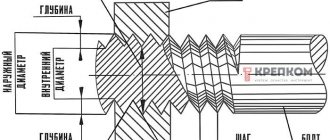
82. Основные размеры метрической резьбы, мм (по ГОСТ 9150-81, ГОСТ 8724-81, ГОСТ 24705-81)
d, D — наружные диаметры соответственно наружной резьбы (болта) и внутренней резьбы (гайки);
d2, D2 — средние диаметры соответственно болта и гайки;
d1, D1 — внутренние диаметры соответственно болта и гайки;
d3 — внутренний диаметр болта по дну впадины;
P- шаг резьбы;
H — высота исходного треугольника.
Номинальные значения диаметров резьбы должны соответствовать указанным на чертеже к в таблице. Значения диаметров вычислены по следующим формулам:
Н = 0,866025Р.
D2 = D – 2(3/8)H = D – 0,649519053P
d2 = d -2(3/8) = d — 0,649519053Р;
D1 = D – 2(5/8)H = D – 1,082531755P;
d1 = d — 2(5/8)H = d – 1,082531755P;
d3 = d — 2(17/24)H = d – 1,226869322P.
| Шаг резьбы Р | Диаметр резьбы | |||
| наружный | средний | внутренний | Внутренний по дну впадины | |
| Скрупным шагом | ||||
| 0,40 | 2,0 | 1,740 | 1,567 | 1,509 |
| 0,45 | (2,2) | 1,908 | 1,713 | 1,648 |
| 0,45 | 2,5 | 2,208 | 2,013 | 1,948 |
| 0,50 | 3,0 | 2,675 | 2,459 | 2,387 |
| 0,60 | (3,5) | 3,110 | 2,850 | 2,764 |
| 0,70 | 4 | 3,546 | 3,242 | 3,141 |
| 0J5 | (4,5) | 4,013 | 3,688 | 3,580 |
| 0,80 | 5 | 4,480 | 4,134 | 4,019 |
| 1 | 6 | 5,350 | 4,918 | 4,773 |
| 1,25 | 8 | 7,188 | 6,647 | 6,466 |
| 1,50 | 10 | 9,026 | 8,376 | 8,160 |
| 1,75 | 12 | 10,863 | 10,106 | 9,853 |
| 2 | (14) | 12,701 | 11,835 | 11,546 |
| 2 | 16 | 14,701 | 13,835 | 13,546 |
| 2,5 | (18) | 16,376 | 15,294 | 14,933 |
| 2,5 | 20 | 18,376 | 17,294 | 16,933 |
| 2,5 | (22) | 20,376 | 19,294 | 18,933 |
| 3 | 24 | 22,051 | 20,752 | 20,319 |
| 3 | (27) | 25,051 | 23,752 | 23,319 |
| 3,5 | 30 | 27,727 | 26,211 | 25,706 |
| 3,5 | (33) | 30J27 | 29,211 | 28,706 |
| 4 | 36 | 33,402 | 31,670 | 31,093 |
| 4 | (39) | 36,402 | 34,670 | 34,093 |
| 4,5 | 42 | 39,077 | 37,129 | 36.479 |
| 4.5 | (45) | 42,077 | 40,129 | 39,479 |
| 5 | 48 | 44,752 | 42,587 | 41,866 |
| 5 | (52) | 48,752 | 46.587 | 45,866 |
| 5,5 | 56 | 52,428 | 50,046 | 49,252 |
| 5,5 | (60) | 56,428 | 54,046 | 53.252 |
| 6 | 64 | 60,103 | 57,505 | 56.639 |
| 6 | (68) | 64,103 | 61,505 | 60.639 |
| С мелким шагом | ||||
| 0,25 | 2,0 | 1,838 | 1,729 | 1,693 |
| 2,2 | 2,038 | 1,929 | 1,893 | |
| 0,35 | 2,5 | 2,273 | 2,121 | 2,071 |
| 3 | 2.773 | 2,621 | 2,571 | |
| (3,5) | 3,273 | 3,121 | 3,071 | |
| 0,5 | 4 | 3,675 | 3,459 | 3,387 |
| (4,5) | 4,175 | 3,959 | 3,887 | |
| 5 | 4,675 | 4,459 | 4,387 | |
| 6 | 5,675 | 5,459 | 5,387 | |
| 8 | 7,675 | 7,459 | 7,387 | |
| 10 | 9,675 | 9,459 | 9,387 | |
| 12 | 11,675 | 11,459 | 11,387 | |
| (14) | 13,675 | 13,459 | 13,387 | |
| 16 | 15,675 | 15,459 | 15,387 | |
| (18) | 17,675 | 17,459 | 17,387 | |
| 20 | 19,675 | 19,459 | 19,387 | |
| (22) | 21,675 | 21,459 | 21,387 | |
| 0,75 | 6 | 5,513 | 5,188 | 5,080 |
