Главнейшей операцией при обработке валов является обточка, которая производится, главным образом, в центрах.
Центра являются базой для ряда операций: чистовой и черновой обточки, нарезки резьбы, фрезерования шпоночных канавок, шлифования и др., а также для правки и проверки.
При ремонтных работах также пользуются сохранившимися центровыми отверстиями для обточки изношенных или поврежденных шеек, для правки, полировки и при других работах.
Центровые отверстия в таких режущих инструментах, как: метчики, свёрла, зенкеры, развёртки и т. д., нужны не только для обработки, но и для проверки, заточки и переточки во время эксплуатации.
Ввиду такого значения центровых отверстий центровку необходимо выполнять весьма тщательно.
Центровые отверстия должны быть правильно засверлены и с начала обработки изделия должны поддерживатьсят в исправном состоянии.
Они должны иметь достаточные размеры, и угол их конусности должен точно совпадать с углом конусности центров станка.
Несоблюдение этих правил ведёт к быстрой разработке центровых отверстий и повреждению самих центров.
Центровка отверстий
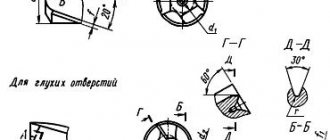
Работы проводятся в соответствии с ГОСТ 14034-74, предполагают формирование трех типов отверстий:
- А – с предохранительным конусом;
- В – без предохранительного конуса;
- R – с дуговой образующей.
Отверстия R-типа востребованы при повышенных требованиях к точности обработки.
Рис. №1 Обработка отцентрованной детали на токарном станке
Инструмент для центровки
Ключевым инструментом для центровки отверстий являются центровочные сверла. Изделия производятся из стали Р6М5, Р18 и ВК6М по ГОСТ 14952-75. В продаже представлены сверла с предохранительным конусом и без него (рисунки 2 и 3 соответственно).
Рис. №2 Сверло с предохранительным конусом
Рис. №3 Сверло без предохранительного конуса
В отдельных случаях конус заменяется радиусом либо витой канавкой. Последняя обеспечивает эффективное удаление стружки в процессе выполнения работ.
Центровка отверстий диаметром от 1 до 6 мм выполняется только с использованием сверла. В случае увеличения обозначенных размеров дополнительно используется зенковка. Типовые параметры отверстий представлены в таблице.
Таблица №1 Размеры центровых отверстий
При проведении работ стоит избегать следующих дефектов:
- нарушение размеров отверстия или его формы;
- появление зазубрин внутри отверстия, вызванных использованием тупого сверла;
- несносность отверстия и детали.
Большинство перечисленных дефектов можно устранить, однако это требует дополнительного оборудования и усилий.
Рис. №4 Примеры корректной и некорректной центровки
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Для чего выполняется центровка?
Центровка для сверления отверстий позволяет избежать следующих проблем:
- Избыточная вибрация при обработке заготовки из-за смещения центра масс.
- Увеличение усилий трения, снижение производительности оборудования.
- Преждевременный износ сальников, подшипников и прочих опорных узлов станка.
- Увеличение сложности обработки.
- Увеличенный расход электроэнергии.
Грамотно выполненная центровка существенно сокращает риск брака и ускоряет рабочий процесс.
Методы центровки
Центровка для сверления отверстий позволяет избежать следующих проблем:
- С использованием линейки. Простой способ, используемый при изготовлении малоответственных деталей ввиду низкой точности. Позиционирование отверстий выполняется посредством линейки, щупов и осевых калибров.
- Радиально-осевой способ. Центровка с применением часовых индикаторов. Способ актуален при работе с крупными муфтами, используется на многих современных производствах.
- Метод обратных индикаторов. Центрование предполагает выполнение измерений в двух точках. В результате осуществляется единовременный контроль за угловым и параллельным смещением.
- Центровка посредством лазера. Проведение работ с применением лазерных лучей, индикационных блоков и расчетного модуля.
Центровка лазером получила наибольшее распространение ввиду высокой скорости, точности и простоты.
Рис. №5 Набор приспособлений для лазерной центровки
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой. Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток. Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.
Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.
Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.
Центровка при помощи лазера: пошаговая инструкция
Центровка посредством лазера выполняется в определенном порядке:
- проверка допустимой несоосности согласно нормативам;
- размещение компонентов в посадочных местах;
- фиксация детекторов на поверхности вращающихся деталей;
- выбор программы центровки в блоке управления;
- ручной поворот вала с целью считывания системой первичных данных;
- коррекция позиции элементов в соответствии с рекомендациями устройства;
- повторный поворот вала.
Если в результате повторного поворота отклонения не превышают норму, центровку можно считать завершенной. Остается сформировать отверстие с использованием имеющегося сверла.
При работе с центровочными сверлами важен правильный подбор режима резания. Если подача сверла осуществляется вручную, стоит избегать резких движений – это предотвратит закусывание, сколы и прочие дефекты.
Размеры и доступы
Размеры сверла я выбираю исходя из размеров винта или шурупа, головку которого надо высверлить. Диаметр хвостовика центровочного сверла должен быть равен или чуть больше диаметра «тела» винта или шурупа (рис.2). Конец сверла устанавливают в центр головки винта и сверлят до тех пор, пока конусная часть сверла не углубится до «тела». При этом головка винта отламывается и начинает проворачиваться вместе со сверлом. Именно в этот момент надо прекратить подачу и остановить дрель. По своему опыту могу сказать, что дальнейшее сверление обычно не требуется — винтовое соединение более или менее легко разбирается.Аналогичным образом высверливаются винтовые соединения с «потайными» и «полупотайными» головками. Так же легко можно высверлить винты со шлицем под плоскую отвёртку и заклепки, но их надо сначала накернить, а потом приступать к сверлению. Несколько раз мне приходилось использовать центровочное сверло прямо на автомобиле, причём в самых неудобных и труднодоступных местах. Обычно я действовал в следующей последовательности. Из-за невозможности накернить центр на обломке шпильки начинал сверлить сразу центровочным сверлом. При необходимости, отклоняя сверло в том или ином направлении, старался направить его так, чтобы центр сверления как можно точнее совпал с центром шпильки. Затем продолжал сверление на необходимую глубину обычным спиральным сверлом и пытался вывинтить обломок шпильки с помощью специального инструмента — экстрактора.