В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском . Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
| Буквенное обозначение | Цветовой код | Массовая доля легирующих добавок |
| WP | Зеленый | – |
| WC-20 | Серый | ~2% |
| WL-10 | Черный | ~1% La₂O₃ |
| WL-15 | Золотой | ~1,5% La₂O₃ |
| WL-20 | Голубой | ~2% La₂O₃ |
| WT-10 | Желтый | ~1% ThO₂ |
| WT-20 | Красный | ~2% ThO₂ |
| WT-30 | Фиолетовый | ~3% ThO₂ |
| WT-40 | Оранжевый | ~4% ThO₂ |
| WY-20 | Синий | ~2% Y₂O₃ |
| WZ-3 | Коричневый | ~0,3% ZrO₂ |
| WZ-8 | Белый | ~0,8% ZrO₂ |
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Преимущества и недостатки
Сварка с применением вольфрамовых электродов гарантирует получения шва без шлака. В таком шве отсутствуют поры. Сварка такого типа позволяет соединять между собой большинство известных сплавов и металлов. Кроме того, применение сварки этого типа позволяет создавать соединения со стенками разной толщины.
Сварка вольфрамовыми электродами выполняется без искр и брызг. На шве не образуется шлак, не выделяется дым, в отличие от электродов, покрытых обмазкой. Все эти факторы позволяют выполнять сварку с высокой скоростью.
Вместе с тем сварка таким материалом подразумевает то, что перед выполнением работы необходимо тщательно зачистить поверхность деталей. В противном случае получаемый шов будет обладать определёнными дефектами (непроварами, порами и пр.).
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
WY-20, темно-синие
Задействуются при сварке молибдена, тантала, меди, бронзы, ниобия, никеля, титана. Универсальны по типу тока (AC/DC).
Состав включает добавку 2% оксида церия, нерадиоактивного элемента, работа с которым более безопасна для сварщика. Церий содействует легкому начальному запуску дуги, разрешает повышать сварочный ток без вреда для оснастки. Электроды отлично держат дугу на малых токах при сварке тонколистовой стали. Самая распространенная сфера использования — орбитальная сварка труб.
Электрод вольфрамовый ПТК WL-15
Артикул: 007.100.117 Электрод вольфрамовый ПТК WL-15-175мм Ø 4,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 699 р
Артикул: 007.100.116 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,2
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 519 р
Артикул: 007.100.115 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 402 р
Артикул: 007.100.114 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,4
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 298 р
Артикул: 007.100.113 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 203 р
Артикул: 007.100.112 Электрод вольфрамовый ПТК WL-15-175мм Ø 1,6
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 130 р
Электрод вольфрамовый ПТК WL-20
Артикул: 007.100.127 Электрод вольфрамовый ПТК WL-20-175мм Ø 4,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 846 р
Артикул: 007.100.126 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,2
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 535 р
Артикул: 007.100.125 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 472 р
Артикул: 007.100.124 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,4
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 309 р
Артикул: 007.100.123 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.122 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,6
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Артикул: 007.100.121 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 67 р
Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 — это электрод с содержанием оксида церия (CeO₂), розовый цветовой код. Массовая доля оксида церия достигает до 1%.
WС-20 — это электрод с содержанием оксида церия (CeO₂), массовая доля которого варьируется в пределах от 1,8 до 2,2%. Имеет серый цветовой код.
- Особенности: Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Вольфрам марки WС-10/20 рекомендуется использовать в коротких сварочных циклах при малых значениях тока.
- Тип тока: Цериевые электроды предназначены для сварки на постоянном и переменном токе (AC/DC).
- Металл: Электроды предназначены для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
В продаже есть только фирменные вольфрамовые электроды ПТК WС-20 диаметром от 1,6 до 3,2 мм.
Артикул: 007.100.134 Электрод вольфрамовый ПТК WС-20-175мм Ø 3,2
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 435 р
Артикул: 007.100.133 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,4
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 247 р
Артикул: 007.100.132 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,0
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.131 Электрод вольфрамовый ПТК WС-20-175мм Ø 1,6
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Вольфрамовый электрод WY-20 (синий)
Это вольфрамовый электрод с содержанием оксида иттрия (Y₂O₃), который имеет синий цветовой код. Массовая доля легирующей добавки варьируется в пределах от 1,8 до 2,2%.
- Особенности: Иттриевые вольфрамовые электроды выдерживают большие токи, при соблюдении технологии сварки обеспечивают качественный и надежный шов, поэтому особенно подходит для сварки особо ответственных конструкций.
- Тип тока: Предназначены для сварки только на постоянном токе (DC).
- Металл: Этот тип электродов подойдет для сварки всех типов сталей, титана, меди и их сплавов.
Ассортиментный ряд электродов WY-20 представлен в диаметре 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.144 Электрод вольфрамовый ПТК WY-20-175мм Ø 3,2
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 452 р
Артикул: 007.100.143 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,4
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 292 р
Артикул: 007.100.142 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,0
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 177 р
Артикул: 007.100.141 Электрод вольфрамовый ПТК WY-20-175мм Ø 1,6
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 126 р
Вольфрамовые электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 — это электрод с содержанием оксида циркония (ZrO₂), коричневый цветовой код. Массовая доля оксида церия достигает до 0,3%.
