Назначение инструмента
Ось вращения концевого фрезера направлена под прямым углом к плоскости заглубления. При этом его основные режущие кромки располагаются на боковой цилиндрической поверхности, т. е. резание происходит по лини их соприкосновения с плоскостью обработки. На торцевом конце также находятся режущие кромки, расположенные под углом к оси вращения, которые выполняет вспомогательную функцию. Режущая поверхность такого фрезера выполнена в виде спиральных или наклонных зубьев, при этом угол наклона может составлять 30-45°.
Диски для педикюра и сменные файлы
Могут быть разного диаметра и абразивности.
Актуальная замена педикюрным колпачкам, ускоряющая процедуру педикюра в несколько раз. Диски изготовлены из стали, проходят все этапы обработки инструмента. Одноразовые файлы на самоклеющейся основе имеют ту же градацию абразивности, что и педикюрные колпачки. Абразив файлов, за исключением китайских подделок, сделан из карбида кремния. Подбор абразивности, зоны и последовательность обработки аналогичны колпачкам.
Диски, в отличие от колпачков, наоборот требуют высоких оборотов. Чем тоньше абразив, тем выше обороты вращения диска должны быть выставлены и тем меньше должен быть угол диска к обрабатываемой поверхности.
Не подходят для начинающих мастеров, так как требовательны к точности техники работы. Начинающий мастер может нечаянно обжечь клиента с неприятными последствиями. По этой причине заинтересованным в данной технике следует пройти повышение квалификации по работе с дисками.
Особенности и применение
Конструктивно концевые фрезы по металлу делятся на два вида: цельнометаллические (из твердых сплавов) и со вставными режущими элементами. Самыми распространенными являются монолитные твердосплавные концевые фрезеры. Они характеризуется высокой жесткостью, стабильностью параметров и оптимальным соотношением цены и технологических возможностей. Фрезеры с вставными режущими элементами из специальных сплавов с напылением используют при специальных режимах резания, например, фрезеровке по нержавейке, сплавам титана и другим сложным материалам.
Основная область применения концевого фрезерования — это продольная обработка плоскостей параллельных оси вращения инструмента. Типичным примером такой технологической операции является фрезеровка линейных и контурных пазов и канавок, формирование ступенчатых плоскостей, а также выборка прямолинейных и фигурных выемок различной глубины. При этом для глубоких поверхностей применяют фрезы концевые с цилиндрическим или коническим хвостовиком, удлиненные до нужного размера. Основные виды изделий, обрабатываемых концевым фрезерованием — это:
- плиты с линейными и Т-образными пазами;
- штампы и прессформы;
- плоские поверхности и зубчатые шестерни с канавками и выемками;
- шаблоны, матрицы, пуансоны;
- вала со шпоночными пазами;
- корпусные детали со сквозными окнами.
Размерные ряды концевых фрезеров определены государственными стандартами. Изделия из быстрорежущей стали с цилиндрическим хвостовиком имею размерный ряд 3-32 мм и устанавливаются на оборудование с помощью зажимных патронов и цанг. Инструмент среднего и большого диаметра выпускаются в диапазоне размеров 14-63 мм с хвостовиком в виде конуса и используются на промышленном оборудовании. Фрезы для станков с ЧПУ имеют свой размерный ряд — 14-50 мм.
Силикон-карбидные шлифовщики и полировщики
Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.
Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.
Специальные виды
Кроме цилиндрических концевых фрезеров выпускается большая номенклатура фрезерного инструмента, которая относится к этой же группе, но имеет другие формы и состав режущих поверхностей. Сюда же относят торцевые фрезеры небольшого размера, которые обычно являются насадными, но при малых диаметрах изготавливаются цельнометаллическими и классифицируются как концевые.
Все специальные виды концевых фрезеров выпускаются как с конусными, так и с цилиндрическими хвостовиками.
Наиболее распространены следующие виды:
- Шпоночные. Имеют две режущие поверхности на торце, что позволяет выполнять резание как в продольном, так и в перпендикулярном направлении. Используются для фрезеровки шпоночных канавок на валах и продольных выемок на плоских заготовках.
- Угловые. Их характерная особенность — наклонные режущие кромки на торце. Предназначены для снятия прямоугольных кромок (фасок), обработки наклонных плоскостей и угловых пазов.
- Четвертькруглые вогнутые. Их режущие зубья имеют форму обратной дуги. Применяются для фрезеровки закругленных кромок.
- Для пазов Т-образных и типа «ласточкин хвост». Режущая часть имеет форму диска и диаметр больший, чем у хвостовика. Используются для фрезеровки длинных пазов соответствующей конфигурации.
