Подбор зенковки для монтажа потайного винта
Пресс-релизы 15.01.2020 10:53
Винты с потайной головкой – крепежные элементы, которые широко применяются в машиностроении, приборостроении, производстве мебели, электротехнике и многих других отраслях. Их конструкция позволяет сохранить гладкую поверхность в месте соединения деталей. Благодаря этому крепеж остается незаметным и не создает помех.
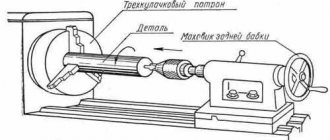
Установка крепежного элемента выполняется в заранее подготовленное отверстие с внутренней резьбой, выполненное в соединяемых деталях. Чтобы установить винт потайной, монтажное гнездо подвергается так называемому зенкерованию, во время которого на его выходной части выполняется конусообразное углубление, соответствующее форме головки. Для выполнения этой операции используется специальный инструмент – зенковка коническая. Она позволяет выполнить зенкерование ручной дрелью или на металлообрабатывающем станке.
Как делается зенковка
Зенковки изготавливают на основе российского стандарта ГОСТ 14953-80 или иностранных стандартов DIN 334, DIN 335 и других. Их основными параметрами являются наружный диаметр головки и угол конуса. Наружный диаметр зенковок составляет от 5 до 80 мм. Угол конуса зенковок, выпускаемых по российскому стандарту, составляет 60, 90, 120°. Наиболее распространены в России винты с потайными головками с углом 90°. Американские метизы чаще имеют угол головки 82°, винты с британской резьбой – угол 100°.
Зенковать отверстие необходимо точно на глубину, равную высоте головки потайного винта. Угол конуса зенковки должен быть точно подобран под угол головки крепежного элемента. Только при соблюдении этих условий метиз при закручивании сядет заподлицо с поверхностью основы. Если зенковка будет подобрана неверно, то крепежный элемент не попадет в потай. При выборе инструмента меньшего размера головка винта будет выступать над поверхностью. Если выбрать зенковку большего размера – плоскость верхней поверхности головки погрузится в монтажное отверстие.
Учитывая эти условия, важно правильно подбирать зенковку для обработки монтажных отверстий под потайные винты. Выбор инструмента для обработки отверстий осуществляется по таблицам соответствующих стандартов. В таблицах указываются размеры зенковки, соответствующие основным характеристикам винта:
- диаметру резьбы;
- диаметру головки;
- высоте головки.
Инструмент для зенкерования подбирается конкретно под каждый типоразмер винта. Это позволяет обеспечить точное соответствие монтажного отверстия его геометрии и добиться оптимального качества установки метиза.
| Теги: потайной винт, монтаж, зенковка |
| Обнаружив в тексте ошибку, выделите ее и нажмите Ctrl + Enter |
[ ]
Конические зенковки бывают двух основных видов:
с поперечным отверстием
Это конусообразный режущий инструмент, снабженный отверстием, проходящим через боковую сторону конуса. Отверстие образует на конусе две режущие кромки и является каналом для вывода стружки в процессе резки. Данный инструмент лучше всего подойдет для работы с деревом, пластиком и другими мягкими материалами. Его также целесообразно использовать для удаления заусенцев, оставшихся после предыдущей операции.
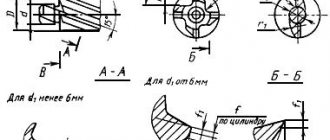
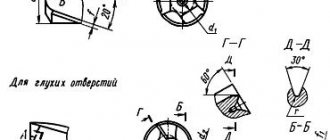
с несколькими режущими кромками
Это многолезвийный инструмент для работы по металлу, рабочая коническая часть которого состоит из 3 – 12 режущих кромок. Изготавливается из закаленной быстрорежущей стали. Чем больше диаметр конуса, тем больше у него режущих кромок. Хвостовая часть, с помощью которой он крепится в патроне, может быть цилиндрической, конической (конус Морзе) или шестигранной формы (бита).
Примечание: Зенковки следует отличать от зенкеров, так как этот металлорежущий инструмент предназначен для решения иных технологических задач, а именно, для улучшения качества поверхности просверленных отверстий.
Материалы и защитные покрытия
Для производства потайных винтов обычно применяют следующие виды материалов:
- углеродистые и легированные стали;
- нержавеющие стали;
- сплавы цветных металлов.
Материал подбирается под требуемые прочностные характеристики и условия эксплуатации изделий, например, воздействие влаги и агрессивных сред. В соответствии с ГОСТ 17475-80 предусмотрено 11 классов прочности метизов этого типа. Винты, изготовленные из углеродистой и легированной стали обычно покрываются защитным покрытием, которое предотвращает коррозию металла и значительно продлевает срок службы крепежа. Чаще всего выполняется цинковое покрытие. Многие крепежные элементы, особенно рассчитанные на повышенные нагрузки, выпускаются с цинк-ламельным покрытием.
Как выбрать размер зенковки?
Чтобы винт идеально сел в потай, важно правильно подобрать конусный зенкер под головку метиза и зенковать отверстие на точную глубину, равную высоте головки. Угол инструмента должен соответствовать углу конуса головки, а его диаметр – диаметру головки. Если взять слишком большой зенкер, головка будет утопать в «кратере» отверстия, а если меньший, то она будет выступать над плоскостью, что тоже выглядит не эстетично.
В стандарте ГОСТ 12876-67 прописаны размеры опорных поверхностей под крепежные детали с потайными и полупотайными головками. На основании этих данных мы составили таблицу, которая поможет быстро определить какая зенковка подойдет для того или иного диаметра резьбы винта.
Таблица 1. Размер зенковки под головку винта (с учетом допусков).
| Диаметр резьбы d, мм | Стандартные размеры головки | Диаметр зенковки, мм | Предельные отклонения, мм | |||
| Диаметр, мм | Высота, мм | D1 (по H13) | D2 (по H12) | D3 (по H14) | ||
| 2.0 | 3.8 | 1.2 | 4.3 | 4.6 | 4.3 | — |
| 2.5 | 4.7 | 1.5 | 5.6 | 5.7 | 5 | — |
| 3 | 5.6 | 1.65 | 6.3 | 6.6 | 6 | 7 |
| 3.5 | 6.5 | 1.93 | 7.3 | 7.6 | 7 | — |
| 4 | 7.4 | 2.2 | 8.3 | 8.6 | 8 | 9 |
| 5 | 9.2 | 2.5 | 10.4 | 10.4 | 10 | 11.5 |
| 6 | 11 | 3 | 12.4 | 12.4 | 11.5 | 14.5 |
| 8 | 14.5 | 4 | 16.5 | 16.4 | 15 | 18.5 |
| 10 | 18 | 5 | 20.5 | 20.4 | 19 | 22 |
| 12 | 21.5 | 6 | 24.0 | 24.4 | 23 | 26 |
| 14 | 25 | 7 | 28.0 | 28.4 | 26 | — |
| 16 | 28.5 | 8 | 31.0 | 32.4 | 30 | — |
| 18 | 32.5 | 9 | 35.0 | 36.4 | 34 | — |
| 20 | 36 | 10 | 39.0 | 40.4 | 37 | — |