ГОСТ 6357-81(СТ СЭВ 1157-78)Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССРОсновные нормы взаимозаменяемостиРЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯBasic norms of interchangeability.Pipe cylindrical thread
Дата введения 1983-01-01
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
М.А.Палей, Г.С.Кудинова
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра А.Е.Прокопович
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 декабря 1981 г. N 5790
ВЗАМЕН ГОСТ 6357-73
Настоящий стандарт распространяется на трубную цилиндрическую резьбу, применяемую в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81 и устанавливает профиль, основные размеры и допуски резьбы.
Стандарт полностью соответствует СТ СЭВ 1157-78.
ОСНОВНЫЕ РАЗМЕРЫ
2.1. Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на черт.1 и в табл.2.
При выборе размеров первый ряд следует предпочитать второму.
Таблица 2Размеры в мм
| Обозначение размера резьбы | Шаг P | Диаметры резьбы | |||
| Ряд 1 | Ряд 2 | d = D | d2 = D2 | d1 = D1 | |
| 1/16 | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8 | 9,728 | 9,147 | 8,566 | ||
| 1/4 | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8 | 16,662 | 15,806 | 14,950 | ||
| 1/2 | 1,814 | 20,955 | 19,793 | 18,631 | |
| 3/4 | 5/8 7/8 | 22,911 | 21,749 | 20,587 | |
| 26,441 | 25,279 | 24,117 | |||
| 30,201 | 29,039 | 27,877 | |||
| 11¼ | 1⅛ | 2,309 | 33,249 | 31,770 | 30,291 |
| 37,897 | 36,418 | 34,939 | |||
| 41,910 | 40,431 | 38,952 | |||
| 1½ | 1⅜1¾ | 44,323 | 42,844 | 41,365 | |
| 47,803 | 46,324 | 44,845 | |||
| 53,746 | 52,267 | 50,788 | |||
| 22½ | 2¼ | 59,614 | 58,135 | 56,656 | |
| 65,710 | 64,231 | 62,752 | |||
| 75,184 | 73,705 | 72,226 | |||
| 3 | 2¾3¼ | 81,534 | 80,055 | 78,576 | |
| 87,884 | 86,405 | 84,926 | |||
| 93,980 | 92,501 | 91,022 | |||
| 3½4 | 3¾ | 100,330 | 98,851 | 97,372 | |
| 106,680 | 105,201 | 103,722 | |||
| 113,030 | 111,551 | 110,072 | |||
| 56 | 4½5½ | 125,730 | 124,251 | 122,772 | |
| 138,430 | 136,951 | 135,472 | |||
| 151,130 | 149,651 | 148,172 | |||
| 163,830 | 162,351 | 160,872 | |||
2.2. Числовые значения диаметров d2 и d1 вычисляют по следующим формулам
d2 = D2 = d − 0,640327P (1)
d1 = D1 = d − 1,280654P (2)
Числовые значения диаметра d установлены эмпирически.
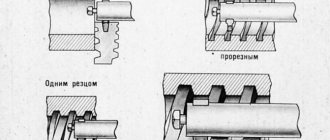
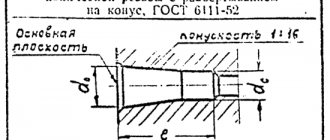
Способы нарезки конической трубной резьбы
Гост 24705-81 основные нормы взаимозаменяемости. резьба метрическая. основные размеры
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы;
— допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 | |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ | |||
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс B | Класс A | Класс B | ||||||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||||||
| 1/8 | 0 | — 214 | 0 | -107 | -214 | 0 | 0 | +107 | +214 | 0 | +282 | 0 | |
| 1/4 | 1,337 | — 250 | — 125 | -250 | +125 | +250 | +445 | ||||||
| 3/8 | 0 | -250 | 0 | -125 | -250 | 0 | 0 | +125 | +250 | 0 | +445 | 0 | |
| 1/2 | 0 | — 284 | 0 | -142 | -284 | 0 | 0 | +142 | +284 | 0 | +541 | 0 | |
| 5/8 | 1,814 | 0 | -284 | 0 | -142 | -284 | 0 | 0 | +142 | +284 | 0 | +541 | 0 |
| 3/4 | 0 | -284 | 0 | -142 | -284 | 0 | 0 | +142 | +284 | 0 | +541 | 0 | |
| 7/8 | 0 | -284 | 0 | -142 | -284 | 0 | 0 | +142 | +284 | 0 | +541 | 0 | |
| 1 | -360 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |||
| 1⅛ | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |
| 1¼ | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |
| 1⅜ | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |
| 1½ | 2,309 | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 |
| 1¾ | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |
| 2 | 0 | -360 | 0 | -180 | -360 | 0 | 0 | +180 | +360 | 0 | +640 | 0 | |
