателей шероховатости внутренней поверхности отверстия. Добиться такой чистоты поверхности обычными сверлами очень трудно. Для этого будет необходимо дополнительно обрабатывать металл при помощи других технологических операций механической обработки.
- Кольцевые сверла по металлу из быстрорежущей стали прослужат в работе очень долго, поскольку они могут поддаваться многократной заточке. Причем режущие кромки можно восстанавливать до тех пор, пока это позволяет постепенно уменьшающаяся длина инструмента. Конечно, режущий профиль зубьев имеет довольно сложную конфигурацию, а поэтому правильная заточка требует определенной квалификации мастера или наличия чертежа, на который можно ориентироваться.
- При помощи кольцевых сверл можно сверлить отверстия не только на плоских поверхностях, но и в деталях со сложной криволинейной поверхностью. Работа со спиральными сверлами в таких случаях предполагает множество подготовительных операций и применение различных хитростей. Коронками же можно с легкостью сверлить трубы. Обработку труб больших диаметров, которые невозможно поместить в станок, можно легко осуществить с помощью магнитных сверлильных станков с установкой в патрон корончатого сверла. Для этого хорошо подходят сверла из быстрорежущей стали.
- Благодаря своей конструкции сверлильные коронки имеют значительно меньший вес по сравнению с традиционным инструментом. Особенно эта разница велика на больших диаметрах. Маленькая масса позволяет работать корончатыми сверлами на маленьких сверлильных станках и даже на ручном электроинструменте.
- Проводить операцию механической обработки с помощью корончатого сверла по металлу значительно проще, чем спиральным инструментом. Данный инструмент даже без подготовительных операций хорошо центрируется и позволяет получить ровное перпендикулярное к поверхности отверстие.
- При установке на металлообрабатывающие станки специальных сборных корончатых сверл легко добиться хорошего охлаждения и смазки инструмента. Смазывающе-охлаждающая жидкость подается к зоне обработки через внутреннее отверстие в инструменте, а поэтому попадает на режущую кромку в достаточном количестве.
Несмотря на огромное количество вышеперечисленных достоинств, кольцевое сверло по металлу имеет и несколько весомых недостатков, среди которых можно выделить следующие два:
- При помощи этого инструмента можно получить в металле только лишь сквозные отверстия. Для выполнения глухих отверстий придется применять другой режущий инструмент.
- Более распространены корончатые кольцевые сверла, режущая часть которых выполнена из наплавленных твердосплавных зубьев. Такой инструмент не поддается затачиванию зубьев, а поэтому после того как его режущие свойства ухудшились, он приходит в состояние негодности.
Плюсы корончатых сверл
Кольцевые коронки по металлу не имеют себе равных при сверлении сквозных отверстий большого диаметра в металлопрокате толщиной в несколько десятков миллиметров. При использовании обычного инструмента такая операция обычно включает в себя сверление с последующим поэтапным рассверливанием или расточкой. При этом срезается вся масса металла, располагавшегося на месте отверстия. В процессе сверления коронкой происходит выборка металла только в канавке, расположенной по периметру будущего отверстия, а основная его часть остается в неприкосновенности. Эта технология имеет ряд неоспоримых преимуществ перед традиционным сверлением. Самые значимые среди них:
- возможность получения за одну установку инструмента отверстия диаметром до 200 мм;
- высокая производительность и, как следствие, значительное сокращение времени резания;
- экономия электроэнергии;
- меньший износ режущих кромок из-за их большего количества;
- работа на больших подачах и низких оборотах;
- эффективное охлаждение рабочей зоны.
Пожалуй, единственным недостатком коронок по металлу является невозможность сверления ими глухих отверстий. Иногда указывают на то, что эти изделия значительно дороже обычных спиральных сверл. Но тут необходимо принимать во внимание тот факт, что совокупная стоимость (расход инструмента, трудозатраты, энергоемкость и пр.) получения отверстия большого диаметра традиционным инструментом гораздо выше, чем кольцевым сверлом с режущей коронкой. Кроме того, из-за наличия большого количества режущих кромок ресурс такого инструмента намного превышает ресурс спиральных сверл.