WZ-8 — это электрод с содержанием оксида циркония (ZrO₂), массовая доля которого варьируется в пределах от 0,7 до 0,9%. Имеет белый цветовой код.
- Особенности: Данный тип электродов можно применять при сварке на высоких токах. Имеют слабую стабильность дуги и очень требовательны к чистоте сварочной ванны. Рабочий конец этих электродов рекомендуется затачивать в форме полусферы.
- Тип тока: Предназначены для сварки только на переменном токе (АC).
- Металл: Электроды предназначены для сварки алюминия, магния, никеля, бронзы и их сплавов.
В продаже есть только фирменные вольфрамовые электроды ПТК WZ-8 диаметром 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.154 Электрод вольфрамовый ПТК WZ-8-175мм Ø 3,2
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 535 р
Артикул: 007.100.153 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,4
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 303 р
Артикул: 007.100.152 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,0
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.151 Электрод вольфрамовый ПТК WZ-8-175мм Ø 1,6
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Вольфрамовые электроды WT
Электроды марки WT легированы оксидом тория (ThO₂) и включают в себя следующие разновидности:
- WT-10 — желтый цветовой код, содержание двуокиси тория до 1%;
- WT-20 — красный цветовой код, содержание двуокиси тория до 2%;
- WT-30 — фиолетовый цветовой код, содержание двуокиси тория до 3%;
- WT-40 — оранжевый цветовой код, содержание двуокиси тория до 4%.
Вольфрамовые электроды из сплава оксида тория применяются при сварке на постоянном токе (DC) нержавеющей стали, меди, никеля, титана и их сплавов.
Важная и отличительная особенность тория — его радиоактивность. Торий считается радиоактивным металлом, что делает вдыхание паров и пыли риском для здоровья для здоровья сварщика, а утилизацию — риском для окружающей среды. Исходя из этих соображений в ассортименте фирменной продукции ПТК нет ториевых вольфрамовых электродов WT.
WT-20, красные
Применяются для сварки: меди, бронзы, никеля, легированной стали, титана, металлов с высокой температурой плавления (тантал, молибден).
Смесь вольфрама с оксидом тория. Торий является радиоактивным материалом, поэтому заточка стержня должна выполняться в защитных средствах, иначе пыль скажется на здоровье сварщика. При нерегулярной сварке допускается обычный процесс с естественной вентиляцией. Для постоянной работы красными вольфрамовыми электродами требуется принудительная вентиляция, а при сварке в емкостях — маски с турбоблоками.
Необходимая особая форма заточки в виде площадки с выступами. Лучше варить постоянным током. За счет добавок тория стержни выдерживают повышенную температуру без деформации, поэтому используются для сварки толстых металлов.
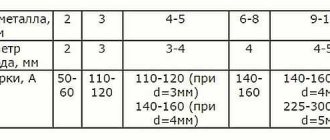
Рекомендации по подбору диаметра электрода и сварочного тока
Качество сварочного шва напрямую зависит и от правильно подобранного диаметра сварочного электрода и выставленному току. Поэтому мы подготовили для вас специальные рекомендации, которые помогут достичь максимально качественный результат в процессе сварки.
| Диаметр электрода, мм | Рекомендуемый ток при сварке в аргоне (AC), А | Рекомендуемый ток при сварке в гелии (AC), А | Рекомендуемый ток при сварке в аргоне (DC), А | Рекомендуемый ток при сварке в гелии (DC), А |
| 1,0 | до 60 | до 50 | до 70 | до 50 |
| 1,6 | 60–120 | 50–110 | 70–120 | 50–100 |
| 2,0 | 70–130 | 60–120 | 90–150 | 70–130 |
| 2,4 | 100–180 | 90–160 | 110–180 | 90–150 |
| 3,0 | 140–230 | 120–200 | 150–220 | 120–200 |
| 3,2 | 160–250 | 150–220 | 180–270 | 160–250 |
| 4,0 | 200–320 | 180–300 | 200–350 | 180–320 |
WC-20, серые
Применяются для сварки: меди, бронзы, никеля, легированной стали, титана, металлов с высокой температурой плавления (тантал, молибден).
Смесь вольфрама с оксидом тория. Торий является радиоактивным материалом, поэтому заточка стержня должна выполняться в защитных средствах, иначе пыль скажется на здоровье сварщика. При нерегулярной сварке допускается обычный процесс с естественной вентиляцией. Для постоянной работы красными вольфрамовыми электродами требуется принудительная вентиляция, а при сварке в емкостях — маски с турбоблоками.
Сварочный калькулятор для TIG сварки
Напоминаем, что мы разработали специализированный сварочный TIG калькулятор, который будет полезен дилерам и сварщикам, которые только познают азы аргонодуговой сварки. Калькулятор «даст» рекомендации для сварочных работ с алюминием, сталью и нержавейкой, может с выбором горелок и комплектующих. Выбор толщины свариваемого металла — от 1 до 12 мм. Также, калькулятор подскажет какие области должны быть проварены, в зависимости от типа соединения.
Переходите по ссылке и пользуйтесь калькулятором TIG калькулятором.
Оборудование для сварки
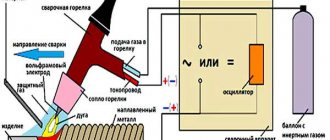
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.