| 8 | 7,513 | 7,188 | 7,080 | |
| 10 | 9,513 | 9,188 | 9,080 | |
| 12 | 11,513 | 11,188 | 11,080 | |
| (14) | 13,513 | 13,188 | 13,080 | |
| 16 | 15,513 | 15,188 | 15,080 | |
| (18) | 17,513 | 17,188 | 17,080 | |
| 20 | 19,513 | 19,188 | 19,080 | |
| (22) | 21,513 | 21,188 | 21,080 | |
| 24 | 23,513 | 23,188 | 23,080 | |
| (27) | 26,513 | 26,188 | 26,080 | |
| 30 | 29,513 | 29,188 | 29,080 | |
| (33) | 32,513 | 32,188 | 32,080 | |
| 1,0 | 8 | 7,350 | 6,917 | 6,773 |
| 10 | 9,350 | 8,917 | 8,773 | |
| 12 | 11,350 | 10,917 | 10,773 | |
| (14) | 13,350 | 12,917 | 12,773 | |
| 16 | 15,350 | 14,917 | 14,773 | |
| (18) | 17.350 | 16,917 | 16,773 | |
| 20 | 19,350 | 18,917 | 18,773 | |
| (22) | 21,350 | 20.917 | 20.773 | |
| 24 | 23,350 | 22,917 | 22.773 | |
| (27) | 26,350 | 25,917 | 25.773 | |
| 30 | 29,350 | 28,917 | 28.773 | |
| 36 | 35,350 | 34,917 | 34,773 | |
| (39) | 38,350 | 37,917 | 37.773 | |
| 42 | 41,350 | 40,917 | 40,773 | |
| (45) | 44,350 | 43,917 | 43.773 | |
| 48 | 47,350 | 46,917 | 46,773 | |
| (52) | 51,350 | 50,917 | 50,773 | |
| 56 | 55,350 | 54,917 | 54,773 | |
| (60) | 59,350 | 58,917 | 58,773 | |
| 64 | 63,350 | 62,917 | 62,773 | |
| (68) | 67,350 | 66,917 | 66,773 | |
| 72 | 71,350 | 70,917 | 70,773 | |
| (76) | 75,350 | 74,917 | 74,773 | |
| 80 | 79,350 | 78,917 | 78,773 | |
| 1,25 | 10 | 9,188 | 8,647 | 8,466 |
| 12 | 11,188 | 10,647 | 10,467 | |
| (14) | 13,188 | 12,647 | 12,466 | |
| 1,5 | 12 | 11,026 | 10,376 | 10,160 |
| (14) | 13,026 | 12,376 | 12,160 | |
| 16 | 15,026 | 14,376 | 14,160 | |
| (18) | 17,026 | 16,376 | 16,160 | |
| 20 | 19,026 | 18,376 | 18,160 | |
| (22) | 21,026 | 20,376 | 20,160 | |
| 24 | 23,026 | 22,376 | 22,160 | |
| (27) | 26,026 | 25,376 | 25,160 | |
| 30 | 29,026 | 28,376 | 28,160 | |
| (33) | 32,026 | 31,376 | 31,160 | |
| 36 | 35,026 | 34,376 | 34,160 | |
| (39) | 38,026 | 37,376 | 37,160 | |
| 42 | 41,026 | 40,376 | 40,160 | |
| (45) | 44,026 | 43,376 | 43,160 | |
| 48 | 47,026 | 46,376 | 46,160 | |
| (52) | 51,026 | 50,376 | 50,160 | |
| 56 | 55,026 | 54,376 | 54,160 | |
| (60) | 59,026 | 58,376 | 58,160 | |
| 64 | 63,026 | 62,376 | 62,160 | |
| (68) | 67,026 | 66,376 | 66,160 | |
| 72 | 71,026 | 70,376 | 70,160 | |
| (76) | 75,026 | 74,376 | 74,160 | |
| 80 | 79,026 | 78,376 | 78,160 | |
| (85) | 84,026 | 83,376 | 83,160 | |
| 90 | 89,026 | 88,376 | 88,160 | |
| (95) | 94,026 | 93,376 | 93,160 | |
| 100 | 99,026 | 98,376 | 98,160 | |
| (105) | 104.026 | 103,376 | 103,160 | |
| 110 | 109,026 | 108,376 | 108,160 | |
| (115) | 114,026 | И 3,376 | 113,160 | |
| (120) | 119,026 | 118,376 | 118,160 | |
| 125 | 124,026 | 123,376 | 123,160 | |
| (130) | 129,026 | L28,376 | 128,160 | |
| 140 | 139,026 | 138,376 | 138,160 | |
| (150) | 149,026 | 148,376 | 148,160 | |