Особенности маркировки
Маркировка, которая в обязательном порядке располагается на упаковках, позволяет узнать главные характеристики продукции. В частности, она содержит такие данные:
- Торговая марка либо название компании-изготовителя.
- Марка материала изготовления либо буквенные сокращения, посредством которых можно определить, что перед вами сверло для обработки металла, дерева, бетона.
- Информация относительно геометрических параметров изделий, что позволяет понять, отверстия какого диаметра можно сделать с их помощью.
Перед окончательным выбором следует определить и предельную мощность, на которой ваш инструмент сможет осуществлять сверление с дополнительной оснасткой. Ведь аппарат должен преодолевать нагрузки, передаваемые непосредственно сверлом, и тепловую отдачу, которая возникает при трении коронки.
Маркировки коронок по металлу
Спиральное сверло и коронка по металлу маркируются практически одинаково. На хвостовики обоих изделий наносится товарный знак производителя, марка материала, тип покрытия и диаметр инструмента. У корончатых сверл дополнительно указывается длина рабочей части (см. фото ниже). Все остальные технологические характеристики содержатся в каталогах, а некоторые из них наносят на упаковку. При этом каждый производитель использует собственную систему обозначения характеристик изделия, которая в первую очередь включает в себя виды обрабатываемых материалов с предельными параметрами сверления.
Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
Состоит этот инструмент из:
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.
Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
Технические характеристики и диаметры
Сверление корончатыми сверлами выполняется намного быстрее, чем классическими винтовыми или конусными. При этом количество затраченной на работу энергии уменьшается в 5-10 раз.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
Немного о точности этого инструмента
При использовании более дорогих сверл вопрос точности стоит менее актуально, однако и стоят они на порядок дороже. Проведя измерения более дешевых вариантов можно получить следующие результаты:
- 14 мм — номинал.
- 15 мм — отклонение +0.1 мм.
- 16 мм — номинал.
- 18 мм — номинал.
- 20 мм — отклонение — 0.05 мм.
- 22 мм — отклонение + 0.05 мм.
- 25 мм — отклонение + 0.05 мм.
- 26 мм — номинал.
- 28 мм — номинал.
- 30 мм — номинал.
- 32 мм — номинал.
- 35 мм — отклонение — 0.05 мм.
Корончатые свёрла по металлу (коронки). Стоит ли брать их на Али?
Большое отверстие в листовом металле можно просверлить (именно просверлить, а не сделать) тремя способами. Ну я во всяком случае больше не знаю. Сверлом большого диаметра, ступенчатыми или коническим сверлом, и корончатым сверлом (коронкой). Вот о коронках и пойдёт речь в этом небольшом обзоре. Посмотрим на коронку которую я покупал около 12 лет назад, и на почти такую же заказанную на Али около года назад. Ну и посверлим конечно же… Всё что сейчас будет ниже написано, может содержать неточности. Автор «криворукий мастер» и дилетант. В чём-то может и заблуждаться. Спасибо за понимание.
Коронка — она же корончатое сверло, а если уж быть совсем правильным и по ГОСТу, то кольцевое сверло, бывает нескольких видов. Если особо не углубляться, и не пытаться показаться чересчур умным, то коронки бывают биметаллические, из быстрорежущей стали и с твёрдосплавными зубьями. Далее, в свою очередь, они ещё различаются по форме «чаши» и наличию спиральных канавок для отведения стружки. Ну да ладно, это опустим. Это я сейчас про коронки для ручного инструмента. Не для магнитных дрелей и станков.
Биметаллические коронки у меня дома есть, их я вам показать могу
Обычно они продаются без хвостовика с центральным сверлом. И эта штуковина докупается отдельно. В связи с чем суммарная их стоимость бывает довольно приличной. Биметаллические они потому что материал, из которого они сделаны — это соединение быстрорежущей стали и кобальта.
