Механизация облегчает труд сварщика, особенно, когда работы ведутся на конструкциях больших размеров с протяженными сварными швами. Главное достоинство механизации: минимизируется человеческий фактор, повышается повторяемость формы и качества сварных швов, повышается производительность и экономическая выгода проведения сварочных работ.
1 / 1
Нормативные акты, используемые при проведении сварных работ
Перечень основных Государственных стандартов, посвященных механизированной сварке, включает:
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 19521-74 Сварка металлов. Классификация;
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
- ГОСТ 29273-92 Свариваемость. Определение;
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Особенности устройства сварочного робота
Во многих моделях роботов для сварки используются элементы, которые позволяют им полноценно функционировать на протяжении длительного времени. Это достигается за счет внедрения специальных электронных систем, которые имею технически совершенное устройство. Именно это предотвращает остановку рабочего процесса робота во время перебоев электричества и при нестабильном напряжении.
Роботы для сварки могут самостоятельно позиционировать детали в автоматическом режиме, это положительно отражается на качестве стыка. Габариты заготовок не важны, потому что рука робота может подстраиваться под любые параметры сварных заготовок.
Стоит отметить! Автоматизированный робот-сварщик — это агрегат, который установлен на основании. Он наделен шарнирным механизмом, который обеспечивает легкое вращение и направление устройства в требуемую сторону.
В основании оборудования закреплены важные элементы из списка ниже:
- источник тока;
- преобразователь;
- подающий механизм;
- табло и пульт программирования;
- баллон, который заполнен инертным газом;
- манипулятор. Он может поднимать детали с массой до 25 килограмм.
Каждый тип механизированной сварки имеет определенное программное обеспечение. Именно в нем пультом управления устанавливаются показатели сварочного процесса и металлической заготовки, которую требуется сваривать. Часто дополнительно к устройству предоставляются специальные книги, видеоматериалы для самостоятельного обучения.
Дополнительно могут прилагаться специальные держатели. Именно они позволяют роботу позиционировать и фиксировать заготовку во время процесса. Сварка роботом может не только соединять детали, но и производить их зачистку, а также снимать фаски, резать. Оборудование все выполняет самостоятельно, включая подготовительные операции.
Механизированная сварка способна осуществлять любой тип сваривания и резки. Часто роботы производят точечную, электродуговую и аргонодуговую сварку, включая под флюсом. Кроме этого при использовании роботизированных устройств намного снижается риск опасности для здоровья людей на производстве, потому что они не участвуют в процессе.
Область использования
Данный вид технологических работ широко используется при производстве:
- корпусов судов, узлов и заготовок в судостроении;
- резервуаров для хранения нефти и нефтепродуктов;
- стальных труб и магистральных трубопроводов;
- металлических и железобетонных конструкций в строительстве;
- отдельных частей автомобиля в автомобильной промышленности;
- мостов;
- бытовых металлических изделий (ворота, ограды);
- при ремонте сельскохозяйственной и автомобильной техники и др.
Минусы
- • В ряде случаев в результате смешивания основного материала с добавленным, наблюдается ухудшение практических свойств;
- • при неправильном выборе режима деформация, провоцируемая высокими температурами, может быть чрезмерной, что требует принятия дополнительных мер по сохранению геометрии заготовки;
- • решающему задачу мастеру нужно обладать теоретическими знаниями в области сочетаемости металлов, чтобы сделать покрытие не просто равномерным, а с нужными свойствами;
- • небольшое количество сочетаний по сравнению с тем же напылением;
- • трудно покрывать малые элементы сложных форм – ванну приходится постоянно переносить и не всегда удается осуществить это плавно.
Технология механизированной обработки
Сначала обрабатываемые поверхности подготавливают. Проводят правку для устранения деформаций проката, наносят разметку, выполняют резку металла и обработку кромок. Края подвергают механической обработке абразивными материалами (инструментами) высокой твердости.
Далее выбирают режим сварки. Определяют силу, род и полярность тока, напряжение дуги, скорость сварки, температуру окружающей среды, число проходов, пространственное положение шва.
К электроду подводят электроэнергию, а обрабатываемое изделие заземляют для возбуждения и поддержания дуги. При соприкосновении этих объектов возникает сварочный ток. Под воздействием нагрева металл электрода и кромка изделия плавятся. Расплавленные частицы одного и другого вещества попадают в сварочную ванну, где происходит их смешивание в единую массу. При этом образуется расплавленный шлак, который поднимается на поверхность и образует защитную пленку. Затвердевание металла способствует образованию сварного шва.