- Копирные с цилиндрической или конической рабочей поверхностью и закругленным торцом. Применяются при изготовлении штампового инструмента, прессформ и различных моделей.
Кроме этого существует множество видов фасонных концевых фрезеров, которые способны за один проход сформировать многоступенчатые прямоугольные и округлые профили. Такой фрезерный инструмент применяется в основном в столярных производствах и при обработке пластиков.
Безопасные маникюрные фрезы OneyClean
Различаются длиной рабочей части, формой и количеством граней.
Стальные фрезы, лишенные абразива. Считаются безопасными для ногтевой пластинки при соблюдении техники работы. Подлежат полному циклу обработки инструмента.
Имеют определенное назначение: раскрытие кармана под кутикулой, удаление склеек, зачистка птеригия. Такой фрезой невозможно глубоко прочистить пазуху, зашлифовать валики или срезать кутикулу. Столь узкая направленность и низкая функциональность делает её мало полезной для опытного мастера.
Зато она позволит даже новичку работать безопасно и не оставить пропилов на ногтевой пластинке. Может быть полезна как средство вселения уверенности в начинающего мастера.
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.
Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Керамические маникюрные фрезы
Слева направо: конус, кукуруза, кукуруза, цилиндр, скругленный цилиндр (бочонок), пуля.
По сути являются аналогом твердосплавных, только считаются более износостойкими — срок их службы до 3-х лет. Изготавливаются путем запекания специального состава. Керамические фрезы меньше нагреваются во время работы, чем обеспечивают больший комфорт для клиента. Они не забиваются, благодаря чему не имеют ограничений по работе с кожей или мягкими гелями, такими как оригинальный шеллак или эластичные базы. Их также можно спокойно дезинфицировать и стерилизовать по всем правилам.
Из минусов можно отметить их хрупкость — следует избегать ударов и падений таких фрез, так как даже небольшая трещина приведет к разрушению рабочей части. Кроме того, при снятии твердого искусственного материала, такого как гель и акрил, керамика может оказаться слишком мягкой, истереться об материал, «облысеть».
Форма керамических фрез зачастую аналогичная ТВС-фрезам, так как напрямую связана с предполагаемыми функциями. Маркировка абразивности такая же, как у ТВС. Разница в том, что керамика с черной и зеленой насечками имеют грубую нарезку, но не становятся от этого прочнее, поэтому попытка снять даже гелевое наращивание может привести к истиранию ножей. Так что можно использовать керамику для работы по гиперкератозу, но не стоит пытаться спиливать ей акрил.
Какие фрезы лучше: керамика или ТВС
- Во-первых, если сравнивать фрезы примерно одинакового качества, то керамика будет дороже ТВС. Это окупается за счет большего срока эксплуатации.
- Во-вторых, если вам нужна фреза для снятия искусственных покрытий, то керамика позволит быстро снимать только мягкие гели и акригель. Зато делать она это будет атравматично, не нагреваясь и не «проваливаясь» в мягкой базе. Выбирайте для этого красную насечку. Если же вы регулярно укрепляете клиентам ногти гелем или используете твердые базы (strong, hard, builder), то лучше выбирайте для их снятия твердосплав с синей насечкой.
- В-третьих, для работы по тонкой и чувствительной коже лучше подойдет керамика, поскольку меньше нагревается. Если же необходимо работать с утолщенными и проблемными ногтями на ногах, то выбирайте ТВС.
Таким образом, будет разумно выбирать инструмент исходя из своих профессиональных задач и потребностей.
Классификация концевых фрез
Специальной расширенной классификации для концевых фрезеров не существует, поэтому они классифицируются по общим для фрезерного инструмента перечням с добавлением характерных для них признаков. Ниже приведены основные разделы классификации, применяемой для различных видов концевых фрез по металлу:
По производственному назначению
В данном разделе основным признаком является вид и форма обрабатываемой поверхности. На основании этого выделяют следующие виды этого инструмента:
- общего применения;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.
По конструктивному признаку
ГОСТ обязывает производителей выпускать концевые фрезы двух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и режущей части. Но помимо этого на рынке присутствуют фрезы концевые как удлиненные, так и очень короткого размера (народное название — «пальчиковые»). Кроме типов и соотношений длин ГОСТом определяются виды хвостовиков (различные типы конических и цилиндрических), а также размерные ряды диаметров. Чаще всего в промышленном производстве применяется фреза концевая с коническим хвостовиком.