Коронки с твёрдосплавными резцами у меня нет, но можно было бы и заказать ради интереса. Выглядят они так
Ну а коронки из быстрорежущей стали с толстыми зубьями у меня есть. О них и пойдёт речь в обзоре. Когда я покупал себе такую коронку, то до этого имел опыт сверления только биметаллическими. Почему купил тогда собственно такую? А потому что других не было. Дело было, как я уже говорил 12 лет назад. Мне понадобилось пару коронок определённого диаметра, и я без задней мысли направился в ближайший строительный гипермаркет. И увидел там большую дулю, а не коронки по металлу. Не было никаких. Вообще. Я изначально подумал, что меня возможно заслепило, или они продаются в каком-то другом отделе. С этими наивными вопросами я и обратился к ближайшему работнику магазина. Но нет, не заслепило. Их просто не был в продаже. И не только в этом магазине. Размышляя о том что на страну напал «коронковый кризис», я зашёл в государственный универмаг, и увидел там коронки, доселе мною не виданные. Без упаковок и блистеров, не исключено что местного «разлива». Цену не помню, на радостях купил и забыл, потому что уже собирался было впадать в отчаяние. Коронка с тех времён у меня сохранилась только одна. Вот она
Центральное сверло разумеется уже менялось и не раз (там вообще короткое должно стоять). А вместо стокового зажимного винта под шестигранник был вкручен обычный под РН-отвёртку. Коронка цельнометаллическая, и съёмное у неё только центровочное сверло. Жизнь не пощадила зубья этой коронки и местами они имеют сколы
Но должен вам сказать не критичные. Коронка отлично режет и по сей день. Хотя отверстий ей проделано немало. Данная коронка имеет диаметр 30 мм и толщину зуба 2.4 мм. Как я где-то читал, подобные коронки позиционируется для сверления толстого листового металла. Я правда не знаю в чём проблема сверлить подобный металл биметаллическими коронками. Я пробовал и проблем у меня не было. Тем более, что высота чашки с зубьями у обозреваемых коронок обычно 6-8 мм. А значит этим размером и ограничено толщина «толстого металла». Но по опыту использования могу сказать, что коронки с толстыми зубьями подобного типа, более агрессивно врезаются в металл и быстрее его прорезают. Стенку прибора или металлического ящика (а это обычно 1.5 мм) такая коронка проходит за несколько секунд. А я таких отверстий насверлил миллион, и сейчас в обзоре буду сверлить миллион первое. Вот например фоточки с работы, когда была задействована эта коронка
А вот ответное отверстие в ящике
Конечно подобные отверстия можно сверлить и ступенчатым сверлом (ёлочкой) или коническим. Но поверьте, разница во времени будет не в пользу ступенчатого сверла. Время затраченное на прохождение одной ступени такого сверла, уже будет превышать время сверления коронкой. Единственный и несомненный плюс ступенчатого сверла — это его универсальность по диаметру. Сколько вам нужно миллиметров, столько и можно им просверлить. Коронок же нужно для таких целей иметь набор. Но, чаще всего на монтаже достаточно одной-двух. Отверстия эти делаются обычно для прохода кабелей и высокая точность там не нужна. По сути коронка 25-30 мм чаще всего закроет этот вопрос без проблем.
Получив таким образом довольно положительный опыт от использования такой коронки и увидев подобную в предложке Али, я конечно же заказал её на пробу. Диаметр решил взять 25 мм (взамен некогда утраченной). И вот она у меня
Пришла в тубусе. В комплекте шестигранник для стопорного винта. Коронка в отличие от моей старой более разборная. Плюс имеет пружину для более лёгкого удаления вырезанной «шайбы»
По конструктиву коронка более схожа на биметаллическую. Так же имеет съёмный хвостовик, на который собственно при желании и можно навесить биметаллическую коронку. Кстати детали подогнаны на столько хорошо, что я даже не сразу сообразил, что хвостовик съёмный. Толщина зуба кстати у китайской чуть меньше — 2.1 мм. В остальном же коронка очень похожа на купленную много лет назад в оффлайне. Диаметр честный, штангенциркуль выдаёт ровно 25 мм. Но стоит учитывать, что при сверлении отверстия обычно получаются чуть больше. Но как я уже выше говорил, точность до миллиметров в этом деле не особо нужна.
Коронка по сути сразу же отправилась на работу. А там, есть у меня периодически необходимость делать отверстия в тонком металле. Иногда и в толстом. Иногда и в алюминиевых профилях
Коронки трудились уже в паре. И выбор падал на ту или другую, в зависимости от ситуации
Посмотрим на коронку спустя почти год использования
Пружина немного износилась. Появилось и пару сколов на зубьях
Но, посмотрим как она сверлит на данный момент. Возьмём вот такую металлическую коробочку, которую я сверлил коническим сверлом в недавнем обзоре
Зафиксируем её струбциной и просверлим отверстие
Это было очень быстро. Я не засекал, но что-то типа 5-7 секунд.