На качество места соединения влияет наличие воздуха. Чтобы шов оставался прочным, локацию обрабатывают защитным газом, образующимся при сгорании углерода, или флюсом.
Общая информация
Роботизированная сварка — это разновидность автоматического сварочного процесса, основная суть которого состоит в применении на производствах программируемых роботов вместо привычных сварщиков. Этот вид сварки широко применяется на больших предприятиях, где постоянно производится разная продукция из металла в больших объемах. Роботы позволяют за короткий период сваривать и изготавливать крупные партии деталей, конструкций.
Применение автоматизированных машин делают сваривание автоматизированным, что в итоге обеспечивает получение неразъемного соединения между металлическими заготовками. Кроме этого благодаря им заготовки постоянно перемещаются и обрабатываются, это все положительно отражается на качестве шва. Но чтобы обеспечить полноценную работу данного оборудование требуется дополнительно участие человека. Оператор должен подготовить материалы для сваривания, а также запрограммировать устройство.
Обратите внимание! На современных производствах сварочные роботы обычно используются при осуществлении работ с электрической дугой в среде защитных газов. Данные изделия прекрасно подходят для лазерных, плазменных, контактных, гибридных методов сварок.
Технология частично механизированной сварки
Частично механизированная сварка предполагает ручное перемещение горелки и (или) заготовки и осуществление погрузки и разгрузки деталей. А вот подача присадочного металла происходит механическим способом. Возможна ручная регулировка сварочных параметров.
Существуют левый и правый способ газовой сварки. Левый способ заключается в перемещении горелки справа налево, при этом также передвигается перед пламенем присадочный пруток. В идеале движение должно носить зигзагообразный характер, перпендикулярный шву.
Правая сварка подразумевает прямолинейное перемещение горелки слева направо. Пламя расположено перед прутком и направлено в сторону расплавленной ванны. Металлический шов остывает не так быстро, как в первом случае. Из-за этого прочность соединения и производительность работ повышаются, а расход газа уменьшается.
Преимущества роботов для сварки
Роботизация сварки смогла намного облегчить жизнь крупным предприятиям, где требуется постоянно изготавливать большие объемы изделий из металла. Благодаря данному процессу повысились скоростные показатели однотипных соединений без снижения качества.
Применение сварочных роботов обеспечивает точное позиционирование деталей и их точное передвижение, а присутствие программированных систем в устройствах делает процесс непрерывным и точным. Все это позволяет данным устройствам заменить нескольких профессиональных сварщиков, а также они могут работать в непрерывном режиме на протяжении длительного времени.
Роботизированная сварка в среде защитных газов имеет другие не менее важные преимущества:
- Роботы могут постоянно производить одинаковые виды работ, не снижая качество. А вот люди не могут выполнять однотипный труд в течение многих часов.
- Автоматизированные устройства производят швы высокого качества, они способны перенастраиваться в середине производственного процесса.
- Роботы являются выгодным предложением для крупных предприятий. Они достаточно быстро окупаются, это связано с их высокими показателями производительности.
- Устройства этого вида требуют только технического обслуживания. А вот людям необходимо платить заработную плату, а также не стоит забывать про налоги.
- Роботы легко настраиваются. Если оператор изучил все особенности настройки устройства, то это сможет сделать в считанные минуты. Эта работа под силу даже новичкам, но все предварительно стоит изучить алгоритм подключения и настраивание робота под параметры выбранной сварки и деталей.
- Роботы способны работать длительное время и без перебоев. Все это повышает количество выпускаемой продукции. Обычный сварщик ограничен в возможностях, после длительной работы ему обязательно нужен отдых. Также качество работ зависит от его физиологического состояния. А вот роботизированная технология никогда не подводит, она четко выполняет поставленные задачи без перерыва и перебоев.
- Применение этого устройства позволяет получать тонкие и ровные швы. Это обеспечивается за счет ведения дуги на расстоянии 2 мм.
- Оборудование позволяет сэкономить напряжение и расходные материалы.
- Обеспечивает усиленный рост производительности труда с предсказуемым результатом, отсутствие необходимости в частом контроле качества.
Сварочное оборудование
Производство сварных швов реализуется с помощью автоматических и полуавтоматических аппаратов.
Автоматический прибор включает в себя:
- газовый редуктор;
- баллон с кислотами;
- подогреватель;
- осушитель.
Главным элементом автомата является сварочная головка. От того, с какой скоростью (постоянной или переменной) она подает электродную проволоку, зависит скорость плавления.
Примерная стоимость автоматических приборов на Яндекс.маркет
Полуавтомат обеспечивает подачу проволоки механическим способом. Перемещение дуги по направлению шва реализуется ручным управлением.