Государственные стандарты определяют только общие требования к фрезерному инструменту. Вместе тем мировые производители предлагают различные новаторские конструкции. Их примером могут служить концевые модульные фрезы, в которых режущая часть крепится к хвостовику с помощью высокоточного винтового соединения. Другая интересная разработка — концевая шестизубая обгонная фреза с верхними и нижними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования специфических профилей поверхностей обрабатываемых изделий в дополнение к инструменту общего назначения была создана большая группа фасонных концевых фрез. Среди них основными являются радиусные и фигурные пазовые фрезерные инструменты, а также фрезеры для 2D и 3D обработки. Основные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конические и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл режущей кромки и снятия ею одного слоя припуска называется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью является однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).
Кроме этого существует обширная классификация концевых фрезеров, основанная на геометрии и формах режущих поверхностей, зубов и кромок.
Корундовые маникюрные фрезы
Слева направо: пуля, усеченный цилиндр, усеченные конусы, шары.
Представляют собой искусственный пористый камень, не имеющий выпуклого абразива. Корундовые (ударение на О, кОрунд) фрезы работают за счет мелких полостей на поверхности камня, которыми захватывают частички кожи или материала. За это они часто называются безопасными, так как нужно очень постараться, чтобы травмировать ими ногтевую пластинку. Корундовые фрезы тонкой степени обработки позволяют зашлифовать сухую кожу до блеска, так что рекомендуется использовать их в конце процедуры маникюра или педикюра в качестве полировщиков.
Но в случае работы по влажной коже, такие фрезы становятся опаснее алмазных — они втягивают влажную кожу в свои полости и рвут её. На микроуровне, конечно. После такого придется потратить много времени на зашлифовку, поэтому лучше работать ими только по нормальной и сухой коже.
Эти фрезы можно дезинфицировать в растворе, как все инструменты, но вот стерилизовать только в автоклаве. В сухожаровом шкафу стерилизация внутри полостей проходит не полностью.
Абразивность корундовых фрез
Эти насадки для аппаратного маникюра не имеют маркировки абразивности, поэтому следует ориентироваться на описание. Вообще они могут быть зеленого, розового, голубого и белого цвета. Но у одного производителя белого цвета будет супер-тонкая степень обработки, а другого — грубая. Розовые корундовые фрезы чаще всего описаны как тонкие и для шлифовки выбирают именно их.
Форма и функции корундовых фрез
Они одновременно похожи и на алмазные, и на ТВС. У корундовых никогда не бывает очень тонкого и длинного носика, а крупные фрезы, предназначенные для педикюра, не подходят для удаления толщины рогового слоя, только для зашлифовки. Начинающий мастер ногтевого сервиса может в начале карьеры заменить ими некоторые алмазные фрезы, в случаях если: нет нужды делать глубокий маникюр, требуется максимально щадящая обработка, нет уверенности в правильности техники.
Кроме того, на фото изображены фрезы усеченный конус и усеченный цилиндр. Эти насадки можно использовать как дополнительные для поднятия кутикулы. Упирая усеченную верхушку в кутикулу под углом в 90° и короткими стежками описывая полукруг, наподобие стрелки циферблата, можно быстро и безболезненно подготовить кутикулу к последующему срезу.
Конструкции фрез и их влияние на технологию производства фрезерных операций
Фрезы по дереву для ручного фрезера могут иметь наборное и монолитное исполнения. В первом случае конструкция инструмента представляет собой определённый набор пластин из быстрорежущей стали, которые посредством напайки медными сплавами прикрепляются к хвостовику фрезы (иногда, в более дешёвых наборах, вместо твёрдого сплава используется инструментальная сталь, а материалом хвостовика принимается легированная конструкционная сталь).
Во втором случае фреза является монолитным инструментом, который изготавливается из инструментальной стали. Особую разновидность фрез для ручного фрезера образуют насадные фрезы, которые состоят из съёмной пластины, которая затем насаживается на переходной хвостовик. Такие фрезы наиболее технологичны в эксплуатации, поскольку при затуплении режущего лезвия с одной стороны, съёмную пластину можно перевернуть на противоположную сторону, и продолжать пользоваться инструментом.