В результате получаем вот такое отверстие, и кучу металлической стружки
Вид с обратной стороны
И образовавшаяся в итоге «шайба»
Лучше их не выбрасывать. Могут пригодиться на монтаже. Как видим сверлит коронка превосходно. Но это тонкий металл. Давайте попробуем что-нибудь потолще. Например стальную пластину, толщиною 6 мм
Поскольку коронка имеет центровочное сверло, то пластину лучше расположить в «подвешенном» состоянии, чтобы не сверлить ещё и ДСП дополнительно
Начинаем сверлить
Обратите внимание, как центровочное сверло выбирает металл. Довольно быстро и крупной стружкой. Я понимаю, что металл пластины мягкий, но и сверло уже далеко не новое. Тем не менее сверлит отлично. Продолжаем
Тут конечно ни о каких секундах речи быть не может. Сверлить мне пришлось долго. Опять же, время я не засекал. Тем более, что постоянно прерывался на то чтобы снять фото или видео. И с каждым фото я всё ближе приближался к цели
Но не обошлось без маленького косяка. В какой-то момент я понял, что коронка крутится, но не сверлит. Поначалу я не понял в чём дело. Толщина пластины 6 мм, а высота юбки с венцом зубьев 7 мм. Поэтому проблем быть не должно. А потом до меня дошло. Дошло, что я тупой. Я не снял пружину, а металл толстый и коронка упиралась пружиной в поверхность пластины. Причём настолько, что даже рассверлила центральное отверстие. Ну и сама пружина при этом тоже пострадала
Но когда я снял пружину, дело пошло веселее и пластина пала
В результате мы получаем вот такую вот шайбу
И вот такое вот отверстие в пластине
Как видите коронка отлично сверлит, несмотря на то что уже далеко не новая. Конечно я ей не сверлил 24х7. Но поработать ей пришлось. Так что данное произведение китайских подвалов считаю вполне достойным. Для подобных целей брать можно. Но ежели вы сверлите трубы, например под отводы в системе пожаротушения и пр, то не уверен. Труба имеет изогнутую поверхность, и соответственно у коронки не хватит высоты юбки что бы высверлить в трубе отверстие. Но это не точно.
Всем спасибо за внимание.
Рекомендации по использованию
Требования по безопасности и комфорту при установке розеток и выключателей:
- Электрические розетки должны устанавливаться на расстоянии не менее 250÷300 мм от пола или поверхности стола (если устанавливаются на кухне).
- От угла или края стены расстояние должно быть не менее 150÷200 мм.
- Наиболее комфортное для использования расположение выключателей – 900÷1000 мм от поверхности пола.
Перед приобретением коронки для бурения необходимо тщательно измерить имеющиеся в наличии подрозетники. Диаметр коронки должен совпадать с диаметром монтажной коробки (или быть немного больше).
Необходимые инструменты:
- перфоратор или электродрель;
- молоток или небольшая кувалда;
- коронка для бетона или по кирпичу (зависит от материала стен);
- зубило или пробойник.
На заметку! Если коронка предназначена для бетонных стен, то с помощью нее можно легко сделать отверстие и в кирпиче. Но коронка, предназначенная для кирпича, стоит значительно дешевле, поэтому не стоит переплачивать, если проводите электротехнические работы в кирпичном доме.
Подробности смотрите на видео:
Порядок проведения работ:
- С помощью детектора для поиска арматуры определяем расположение металлических прутьев в стене и толщину бетонного слоя над ними. Если слой бетона над прутьями превышает посадочную глубину подрозетника, то можно приступать к разметке будущих отверстий без учета армирования стен. Если арматурные прутья находятся близко к поверхности стены, то необходимо нанести маркером места их расположения, и уже затем приступать к разметке будущих отверстий для установки монтажных коробок.
- Учитывая рекомендации по установке розеток и выключателей освещения, произведите разметку отверстий на стене с помощью линейки, уровня и маркера (или карандаша).