| 2¼ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 2½ | 0 | — 434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 2¾ | -434 | 0 | -217 | -434 | +217 | +434 | +640 | 0 | |||||
| 3 | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 3¼ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 3½ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 3¾ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 4 | 2,309 | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 |
| 4½ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 5 | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 5½ | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
| 6 | 0 | -434 | 0 | -217 | -434 | 0 | 0 | +217 | +434 | 0 | +640 | 0 | |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
- Справочник ТПА
- ГОСТ и нормативы по трубопроводной арматуре
- ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
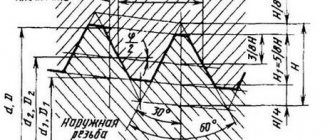
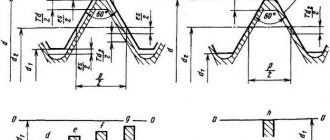
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая 1. ПРОФИЛЬ 1.1. Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на черт. 1 и в табл. 1. Черт. 1. Размеры в мм
d — наружный диаметр наружной резьбы (трубы); d1 — внутренний диаметр наружной резьбы; d2 — средний диаметр наружной резьбы; D — наружный диаметр внутренней резьбы (муфты); D1 — внутренний диаметр внутренней резьбы; D2 — средний диаметр внутренней резьбы; P — шаг резьбы; Н — высота исходного треугольника; H1 — рабочая высота профиля; R — радиус закругления вершины и впадины резьбы
Таблица 1. Размеры в мм
| Шаг Р | Число шагов z на длине 25,4 мм | H=0.960491 P | H1=0.640327 P | H/6 = 0.160082 P | R = 0.137329 P |
| 0.907 1,337 1,814 2,309 | 28 19 14 11 | 0,871165 1,284176 1,742331 2,217774 | 0.580777 0,856117 1,161553 1,478515 | 0,145194 0,214029 0,290389 0,369629 | 0,124557 0,183609 0,249115 0,317093 |
Примечание. Числовые значения шагов определены из соотношения Р=25,4/z с округлением до 3-го знака после запятой и приняты в качестве исходных при расчете основных элементов профиля 1.2. Вершины наружной резьбы, а также внутренней резьбы допускается выполнять с плоским срезом в тех случаях, когда исключена возможность ее соединения с наружной конической резьбой по ГОСТ 6211-81. 2. ОСНОВНЫЕ РАЗМЕРЫ 2.3. Обозначение размера резьбы, шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы должны соответствовать указанным на черт. 1 и в табл. 2. При выборе размеров первый ряд следует предпочитать второму.
Таблица 2. Размеры в мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16 1/8 | 0,907 | 7.723 9,728 | 7,142 9,147 | 6,561 8,566 | |
| 1/4 3/8 | 1,337 | 13,157 16,662 | 12,301 15,806 | 11,445 14,950 | |
| 1/2 | 1,814 | 20,955 | 19,793 | 18,631 | |
| 3/4 | 5/8 7/8 | 22,911 26,441 30,201 | 25,749 25,279 29,0З9 | 20,587 24,117 27,877 | |
| 1 1 1/2 | 1 1/8 | 2,309 | 33,249 33,891 41,910 | 31,770 36,418 40,431 | 30,291 34,939 38,952 |
| 1 1/2 | 1 3/8 1 3/4 | 44,323 47,803 53,746 | 42,844 46,324 52,267 | 41,365 44,845 50,788 | |
| 2 2 1/2 | 2 1/4 | 59,614 65,710 75,184 | 58,135 64,231 73,705 | 56,656 62,762 72,226 | |
| 3 | 2 3/4 3 1/4 | 81,534 87,884 93,980 | 80,055 86,405 92,501 | 78,576 84,926 91,022 | |
| 3 1/2 4 | 3 3/4 | 100,330 106,680 113,030 | 98,851 105,201 111,551 | 97,372 103,722 110,072 | |
| 5 6 | 4 1/2 5 1/2 | 125,730 138,430 151,130 163,830 | 124,251 136,951 148,651 162,351 | 122,772 135,472 148,172 160,872 | |
2.2. Числовые значения диаметров d2 и d1 вычисляют по следующим формулам. d2 = D2 = d — 0.640327 P (1) d1 = D1 = d — 1.280654 P (2) Числовые значения диаметра d установлены эмпирически. 3. ДОПУСКИ 3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт. 2. Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы. 3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности — А и В.