Полуавтоматическая техника включает в себя:
- электродержатель;
- кассеты;
- шкаф управления;
- сварочную горелку;
- источник питания;
- провод.
Примерная стоимость аппаратов для полуавтоматической сварки на Яндекс.маркет
Основным элементом механизма является электродержатель. Он сохраняет электрод в определенном положении и обеспечивает подачу тока в зону сварки. Активация дуги происходит посредством замыкания или пусковой кнопки, расположенной на рукояти держателя.
Виды механизированной наплавки
Сегодня актуальны такие способы:
- • под флюсом;
- • в защитной газовой среде;
- • электроконтактный;
- • электрошлаковый;
- • вибродуговой;
- • плазменный.
Теперь рассмотрим каждый из них подробнее.
Работы под флюсом удобны тем, что при их осуществлении воздух не воздействует на разгоряченный металл, что помогает избежать пор и в целом облегчает труд. Плюс, отсутствует разбрызгивание, выделяющееся тепло используется более эффективно, можно выполнить легирование.
Сам процесс отличается своей производительностью, и тому есть две причины:
- • Вылет сравнительно малый, поэтому ток (не единицу площади стержня) в 7-8 раз выше, чем при ручной дуговой сварке.
- • Образующийся шлак помогает минимизировать потери основного материала, что положительно сказывается на итоговом коэффициенте напайки (увеличивает его в 1,5-2 раза).
Роль электрода выполняет сплошная проволока сечением 1-6 мм, скорость ее подачи регулируется автоматическим устройством и составляет от 100 до 300 км/ч. К ней подводится «плюс» от источника (через мундштук из меди), тогда как «минус» – к самой заготовке (но ток при этом еще проходит через станину и съемник).
При этом флюс может быть стеклообразным, представляя собой размельченную смесь силикатов (серия АН), и только оберегать основной материал от воздуха. Или содержать в себе легирующие, связывающие, шлакообразующие, раскисляющие добавки и изменять физико-химические свойства наносимого покрытия.
Механизированная наплавка поверхностей деталей в защитной газовой среде проводится в пространстве, заполненном смесью аргона и водяного пара или CO2. Первый дорого стоит, поэтому на заводах по умолчанию используют CO2, ремонтируя в нем кузова, элементы кабин и оперения и многие другие заготовки.
Процесс протекает следующим образом: поданный в рабочую зону, углекислый газ вытесняет собой воздух, не давая кислороду или азоту негативно воздействовать на созданный шов. Проблема только в том, что дуга нагревается до 6000 0С, а при такой температуре связи в CO2 нарушаются, и реакция его распада провоцирует выгорание легирующих веществ и углерода в наносимом покрытии. Чтобы нивелировать возможный вред, следует использовать специальную присадочную проволоку из серии Св, в составе которой содержатся добавки титана, кремния, марганца.
Этот вариант обладает сразу четырьмя преимуществами:
- • позволяет получить ровный, плотный и даже эстетичный слой (причем без шлака), не требующий какой-то последующей обработки;
- • дает возможность решить вопрос в 1,5-3 раза быстрее, чем вручную;
- • обеспечивает все условия для визуального контроля процесса;
- • способствует попутному охлаждению заготовки, из-за чего поверхность последней не коробится.
В число минусов запишем относительную непрочность шва и сравнительно большое разбрызгивание.
Зато метод просто реализуется на практике: стандартного 40-литрового баллона углекислоты хватает на 20 часов работы. Содержащуюся в ней влагу не проблема нейтрализовать осушителем – медным купоросом. Отличным редуктором станет обычный кислородный. Все операции нужно проводить с подачей тока обратной полярности.
Есть как классические, так и современные механизированные способы сварки и наплавки деталей. Электроконтактная относится, скорее, ко второй категории, так как выполняется на модернизированном оборудовании. Для ее реализации используются машины, приваривающие проволочный или ленточный металл, в один или несколько проходов, и таким образом создающие равномерное покрытие нужной толщины (до 3 мм). Рациональнее, если слоев будет 2-4: это позволит сохранить все физико-механические свойства, исключая перегрев при проведении работ.
Перемешивание основного и дополнительного материала стремится к нулю, особенно при использовании промежуточных присадок – порошков ПГ-СР. При этом вполне реально поддерживать производительность на уровне 2-4 кг/ч.
Электрошлаковый метод позволяет ремонтировать даже сильно изношенные элементы, например, Он обеспечивает высокое качество шва, причем работу можно проводить действительно быстро, показатель в 30 г/Ач вполне реален.