- Устанавливаем коронку в перфоратор.
- Делаем круговую прорезь в стене.
Внимание! При использовании твердосплавных коронок необходимо делать небольшие технологические перерывы, чтобы не допустить перегрева режущих элементов
- С помощью молотка и зубила (или плоского бура, вставленного в перфоратор) освобождаем внутреннюю часть посадочного отверстия от бетона (либо кирпича).
- Заводим электрические провода в отверстие подрозетника.
- С помощью быстротвердеющего раствора фиксируем подрозетник в отверстии.
- После установки всех необходимых подрозетников можно приступать к монтажу розеток и выключателей.
Достоинства и слабые места
Основное достоинство приспособления заключается в расширении функциональности уже купленного инструмента. Дополнительные возможности по отделке поверхностей не требуют приобретения дорогостоящего специализированного оборудования.
Достоинства насадки для дрели по сравнению со специализированным оборудованием:
- качественная шлифовка труднодоступных мест;
- удобство работы с небольшими деталями;
- экономия средств;
- возможность сделать своими руками.
Но есть и недостатки:
- не так удобно работать, как специальным инструментом;
- для качественной шлифовки необходимо приобрести навык;
- меньшая производительность;
- часто требуется регулировка скорости вращения.
Если объем работ невелик, то достоинства многократно перевешивают их недостатки.
Преимущества и обзор насадок на дрель для резки древесины и металла
Приспособления для резки металла или древесины применяются в тех случаях, когда отсутствует возможность выполнить данную процедуру другим способом. Кроме этого, они будут полезны, если нагрев листового материала при раскрое нежелателен.
Преимущества насадок перед болгаркой:
Насадки для резки дерева и металла способны выполнять свои функции быстро и качественно
- Высокое качество реза.
- Возможность выполнить в материале отверстия любых форм.
- Нет необходимости в покупке расходных материалов (дисков на болгарку).
- Простая система пользования.
- Некоторые насадки могут выполнять резку листового пластика определенной толщины.
- Если для работы используется аккумуляторная дрель, инструмент становится мобильным. Он не зависит от электросети и может эксплуатироваться в полевых условиях.
- Небольшой вес.
Обзор насадок на дрель для резки листового металла
Для нарезки металлических листов применяются три типа насадок: «Сверчок», «Ножницы» и «Бобер». Каждая из них имеет свои особенности, строение и рассчитана на раскрой материала определенной толщины.
В процессе применения насадки «Ножницы» на дрели вращение патрона на инструменте преобразуется в возвратно-поступательные движения. В результате этого специальная матрица выбивает в металле полоску и отделяет материал. Толщина этой линии составляет 3,1 мм. При подобном способе раскроя листов срез получается качественным и ровным. Насадка «Ножницы» позволяет полностью отказаться от доработки краев на металле или свести ее к минимуму.
Насадка «Сверчок» способна нарезать не только листовой металл, но также подходит и для пластика
Насадка «Бобер» работает аналогичным образом, только с ее помощью можно делать как прямые, так и криволинейные резы, минимальный радиус которых составляет 12 мм.
Насадку на дрель «Сверчок» можно считать универсальным приспособлением, поскольку с ее помощью можно нарезать не только металлические, но и пластиковые листы. В некоторых случаях она может использоваться для раскроя профильных изделий. Устройство оснащено двумя режущими головками, обеспечивающими идеально ровный срез.
Таблица, отображающая ограничения на обработку материала по толщине:
| Тип материала | Рекомендуемая толщина, мм |
| «Высечные ножницы» | |
| Нержавеющая сталь | до 0,8 |
| Латунь и медь | до 1,5 |
| Алюминий | до 2 |
| «Сверчок» | |
| Нержавеющая сталь | до 1,2 |
| Сталь | до 1,5 |
| Алюминий | до 2 |
| Пластик | до 2 |
| «Бобер» | |
| Нержавеющая сталь | до 1,3 |
| Сталь | до 1,8 |
| Алюминий | до 2 |
Основные виды насадок на дрель для резки дерева
Насадка, предназначенная для раскроя древесины, имеет довольно сложное строение. Этот механизм по принципу действия напоминает лобзик. С помощью данного приспособления можно резать дерево, толщина которого не превышает 2 см, а также раскраивать фанерные листы и древесно-стружечные плиты.