| 2,0 | (18) | 16,701 | 15,835 | 15,546 |
| 20 | 18,701 | 17,835 | 17,546 | |
| (22) | 20,701 | 19,835 | 19,546 | |
| 24 | 22,701 | 21,835 | 21,546 | |
| (27) | 25,701 | 24,835 | 24,546 | |
| 30 | 28,701 | 27,835 | 27,546 | |
| (33) | 31,701 | 30,835 | 30,546 | |
| 36 | 33,701 | 32,835 | 32,546 | |
| (39) | 37,701 | 36,835 | 36,546 | |
| 42 | 40,701 | 39,835 | 39,546 | |
| (45) | 43,701 | 42,835 | 42,546 | |
| 48 | 46,701 | 45,835 | 45,546 | |
| (52) | 50,701 | 49,835 | 49,546 | |
| 56 | 54,701 | 53,835 | 53,546 | |
| (60) | 58,701 | 57,835 | 57,546 | |
| 64 | 62,701 | 61,835 | 61,546 | |
| (68) | 66,701 | 65,835 | 65,546 | |
| 72 | 70,701 | 69,835 | 69,546 | |
| (76) | 74,701 | 73,835 | 73,546 | |
| 80 | 78,701 | 77,835 | 77,546 | |
| (85) | 83,701 | 82,835 | 82,546 | |
| 90 | 88,701 | 87,835 | 87,546 | |
| (95) | 93,701 | 92,835 | 92,546 | |
| 100 | 98,701 | 97,835 | 97,546 | |
| (105) | 103,701 | 102,835 | 102,546 | |
| ПО | 108,701 | 107,835 | 107,546 | |
| (115) | 113,701 | 112,835 | 112,546 | |
| (120) | 118,701 | 117,835 | 117,546 | |
| 125 | 123,701 | 122,835 | 122,546 | |
| (130) | 128,701 | 127,835 | 127,546 | |
| 140 | 138,701 | 137,835 | 137,546 | |
| (150) | 148,701 | 147,835 | 147.546 | |
| 160 | 158,701 | 157,835 | 157,546 | |
| (170) | 168,701 | 167,835 | 167,546 | |
| 180 | 178,701 | 177,835 | 177.546 | |
| (190) | 188,701 | 187,835 | 187,546 | |
| 200 | 198,701 | 197,835 | 197,546 | |
| 3,0 | 30 | 28,051 | 26,752 | 26,319 |
| (33) | 31,051 | 29,752 | 29,319 | |
| 36 | 34,051 | 32,752 | 32,319 | |
| (39) | 37,051 | 35,752 | 35.319 | |
| 42 | 40,051 | 38,752 | 38.319 | |
| (45) | 43,051 | 41,752 | 41,319 | |
| 48 | 46.051 | 44,752 | 44.319 | |
| (52) | 50,051 | 48,752 | 48,319 | |
| 56 | 54,051 | 52,752 | 52,319 | |
| (60) | 58,051 | 56,752 | 56,319 | |
| 64 | 62,051 | 60,752 | 60,319 | |
| (68) | 66,051 | 64,752 | 64,319 | |
| 72 | 70,051 | 68,752 | 68,319 | |
| (76) | 74,051 | 72,752 | 72,319 | |
| 80 | 78,051 | 76,752 | 76,319 | |
| (85) | 83,051 | 81,752 | 81,319 | |
| 90 | 88,051 | 86,752 | 86,319 | |
| (95) | 93,051 | 91,752 | 91,319 | |
| 100 | 98,051 | 96,752 | 96,319 | |
| (105) | 103,051 | 101,752 | 101,319 | |
| 110 | 108,051 | 106,752 | 106,319 | |
| (115) | 113,051 | 111,752 | 111,319 | |
| (120) | 118,051 | 116,752 | 116,319 | |
| 125 | 123,051 | 121,752 | 121,319 | |
| (130) | 128,051 | 126,752 | 126,319 | |
| 140 | 138,051 | 136,752 | 136,319 | |
| (150) | 148,051 | 146,752 | 146,319 | |
| 160 | 158,051 | 156,752 | 156,319 | |
| (170) | 168,051 | 166,752 | 166,319 | |
| 180 | 178,051 | 176,752 | 176,319 | |
| (190) | 188,051 | 186,752 | 186,319 | |
| 200 | 198,051 | 196,752 | 196,319 | |
| (210) | 208,051 | 206,752 | 206,319 | |
| 220 | 218,051 | 216,752 | 216,319 | |
| (240) | 238,051 | 236,752 | 236,319 | |