Черт. 2
es — верхнее отклонение диаметров наружной резьбы; ES — верхнее отклонение диаметров внутренней резьбы; ei — нижнее отклонение диаметров наружной резьбы; EI — нижнее отклонение диаметров внутренней резьбы; Td, Td2, TD1, TD2 — допуски диаметров d, d1, D1, D2. Допуски среднего диаметра резьбы являются суммарными. Допуски диаметров d1и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл. 3.
Таблица 3
| Обозначение размера резьбы | Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс А | Класс В | Класс А | Класс В | ||||
| 1/16 1/8 | 0,907 | 214 214 | 107 107 | 214 214 | 107 107 | 214 214 | 282 282 |
| 1/4 3/8 | 1,337 | 250 250 | 125 125 | 250 250 | 125 125 | 250 250 | 445 445 |
| 1/2 5/8 3/4 7/8 | 1,814 | 284 284 284 284 | 142 142 142 142 | 284 284 284 284 | 142 142 142 142 | 284 284 284 284 | 541 541 541 541 |
| 1 1 1/3 1 1/4 | 2,309 | 360 360 360 | 180 180 180 | 360 360 360 | 180 180 180 | 360 360 360 | 640 640 640 |
| 1 1 3/8 1 1/2 2 3/4 | 2,309 | 360 360 360 360 | 180 180 180 180 | 360 360 360 360 | 180 180 180 180 | 360 360 360 360 | 640 640 640 640 |
| 2 1/4 2 1/2 2 3/4 | 434 434 434 | 217 217 217 | 434 434 434 | 217 217 217 | 434 434 434 | 640 640 640 | |
| 3 3 1/4 3 1/2 | 434 434 434 | 217 217 217 | 434 434 434 | 217 214 217 | 434 434 434 | 640 640 640 | |
| 3 3/4 4 4 1/2 | 434 434 434 | 217 217 217 | 434 434 434 | 217 217 217 | 434 434 434 | 640 640 640 | |
| 5 5 1/2 6 | 434 434 434 | 217 217 217 | 434 434 434 | 217 217 217 | 434 434 434 | 640 640 640 | |
Примечание. Числовые значения допусков установлены эмпирически. 3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L. Длины свинчивания, относящиеся к группам N и L, приведены в табл. 4.
Таблица 4. Размеры в мм
| Обозначение размера резьбы | Шаг Р | Длина свинчивания | Обозначение размера резьбы | Шаг Р | Длина свинчивания | ||
| N | L | N | L | ||||
| 1/16 1/8 | 0,907 | Св. 4 до 12 | Св. 12 | 2 2 1/4 2 1/2 2 3/4 3 | 2,309 | Св. 12 до 36 | Св. 36 |
| 1/4 3/8 | 1,337 | Св. 5 до 16 | Св. 16 | ||||
| 1/2 5/8 З/4 7/8 | 1,814 | Св. 7 до 22 | Св. 22 | 3 1/4 3 1/2 3 3/4 4 4 1/2 5 5 1/2 6 | 2,309 | Св. 13 до 40 | Св. 40 |
| 1 1 1/3 1 1/4 1 3/8 | 2,309 | Св. 10 до 30 | Св. 30 | ||||
| 1 1/2 1 3/4 | 2,309 | Св 12 до 36 | Св. 36 | ||||
Примечание. Числовые значения длин свинчивания установлены эмпирически. 3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл. 4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания. 3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211—81 должны соответствовать классу точности А. При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211—81. 3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 5. 3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
Таблица 5
| Обозначение размера резьбы | Шаг Р, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс В | Класс A | Класс В | ||||||||||
| 1/16 1/8 | 0,907 | 0 0 | -214 -214 | 0 0 | -107 -107 | -214 -214 | 0 0 | 0 0 | +107 +107 | +214 +214 | 0 0 | +282 +282 | 0 0 |