При выборе набора рассматриваемого инструмента обращают внимание на следующее:
- Пайка наборных фрез должна быть выполнена таким образом, чтобы инструмент не терял своей продольной устойчивости при длительной обработке, особенно, если заготовкой служат изделия из граба, груши, дуба и других твёрдых пород древесины;
- В качестве припоев при пайке инструмента должны использоваться марки ПСр40 или ПСр37,5, с повышенным содержанием серебра и меди. Припои иных марок обычно включают в себя никель, который ухудшает прочность соединения пластин с хвостовиком;
- Термическую прочность наборной фрезы проще всего проверить по тепловой деформации инструмента во время нагрева каждого зуба до температуры 200…2500С: инструмент после такой тепловой обработки не должен допускать биения своей продольной оси на величину более 0,05 мм;
- Наборная фреза не должна быть изготовлена сварным соединением хвостовика с рабочей режущей частью. Во-первых, в месте сварного шва прочность металла всегда снижена на 15…20%, а, во-вторых, при резких ударах (например, при врезании фрезы в твёрдую древесину) на поверхности сварного шва могут обозначиться сколы. Применение такой фрезы недопустимо.
Особо стоит выделить проблему твёрдости фрез для ручного фрезера. Производители наборов такого инструмента могут быть из КНР. Цена такого инструмента заметно ниже, но снижается также и качество металла, из которого выполнена оснастка. Чаще всего это касается монолитных фрез. Оценить марку стали в обычных условиях невозможно, однако проверку можно выполнить и в домашних условиях. Для этого лучше всего использовать тарированный напильник, после контакта с которым на рабочей поверхности фрезы не должно быть видимых отметин. Это примерно соответствует твёрдости 58…62 HRC.
Долговечность фрез определяется интенсивностью их применения. Качественные наборные фрезы с рабочими пластинами из быстрорежущих сталей обладают наилучшей стойкостью, а монолитные, выполненные из рядовой инструментальной стали – наименьшей.
Типы
Существует несколько широких категорий инструментов для торцевого и торцевого фрезерования, таких как центрирующий или нецентрорежущий (может ли фрезер выполнять врезание врезанием); и категоризация по количеству флейт; по углу винтовой линии; по материалу; и материалом покрытия. Каждую категорию можно разделить по конкретному применению и особой геометрии.
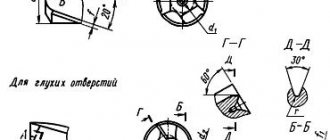
Очень популярный угол наклона спирали, особенно при обычной резке металлических материалов, составляет 30 °. Для чистовых концевых фрез обычно используется более узкая спираль с углом наклона спирали 45 ° или 60 °. Концевые фрезы с прямыми канавками (угол наклона спирали 0 °) используются в специальных областях, таких как фрезерование пластмасс или композитов из эпоксидной смолы и стекла. Концевые фрезы с прямыми канавками также исторически использовались для резки металла до изобретения концевой фрезы со спиральной канавкой. Карл А. Бергстрем из Компания Weldon Tool в 1918 г.
Существуют концевые фрезы с изменяемой спиралью канавки или псевдослучайным углом спирали и прерывистой геометрией канавок, которые помогают дробить материал на более мелкие части во время резки (улучшая отвод стружки и снижая риск заклинивания) и уменьшают зацепление инструмента при больших резаниях. Некоторые современные дизайны также включают небольшие детали, такие как стружколом. Хотя такие концевые фрезы более дорогие из-за более сложной конструкции и производственного процесса, они могут служить дольше за счет меньшего износа и повышения производительности высокоскоростная обработка (HSM) приложения.
Все чаще традиционные сплошные концевые фрезы заменяются более экономичными. вставленные режущие инструменты (что, хотя изначально и дороже, сокращает время смены инструмента и позволяет легко заменять изношенные или сломанные режущие кромки, а не весь инструмент).
Концевые фрезы продаются как с дюймовыми, так и с метрическими диаметрами хвостовика и резания. В США метрика легко доступна, но используется только в некоторых механических цехах, а не в других; в Канаде, из-за близости страны к США, то же самое. В Азии и Европе стандартными являются метрические диаметры.
Прочие маникюрные насадки
Щетки для очистки
При правильной обработке инструмента нужды в них нет. Только если инструмент чем-то забился, например, непросохшим гель-лаком, вам могут пригодиться такие щеточки. При покупке выбирайте нейлоновые. Не следует использовать металлические щетки для очистки, т.к. они могут повредить абразив алмазных фрез или исцарапать другие насадки.
Войлочные насадки для придания глянца
Можно использовать в процедуре маникюра без декоративного покрытия чтобы отполировать поверхность натуральных ногтей до глянца. Подлежат дезинфекции, но не стерилизации в сухожаре.
Не до конца понятно, что и как стерилизовать? У нас есть отдельная статья о том, как правильно обрабатывать маникюрный инструмент, включая фрезы, с подробным описанием каждого этапа.
Остались вопросы? Задайте их в комментариях!