Схема следующая:
- • флюс нагревается дугой, после чего через него пропускается ток;
- • в таких условиях электрод плавится и образует ванну вместе с основным металлом;
- • кристаллизатор движется вверх с определенной скоростью, а нижние слои постепенно остывают.
Обратите внимание, рабочая зона в этом случае полностью защищена от влияния воздуха, поэтому ничто не мешает вводить легирующие добавки и использовать выделяющееся тепло с максимальной эффективностью.
Техника и технология механизированной наплавки вибродуговым способом сводится к использованию присадочного стержня, создающего колебания с амплитудой от 1 до 3 мм и частотой от 50 до 100 Гц. В результате весь процесс становится чередой из трех циклично повторяющихся этапов:
- • горение;
- • холостой ход;
- • замыкание.
Причем на первом шаге выделяется до 9/10 всего тепла, а на третьем – только 1/10. Это объясняется тем, что 12-20 В, т. е. при малом напряжении источника тока в цепи есть индуктивность, а значит дуга остается стабильной, и ее вольтаж уже 30-35 В.
Для максимальной эффективности стоит подключать ток обратной полярности и выполнять работу в охлаждающей жидкой среде. Хорошо подойдет водный раствор глицерина (10%) или кальцинированной соды (5%), поданный за 40 мм от присадочного стержня. В результате нагрева он обратится в пар, который и заберет вредные азотистые соединения. Кроме того, Ca сделает горение более стабильным, а C3H8O3 предотвратит появление трещин.
Да, метод хорош малой зоной повышения температуры и почти полным отсутствием потерь легирующих элементов и позволяет получить тонкое, но прочное покрытие, но у него есть и недостаток. Минус в том, что усталостная прочность заготовки снижается – из-за появления пор в нанесенном слое, что частично ограничивает случаи применения.
Если же рассматривать современные механизированные способы наплавки, то самой прогрессивной считается плазменная технология. В соответствии с ней восстановление изношенной поверхности осуществляется под воздействием сильно нагретого и богато ионизированного газа – аргона, гелия, воздуха, азота с добавками.
Может осуществляться по одной из трех схем – с открытой, закрытой и комбинированной струей. В первом случае роль анода выполняет заготовка, во втором – горелка или сопло, в третьем – и то и другое.
Варианта реализации тоже два:
- • плазма захватывает порошок и равномерно осаждает его на поверхность;
- присадка сразу вводится в струю.
Метод обладает пятью практическими преимуществами:
- • за счет концентрации высокой температуры зона термического влияния сужается;
- • благодаря ему на сталь реально наносить самые разные износостойкие материалы, даже пластмассу;
- • позволяет точно регулировать толщину слоя – от тонкой, в 0,1 мм, до 2-3 мм;
- • отличается сравнительно высоким КПД дуги – достигает 45%;
- • по нему можно выполнять еще и поверхностную закалку.
Механизированная сварка под флюсом
Флюс – это порошкообразное вещество для сварки, соответствующее ГОСТ 8713-79. Своими свойствами он напоминает электродное покрытие, а основным веществом является силикатный марганец.
Флюс бывает плавленым и неплавленым. К первым относятся вещества, прошедшие высокотемпературную обработку в печах. Ко вторым причислены флюсы керамического происхождения и порошки, спекшиеся и раздробленные до определенного размера.
Чаще всего сварка под флюсом используется при соединении высоколегированной и нержавеющей стали, алюминиевых и медных сплавов.
Примерная стоимость флюса на Яндекс.маркет
Сущность механизированной наплавки и ее назначение
В общем случае это нанесение слоя материала на поверхность заготовки. Это нужно:
- • для восстановления или изменения исходных размеров (геометрии) элемента, что особенно актуально, если это инструмент, например, режущая кромка;
- • или придания новых свойств, допустим улучшения антикоррозионных характеристик или для повышения стойкости к истиранию.
Ну и в рассматриваемой нами ситуации процесс еще и должен быть наполовину или полностью автоматизированным.
Недостатки швов
Дефекты сварочных швов возникают вследствие:
- дифференциального нагрева металлического изделия;
- усадки расплавленного вещества;
- структурных изменений в химическом элементе.
Для предотвращения несовершенства сварки детали закрепляют в специальных инструментах. Этот вариант идеально годится для вязких составов, которые не вызывают образование трещин.
Некоторые сварщики используют метод обратной деформации или метод полного (частичного) устранения внутренних напряжений.
Классический случай устранения недостатков – термическая обработка посредством высокого отпуска. Изделие нагревают до 650°С и после недолгой выдержки медленно охлаждают.