| 1/4 3/8 | 1,337 | 0 0 | -250 -250 | 0 0 | -125 -125 | -250 -250 | 0 0 | 0 0 | +125 +125 | +250 +250 | 0 0 | +445 +445 | 0 0 |
| 1/2 5/8 3/4 7/8 | 1,814 | 0 0 0 0 | -284 -284 -284 -284 | 0 0 0 0 | -142 -142 -142 -142 | -284 -284 -284 -284 | 0 0 0 0 | 0 0 0 0 | +142 +142 +142 +142 | +284 +284 +284 +284 | 0 0 0 0 | +541 +541 +541 +541 | 0 0 0 0 |
| 1 1 1/8 1 1/4 1 3/8 | 2,309 | 0 0 0 0 | -360 -360 -360 -360 | 0 0 0 0 | -180 -180 -180 -180 | -360 -360 -360 -360 | 0 0 0 0 | 0 0 0 0 | +180 +180 +180 +180 | +360 +360 +360 +360 | 0 0 0 0 | +640 +640 +640 +640 | 0 0 0 0 |
| 1 1/2 1 3/4 2 2 1/4 2 1/2 | 0 0 0 0 0 | -360 -360 -360 -434 -434 | 0 0 0 0 0 | -180 -180 -180 -217 -217 | -360 -360 -360 -434 -434 | 0 0 0 0 0 | 0 0 0 0 0 | +180 +180 +180 +217 +217 | +360 +360 +360 +434 +434 | 0 0 0 0 0 | +640 +640 +640 +640 +640 | 0 0 0 0 0 | |
| 2 3/4 3 3 1/4 3 1/2 3 3/4 4 4 1/2 5 5 1/2 6 | 2,309 | 0 0 0 0 0 0 0 0 0 0 | -434 -434 -434 -434 -434 -434 -434 -434 -434 -434 | 0 0 0 0 0 0 0 0 0 0 | -217 -217 -217 -217 -217 -217 -217 -217 -217 -217 | -434 -434 -434 -434 -434 -434 -434 -434 -434 -434 | 0 0 0 0 0 0 0 0 0 0 | 0 0 0 0 0 0 0 0 0 0 | +217 +217 +217 +217 +217 +217 +217 +217 +217 +217 | +434 +434 +434 +434 +434 +434 +434 +434 +434 +434 | 0 0 0 0 0 0 0 0 0 0 | +640 +640 +640 +640 +640 +640 +640 +640 +640 +640 | 0 0 0 0 0 0 0 0 0 0 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются. 4. ОБОЗНАЧЕНИЯ РЕЗЬБЫ 4.1. В условное обозначение трубной цилиндрической резьбы должны входить: буква G, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняется буквами LH. Примеры условного обозначения резьбы: класса точности А: G 1 1/2 — A левой резьбы класса точности B: G1 1/2 LH — B 4.2. Длина свинчивания N в обозначении резьбы не указывается. Длина свинчивания L указывается в миллиметрах. Пример: G1 1/2 LH — B — 40 (40 — длина свинчивания) 4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы. Пример: G1 1/2 — A/A или G1 1/2 LH — A/B 4.4. Соединение внутренней трубной цилиндрической резьбы класса точности А по настоящему стандарту с наружной трубной-конической резьбой по ГОСТ 6211—81 обозначается следующим образом: Пример: G/R 1 1/2 — A ПРИЛОЖЕНИЕ Справочное ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИН И ВПАДИН РЕЗЬБЫ 1. Настоящее приложение содержит информацию о предельных отклонениях разреза размера H/6 вершин и впадин наружной и внутренней резьбы, которые являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю, если это не установлено особо. 2. Предельные отклонения размера — приведены на чертеже и в таблице.
Черт 3
eS—верхнее отклонение среза вершины и впадины наружной резьбы; ES—верхнее отклонение среза вершины и впадины внутренней резьбы; ei—нижнее отклонение среза вершины и впадины наружной резьбы; EI—нижнее отклонение среза вершины и впадины внутренней резьбы
Портал трубоводной арматуры Armtorg.ru
г. Барнаул, Заводской 9-й проезд, 5г/8.