| 250 | 248,051 | 246,752 | 246,319 | |
| (260) | 258,051 | 256,752 | 256,319 | |
| 280 | 278,051 | 276,752 | 276,319 | |
| (300) | 298,051 | 296,752 | 296,319 | |
| 4,0 | 42 | 39,402 | 37,670 | 37,093 |
| (45) | 42,402 | 40,670 | 40,093 | |
| 48 | 45,402 | 43,670 | 43,093 | |
| (52) | 49,402 | 47,670 | 47,093 | |
| 56 | 53,402 | 51,670 | 51,093 | |
| 60 | 57,402 | 55,670 | 55.093 | |
| 64 | 61,402 | 59,670 | 59,093 | |
| 72 | 69,402 | 67,670 | 67,093 | |
| (76) | 73.402 | 71,670 | 71,093 | |
| 80 | 77,402 | 75,670 | 75,093 | |
| (85) | 82,402 | 84,670 | 80,093 | |
| 90 | 87,402 | 85,670 | 85.093 | |
| (95) | 92.402 | 90,670 | 90,093 | |
| 100 | 97,402 | 95,670 | 95,093 | |
| (105) | 102,402 | 100,670 | 100,093 | |
| 110 | 107,402 | 105,670 | 105,093 | |
| (115) | 112,402 | 110,670 | 110,093 | |
| (120) | 117,402 | 115,670 | 115,093 | |
| 125 | 122,402 | 120,670 | 120,093 | |
| (130) | 127,402 | 125,670 | 125,093 | |
| 140 | 137,402 | 135,670 | 135,093 | |
| (150) | 147,402 | 145,670 | 145,093 | |
| 160 | 157,402 | 155,670 | 155,093 | |
| (170) | 167,402 | 165,670 | 165,093 | |
| 180 | 177,402 | 175,670 | 175,093 | |
| (190) | 187,402 | 185,670 | 185,093 | |
| 200 | 197,402 | 195,670 | 195,093 | |
| (210) | 207,402 | 205,670 | 205,093 | |
| 220 | 217,402 | 215,670 | 215,093 | |
| (240) | 237,402 | 235,670 | 235,093 | |
| (260) | 257,402 | 255,670 | 255,093 | |
| 280 | 277,402 | 275,670 | 275,093 | |
| 300 | 297,402 | 295,670 | 295,093 | |
Допуски метрических резьб (ГОСТ 16093-81)
Стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 1 до 600мм по ГОСТ 8724-81 и ГОСТ 16967-81, основными размерами по ГОСТ 24705-81 и ГОСТ 24706-81 и устанавливает систему допусков и посадок с зазором.
Положения полей допусков наружной и внутренней резьб указаны на рис. 2, 3.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном к оси резьбы.
Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемым цифрами.
Степени точности и основные отклонений диаметров приведены в табл. 83, допуски диаметров резьбы — в табл. 84.
Рис. 2 Положения полей допусков наружной резьбы:
а — с основными отклонениями d, е, f, R; б — с основным отклонениям h
Допуски диаметров d1 и D не устанавливаются.
Допуски среднего диаметра резьбы являются суммарными.
Положение поля допуска диаметра резьбы определяется основными отклонениями (верхним es для наружной резьбы и нижним EI — для внутренней) и обозначается буквой латинского алфавита, строчной для наружной резьбы и прописной для внутренней.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля среднего диаметра с полем допуска диаметра выступов (диаметров d или D\).
Обозначение поля допуска диаметра резьбы
состоит из цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
Например, 4h; 6g; 6H.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов.