Кроме этого, насадку-пилу на дрель можно использовать не только для дерева, но и для резки пластмассы и тонких листов стали. По этой причине данное приспособление будет весьма полезным дополнением к набору инструментов в домашней мастерской. Стоит заметить, что стоимость такой насадки очень высока, это обуславливается сложным строением ее механизма.
В продаже можно найти целые наборы, которые включают:
- саму насадку (механизм);
- три сабельных пилки разной конфигурации;
- шестигранный ключ для патрона.
Насадка на дрель в виде пилы подходит для дерева, пластмассы и даже тонких листов стали
Сабельные пилки изготавливаются из прочного пластика. Съемные приспособления в комплекте различаются по длине и форме зубцов. От конфигурации этих изделий зависит область их применения. Существуют такие виды пилок:
- для раскроя древесины;
- для быстрого реза по дереву;
- для резки металла (пилка имеет небольшую длину и усажена мелкими зубцами).
Съемные пилки из пластика имеют небольшой вес, а потому очень удобны в использовании. В замке насадки фиксируются спецвинтом.
Подготовительные операции к работе
Необходимо учитывать, что для препятствования проворачиванию производители формируют для посадки инструмента гнездо неправильной формы. Более опытные специалисты напоминают о том, что для качественной фиксации необходимо хорошо зажимать упорную гайку или болт. Это позволит надежно удерживаться режущему инструменту в пазах и не расшатываться, деформируясь и искривляя отверстие.
Пример полученного отверстия
Устанавливать инструмент в патрон дрели необходимо лишь после того, как все резьбы будут затянуты. Далее можно начинать сверлить в выбранной точке. Процесс практически не отличается от работы классическим сверлом
Важно во время операции выдерживать максимальную перпендикулярность оси вращения обрабатываемой плоскости. Данный фактор выдерживается на первых миллиметрах, далее все идет по сформированному изначально цилиндру
Заранее также выставляется число оборотов для вращения коронки. Стоит учитывать, что увеличение диаметра инструмента сочетается с повышением его вибрации. Это вынуждает применять более мощные дрели, если брать сверла по дереву для больших отверстий и больших диаметров. По возможности пристегивают дополнительную ручку для упора и удерживания перпендикулярности.
При выставлении скорости вращения на дрели, нужно руководствоваться такими правилами:
- мягкая древесина может обрабатываться со скоростью от 1000 (диаметр 3,0-5,0 см) до 2400 об/мин (диаметр 10-55 мм);
- для твердых пород дерева желательно повышать обороты до250 об/мин (3,0-5,0 см) до 600 об/мин (1,0-1,5 см);
- используя коронки с твердосплавными напайками, нельзя понижать обороты ниже 400-500 об/мин, так как режущая кромка раскрошится.
ВИДЕО: Как просверлить отверстие большого диаметра
Коронки по металлу
Некоторые задачи в народном хозяйстве, связанные с необходимостью проделывания отверстий в металлических изделиях и конструкциях невозможно выполнить с использованием перфоратора и сверла большого диаметра. Сложность заключается не только в весе такого рабочего инструмента, но и ограниченном размере сверла: при его помощи отверстие диаметром более 65 мм вряд ли удастся выполнить. Но выход есть – это коронка по металлу. В зависимости от типа требуемых работ, используют коронки с разными свойствами.
Биметаллическая коронка по металлу применяется для работ по железу, алюминию, меди независимо от толщины изделия. Изготавливается этот инструмент из вязкой стали и обладает хорошей заточкой, которая сохраняет свои режущие свойства даже при выполнении большого объема работ. Для обработки листового железа и стали используют металлокерамические твердосплавные коронки, которые обладают невысокой теплопроводностью и, поэтому, мало нагреваются.
Для высокоточной обработки тонких листов из любых типов металла вне зависимости от твердости, лучше всего подойдут алмазные коронки для сверления. Благодаря алмазному напылению этот инструмент обеспечивает резку высокой точности, не создавая при этом большого количества стружки.
Твердосплавные коронки по металлу HSS отлично подойдут для устройства отверстий в сложнопрофильных металлических изделиях. Часто используются при необходимости врезки в трубопроводы или канализацию.