+7 (3852) 567-734; +7 (3852) 226-927
Поделиться
Предыдущая статья Следующая статья
← вернуться в раздел ГОСТ и нормативы по трубопроводной арматуре ← вернуться в оглавление справочника
Последние зарегистрированные компании(Зарегистрировать
Россия, Санкт-Петербург
НПП ТрубТехАрматура
Россия, Свердловская область
ООО ПК «Мегаполис»
Россия, Свердловская область Облако товаров
.Другое ….2068 Блоки предохранительных клапанов146 Вентили бронзовые137 Вентили стальные949 Вентили чугунные570 Вентили энергетические144 Задвижки нержавеющие370 Задвижки стальные2163 Задвижки стальные — ХЛ371 Задвижки чугунные1102 Задвижки энергетические86 Затворы стальные294 Затворы чугунные335 Испытательное оборудование для ТПА119 Клапана обратные974 Клапана отсечные61 Клапана предохранительные1120 Клапана регулирующие560 Клапана энергетические128 Компенсаторы сильфонные203 Конденсатоотводчики стальные55 Конденсатоотводчики чугунные67 Котельное оборудование220 Краны бронзовые149 Краны нержавеющие179 Краны стальные608 Краны стальные — ХЛ87 Краны чугунные149 Манометры88 Метизы433 Насосы246 Отводы1081 Отопительное оборудование96 Переключающие устройства46 Переходы461 Пожарная арматура48 Радиаторы33 Регулирующая арматура341 Ремонтное оборудование для ТПА53 Счетчики воды159 Термометры47 Тройники492 Трубы702 Указатели уровня71 Уплотнительные материалы67 Фильтры, грязевики410 Фитинги206 Фланцы2400 Шаровые краны1244 Электроприводы251
ОБОЗНАЧЕНИЯ РЕЗЬБЫ
4.1. В условное обозначение трубной цилиндрической резьбы должны входить:
буква G, обозначение размера резьбы и класс точности среднего диаметра. Условное обозначение для левой резьбы дополняется буквами LH.
Примеры условного обозначения резьбы:
класса точности A: G1½ − A
левой резьбы класса точности B: G1½LH − B
4.2. Длина свинчивания N в обозначении резьбы не указывается.
Длина свинчивания L указывается в миллиметрах.
4.3. Посадка обозначается дробью, в числителе которой указывают обозначение класса точности внутренней резьбы, а в знаменателе — обозначение класса точности наружной резьбы.
Пример: G1½ − A/A
G1½LH − A/B
4.4. Соединение внутренней трубной цилиндрической резьбы класса точности A по настоящему стандарту с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом:
Пример:
G/R 1½ − A или G/R 1½ − A
ПРОФИЛЬ
1.1. Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на черт.1 и в табл.1.
— наружный диаметр наружной резьбы (трубы); — внутренний диаметр наружной резьбы; — средний диаметр наружной резьбы; — наружный диаметр внутренней резьбы (муфты); — внутренний диаметр внутренней резьбы; — средний диаметр внутренней резьбы; — шаг резьбы; — высота исходного треугольника; — рабочая высота профиля; — радиус закругления вершины и впадины резьбы
Черт.1
Таблица 1
Размеры в миллиметрах
| Шаг | Число шагов на длине 25,4 мм | ||||
| 0,907 | 28 | 0,871165 | 0,580777 | 0,145194 | 0,124557 |
| 1,337 | 19 | 1,284176 | 0,856117 | 0,214029 | 0,183609 |
| 1,814 | 14 | 1,742331 | 1,161553 | 0,290389 | 0,249115 |
| 2,309 | 11 | 2,217774 | 1,478515 | 0,369629 | 0,317093 |
Примечание. Числовые значения шагов определены из соотношения с округлением до третьего знака после запятой и приняты в качестве исходных при расчете основных элементов профиля.
1.2. Вершины наружной резьбы, а также внутренней резьбы допускается выполнять с плоским срезом в случаях, когда исключена возможность ее соединения с наружной конической резьбой по ГОСТ 6211.
Параметры конической трубной резьбы
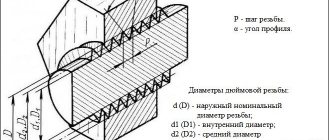
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
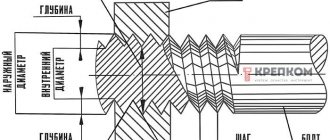
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.
Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
Принципы нарезки
Гост 24705-2004 (исо 724:1993) основные нормы взаимозаменяемости. резьба метрическая. основные размеры
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.