Конструктивные элементы трубной резьбы
Основными конструктивными элементами трубной резьбы являются:
- Сбег — участок с неполным профилем резьбы на переходе от резьбы к гладкой поверхности детали.
- Недорез — участок без резьбы или с неполным профилем резьбы, обусловленный технологией изготовления резьбы.
- Проточка — элемент, позволяющий устранить недорез резьбы за счет уменьшения наружного диаметра цилиндрической поверхности, расположенной за наружной резьбой, или за счет увеличения внутреннего диаметра цилиндрической поверхности, расположенной за внутренней резьбой.
- Фаска — скос на торцевой поверхности детали, упрощающий сборку резьбового соединения.
Размеры сбегов, недорезов, проточек для наружных трубных резьб
На рисунке показаны конструктивные элементы наружной трубной резьбы.
Размеры конструктивных элементов — сбегов, недорезов, проточек, представлены в таблице.
Размеры конструктивных элементов внутренних трубных резьб
Основные элементы внутренней трубной резьбы показаны на рисунке.
Размеры конструктивных элементов внутренней резьбы представлены в таблице.
Погрешности резьбы
Основными погрешностями резьбы являются набег шага и искажение угла профиля.
Погрешностью (отклонением) шага DP называется разность между действительным и номинальным размерами шага.
Погрешность шага состоит из местных и прогрессивных погрешностей шага.
Местные погрешности не зависят от длины свинчивания.
Прогрессивные погрешности в шаге нарезаемой резьбы возникают пропорционально числу витков на длине свинчивания.
Погрешностью (отклонением) половины угла профиля резьбы Da/2 болта или гайки называется разность между действительным и номинальным значениями Da/2.
Влияние отклонений диаметров, шагов, угла наклона боковой стороны профиля на прочность резьбы и свинчиваемость.
В случае отклонений диаметров болт и гайка могут не свинчиваться. Ухудшает свинчиваемость отклонение шага в любую сторону.
Циклическая прочность зависит от равномерности распределения усилий между витками. Наличие зазоров по d2, d1 и d устраняет заклинивание витков, уменьшает трение между ними и увеличивает податливость резьбы, компенсируя погрешности изготовления и равномерно распределяет нагрузку между витками.
При прогрессивной ошибке и отклонении половины угла профиля статическая прочность резьбы снижается. Отклонения шага снижают циклическую прочность резьбового соединения, а отклонения половины угла профиля – повышают.
Является результатом того, что ошибка в шаге редко бывает местной. Обычно она является прогрессивной, возрастающей пропорционально числу полных шагов на длине свинчивания (ΔPn).
Происходит накопленная погрешность шага:
- из-за копирования ошибок шага метчика или плашки;
- из-за погрешностей кинематики станка при нарезании резьбы резцом с помощью коробки подач станка;
- из-за износа ходового винта и его температурных и силовых деформаций;
- неоднородности материала заготовки и других причин.
При изготовлении резьбовых деталей неизбежны погрешности профиля резьбы и ее, размеров, которые могут нарушить свинчиваемость и ухудшить качество соединений. Для обеспечения свинчиваемости и качества соединений, действительные контуры свинчиваемых деталей не должны выходить за предельные контуры на всей длине свинчивания.
Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы, которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы.
Как нарезают резьбу – резьбонарезное оборудование и инструмент
Выбор резьбонарезного оборудования зависит от типа и масштабов производства, материала и размеров труб, требований к точности резьбы и других факторов.
Резьбу можно получить методом накатки или нарезки.
Резьбу методом накатки получают с помощью специальных резьбонарезных роликов. Для этого заготовку устанавливают между роликами с необходимым контуром резьбы и накатывают витки резьбы на резьбонакатных автоматах и полуавтоматах, а иногда на токарных и револьверных станках. Благодаря плавному распределению волн напряжения между витками за счет деформации металла, такая резьбы отличается высокими механическими характеристиками и высокой производительностью. Однако точность используемых роликов должна быть на очень высоком уровне, а материал изготовления обладать повышенными механическими свойствами – чаще всего используется высоколегированные штампованные стали.
Нарезанные резьбы более просты в изготовлении, однако по механическим свойствам и пределу выносливости уступают накатанным. Это связано с наличием более острых кромок профиля и более высокого значения коэффициента напряжения.
По способу нарезки резьбы подразделяется на ручную и с помощью специального станка.