Для обеспечения точности реза коронка по металлу требует использования механизма фиксации на рабочем поле. Таким фиксатором являются обычные сверла для дрели. Они также выступают основой для крепления коронки, легко фиксируются в нужной точке и не требуют предварительного кернения. Стоит отметить, что кольцевая коронка для сверления по металлу оснащается пружинным выбрасывателем, благодаря чему стружка легко удаляется из обрабатываемого отверстия.
Стоимость коронок зависит от разных факторов. В первую очередь во внимание берутся материалы изготовления: чем более качественные составляющие – тем выше цена. Изготовители подобного инструмента, такие как Bosch, Энкор, предлагают сверлильные инструменты высокого качества, способные произвести до полного износа большие объемы работ. Также эти производители предлагают покупателям широкий выбор товара. Диаметры изготавливаемого инструмента в диапазоне от 20 до 160 мм и больше:
- 20 мм
- 22 мм
- 25 мм
- 30 мм
- 32 мм
- 35 мм
- 40 мм
- 45 мм
- 50 мм
- 60 мм
- 80 мм
- 100 мм
- 114 мм
- 160 мм
Для экономии средств можно купить набор коронок. Они могут включать инструменты, имеющие разные размеры и использоваться для разных материалов.
О преимуществах
Если сравнивать коронки для металла с другими видами сверл, то здесь можно выделить сразу несколько наиболее важных преимуществ.
К таким можно отнести:
- благодаря особой конструкции отверстие можно выполнять по контурам;
- для работы не придется использовать устройства с усиленными проводами;
- с помощью таких насадок можно получить отверстия с шероховатой внутренней поверхностью – другими виды насадок не позволяют этого добиться;
- насадки подходят для работы любого сверлильного оборудования – дрели, станки, фрезеры и токарные станки;
- коронки для металла позволяют проводить многоинструментальную обработку;
- площадь соприкосновения сверла и поверхности, которая подвергается обработке, довольно заметна;
- за один проход можно обработать сразу несколько металлических слоев.
Сам процесс сверления с использованием коронок для металла отличается повышенной производительностью. Весь рабочий процесс выполняется не только быстро, но и с максимальной точностью. Ни одна сверлильная насадка не может гарантировать таких качеств. Кроме того, выполнение работы не сопровождается большим количеством шума. При этом сами коронки для металла являются экономичными и эргономичными. За один оборот корончатой насадки можно удалить достаточно большое количество металла.
Как пользоваться коронкой по металлу
› Интересное
17.12.2019
Коронка по металлу предназначена для сверления сквозных отверстий большого диаметра в листовом и профильном металлопрокате. Это один из немногих режущих инструментов, который не только в обиходе, но и в профессиональной литературе имеет несколько параллельных наименований. В ГОСТ 17013-71 он присутствует под названием кольцевое сверло.
Но поскольку он имеет трубчатую конструкцию рабочей части, в учебниках по металлообработке и каталогах российских производителей нередко упоминается как полое или трубчатое сверло. При сверлении таким инструментом процесс резания осуществляется зубьями, расположенными равномерно по окружности его рабочего торца. По внешнему виду такая конфигурация режущей части напоминает корону, поэтому еще одно название коронки по металлу — корончатое сверло.
А поскольку по своему внешнему виду и принципу действия она больше соответствует фрезерному инструменту, то можно встретить и еще одно название – кольцевая фреза.
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния.
По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки.
Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
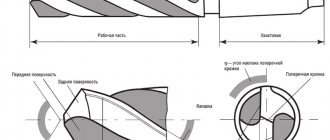
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления.
Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Конструкция и характеристики корончатых сверл
Несмотря на особенности отдельных моделей базовые конструкции всех коронок по металлу примерно одинаковы. Все они состоят из хвостовика, направляющей части со спиральными канавками и режущей коронки, состоящей из четного числа зубьев (см. рис. ниже).
Направляющая часть у такого инструмента полая. При сверлении в ее внутреннее пространство продвигается керн из металла, который по окончании операции выбивается специальным толкателем. Центральный канал проходит насквозь через весь корпус. В него вставляется заостренный на конце толкатель (часто подпружиненный), который, кроме выталкивания металлического керна, служит для центровки коронки по металлу перед началом сверления. Также по оси центрального канала может крепиться центровочное сверло. Кроме того, у некоторых моделей в центральный канал через боковой клапан подается СОЖ. Из-за большого количества режущих зубьев для работы корончатым сверлом требуется значительное усилие резания. Поэтому такой инструмент, как правило, имеет хвостовики с лысками или канавками для надежной фиксации в зажимном патроне. Коронки по металлу, предназначенные для обычных дрелей, имеют небольшой диаметр и цилиндрические хвостовики.
Режущая часть
Режущая часть коронок по металлу состоит из четного числа зубьев, равномерно распределенных по рабочему торцу корпуса. Поскольку этот инструмент предназначен для выборки кольцевой канавки, все его зубья имеют три режущие кромки: одну фронтальную и две боковые (см. фото ниже). За эту особенность коронки по металлу иногда называют кольцевыми фрезами, т. к. такой их метод резания характерен не для сверлильного, а для фрезерного инструмента. Количество режущих зубьев напрямую зависит от диаметра корончатого сверла. У инструмента малых и средних размеров их чаще всего от четырех до шести.
Виды хвостовиков
К настоящему времени стандартом де-факто для коронок, предназначенных для сверления металла, стали три типа хвостовиков (см. рис. ниже):
- WELDON. Самый распространенный тип хвостовика. Представляет собой короткий цилиндр диаметром 19 или 32 мм с тремя лысками. В патроны с посадочными гнездами стандарта WELDON можно крепить только хвостовики этого типа.
- UNIVERSAL (другие названия ONE-TOUCH и NITTO). В соответствии со своим названием является универсальным хвостовиком и может крепиться как в патроны WELDON, так и в ряд патронов других производителей, кроме оснастки стандарта QUICK –IN.
- QUICK –IN. Посадочный стандарт известного производителя электроинструмента FEIN. Совместим только устройствами этой фирмы.
Кроме того, многие производители предлагают широкий выбор переходников и удлинителей для совмещения разных стандартов, а также переходные оправки для различных шпиндельных конусов.
Советы по использованию
А Вы пользуетесь насадками для дрели?
Постоянно!Хочу попробовать
Для различных материалов и типов наконечников требуется определённая скорость шлифования. Она соответствует числу оборотов инструмента. Поэтому для эффективной работы следует выбирать дрель с широким выбором скоростей вращения двигателя.
Простое строение многих элементов оснастки позволяет изготовить их самостоятельно. Это особенно актуально для барабанных и мягких наконечников, а также тарелочных моделей с присоединяемыми шлифовальными листами.
Для удобства выполнения задач можно также создать специальный держатель, фиксирующий сверлильный агрегат параллельно столу, что позволит применять его в качестве станка для заточки и шлифовки.
Большой ассортимент всевозможных приспособлений для дрели помогает сэкономить на покупке дорогих устройств, выполняющих аналогичные функции. Это позволяет при помощи одного прибора выполнять широкий спектр задач в домашних условиях.
Советы по выбору инструмента
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.
Преимущества литых коронок перед штампованными
Одно из явных достоинств литых конструкций перед штампованными – доступная цена. Они признаны наиболее бюджетным вариантом. Помимо цены, такие изделия обладают и другими преимуществами:
- Надежная методика изготовления. Полученные изделия максимально прилегают к зубу, не надавливая на слизистую оболочку. Это связано с тем, что литую конструкцию отливают по предварительно сделанному слепку. При этом штампованная коронка приобретает необходимую форму посредством выдавливания. Таким способом значительно труднее восстановить зуб в первоначальном виде.
- Хорошая биосовместимость (отсутствие провоцирования заболеваний слизистой оболочки рта).
- Продолжительный срок службы. В отличие от штампованных конструкций срок службы более 10 лет. Причина кроется в материале – заготовка для штампа тоньше и мягче, подвергается быстрой деформации.
- Максимальное сохранение здоровых тканей. Благодаря высокой прочности ортопедическое лечение с помощью литых коронок выполняют с минимальным препарированием (требуется обточка не более 0,8 мм). (Вот как происходит препарирование зубов под металлокерамическую коронку)
Основное противопоказание к установке металлических коронок – аллергическая реакция