При ручной нарезке используются специальные приспособления: метчик (для внутренней трубной резьбы) и плашки (для наружной трубной резьбы), или специальный резьбонарезной ручной инструмент – клупп, осуществляющий нарезку с помощью подвижных регулируемых гребенчатых резцов. Ручную нарезку рекомендуется производить при диаметрах труб до 1 дюйма, так как большие диаметры требуют значительно больших физических усилий.
Для больших нагрузок и объемов работ сегодня существует огромный выбор надежного резьбонарезного инструмента: от переносных электрорезьбонарезных инструментов до специальных станков, способных справиться с нарезкой резьбы любого типа на трубах всевозможных диаметров из любых материалов.
В нашей компании ITC (АйТиСи) представлен широкий ассортимент резьбонарезного инструмента Ridgid и Rex. Мы являемся официальным дилеров в России этих торговых марок, поэтому можем предложить не только лучшие цены, но и гарантийное и постгарантийное обслуживание.
Источники
- https://stroychik.ru/strojmaterialy-i-tehnologii/rezba-trubnaya
- https://itc-russia.ru/blog/sovety-pokupatelyam/trubnaya-rezba-vidy-razmery-gosty/
- https://www.prof-inst.by/poleznoe/opisanie-tipov-trubnoj-rezbyi
- https://master-pmg.ru/dlya-vody/oboznachenie-trubnoj-rezby-gost.html
- https://www.hydro-pnevmo.ru/topic.php?ID=92
Трубная резьба различается по следующим параметрам:
- Система измерения диаметра: метрическая и дюймовая резьба
- Направление резьбы: правая, левая
- Расположение резьбы: наружная, внутренняя
- Число заходов: однозаходная, многозаходная
- Назначение: крепежная, крепежно-уплотнительная, ходовая, специальная и т.п.
Основными характеристиками резьбы на трубах являются:
- Внешний диаметр
- Внутренний диаметр
- Шаг – расстояние между соседними витками
- Ход — расстояние, на которое переместится крепеж в продольном направлении за один полный оборот. При однозаходной накатке ход равен шагу, при многозаходной — шагу, умноженному на число заходов.
Метрическая резьба
Метрическая резьба характеризуется измерением основных параметров в миллиметрах, по ГОСТу ей соответствует маркировка «М». Широко применяется в диаметрах от 1 до 600 мм и шагом 0,25 до 6 мм. Профиль метрической резьбы представляет собой равносторонний треугольник с углом при вершине в 60° c теоретической высотой Н-0,866025404. Основные размеры метрической резьбы в настоящее время определяются по действующему ГОСТ 24705-2004, принятому Межгосударственным советом по стандартизации, метрологии и сертификации, а также национальными органами по стандартизации Российской Федерации, Азербайджана, Армении, Беларуси, Грузии, Казахстана, Кыргызстана, Молдовы, Таджикистана, Туркменистана, Узбекистана, Украины.
Дюймовая резьба
При дюймовой резьбе все параметры выражаются в дюймах, по ГОСТу обозначается «Тр». Дюймовая резьба основана на британском стандарте резьбы BSW (British Standart Whitworth), запатентованному английским инженером Уитвортом еще в 1841 году, и соответствует стандарту BSPT (British standart pipe thread). Один дюйм равен 2,54 см, а графическим символом дюйма является двойной штрих справа и сверху от числа (1″ = 1 дюйм). При дюймовой трубной резьбе размер обозначает внутренний диаметр трубы, а не наружный. Вариантов шагов — четыре: 28, 19, 14 и 11 ниток на дюйм. Дюймовые профили отличаются более острыми гребнями и впадинами с углами в 55° и теоретической высотой Н=0,960491, при этом вершины зубцов скруглены. Совместить метрическую и дюймовую резьбу в одном соединении невозможно, для этого необходим специальный переходник. Размер трубной дюймовой резьбы определяется по действующему ГОСТ 6357-81 «Основные нормы взаимозаменяемости» .
Основные понятия
Источник: ГОСТ 11 708 — 66
Длина свинчивания – длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом направлении.
Длина резьбы – длина участка поверхности, на котором образована резьба, включая сбег и фаску.
| Интервалы диаметров резьбы, d | Шаг ,P, мм | Максимальная длина свинчивания |
| 10-14 | 3 | 30 |
| 30-44 | 35 | |
| 22-28 | 5 | 50 |
| 30-42 | 6 | 55 |
| 22-28 | 8 | 65 |
| 44-60 | 90 | |
| 30-42 | 10 | 90 |