Плюсы
- • можно создавать покрытия значительной толщины (до 2-3 мм) и таким образом возвращать изначальную геометрию даже сильно изношенным изделиям;
- • производительность в 1,5-3 раза выше, чем при любом из ручных методов;
- • используемое оборудование сравнительно надежное и простое в транспортировке;
- • отсутствуют ограничения по габаритам предметов – конусы доменных печей, сосуды атомных реакторов и другие большие объекты тоже реально защитить и восстановить;
- • каждый метод достаточно легок в реализации;
- • наносимый слой может быть какого угодно состава, от чистой меди до комбинированной пластмассы;
- • наплавку не проблема сочетать с другими методами обработки, допустим, с азотированием или плазменной закалкой.
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Баллоны В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления) Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддер
жания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления)
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Осушитель
Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.
Ротаметр
Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера.
Рукава (шланги)
Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования.
Смеситель газов
Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Детали не большей толщины 0,8-4 мм сваривают без разделки кромок закрепленными в сборочно-сварочных приспособлениях.Сваривают тонкий металл на подкладках из того же металла что и изделие или на медных и нержавеющих съемных подкладках. Металл толщиной свыше 4мм можно сваривать как на весу, так и на подкладках.
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
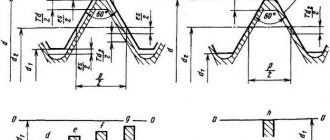
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка угловых и тавровых швов усложняется плохим наблюдением за формированием шва из-за сопла горелки. Расстояние e = 0, при толщине металла до 5 мм, и e = 0,8-1,5 при толщине металла свыше 5 мм.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
Сварка деталей толщиной более 1,5 мм выполняется на весу за несколько проходов.
Сварка горизонтальных швов полуавтоматом
Сварка горизонтальных швов ведется «углом вперед» без поперечных колебательных движений горелкой. Металл толщиной более 6 мм сваривают за несколько проходов.
Сварка деталей до 3 мм ведется под прямым углом горелки оси горелки относительно сварных деталей, без разделки кромок.
Сварка деталей более 3 мм в горизонтальном положении сваривается с разделкой верхней кромки, а горелка наклоняется относительно верхней детали под углом примерно 70º.
Сварка вертикальных швов
Сварку вертикальных швов рекомендуется выполнять проволокой диаметра 0,8-1,2 мм со свободным формированием шва. Можно применять технику частых коротких замыканий или использовать источники с импульсной дугой. Детали толщиной до 4 мм лучше сваривать способом сверху-вниз без колебательных движений. Если предполагается выполнять сварку односторонним швом, лучше собирать детали с зазором.
Сварка потолочных швов
Потолочные швы толщиной более 6 мм лучше сваривать за несколько проходов. Сварку алюминия и его сплавов полуавтоматом рекомендуется вести углом вперед, а сварку сталей, меди, титана и других металлов — углом назад.
Способы правильной сварки труб
Существуют различные методы правильной сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
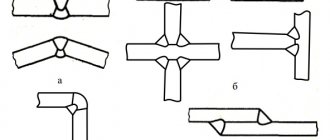
- встык – при этом элементы трубопровода располагаются друг напротив друга;
- в тавр – в этом случае отрезки трубы располагаются перпендикулярно друг другу (в форме буквы «Т»);
- внахлест – такой способ подразумевает развальцовку одной из труб, позволяющую надеть ее на другую;
- угловым способом, при котором элементы располагают под углом 45° или 90° относительно друг друга.
В процессе правильной сварки труб получают следующие разновидности швов:
- горизонтальные (при вертикальном расположении элементов трубопровода);
- вертикальные (если трубы расположены вертикально);
- потолочные (с размещением электрода над головой сварщика, в нижней части заготовки);
- нижние (для этого приходится наклоняться).
При необходимости соединения стальных труб используется стыковой метод. Кроме того, место стыка должно быть обязательно проварено по толщине стенки заготовки. Лучше всего для этого подойдет нижний поворотный шов.
Для получения качественного сварного соединения в процессе работ следует придерживаться следующих рекомендаций:
- Электрод во время сварных работ должен располагаться под углом в 45° или немного меньше. Это позволит уменьшить количество расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык потребуются 2-3-миллиметровые электроды. Качественное сварное соединение получится при силе тока, варьирующейся от 80 до 110 ампер.
- Чтобы получить надежное соединение внахлест, потребуется повысить силу тока до 120 ампер, расходные материалы (электроды) подойдут также 2-3-миллиметровые.
- Сварочный шов должен на 3 мм возвышаться под поверхностью свариваемой заготовки, после этого можно говорить о завершении работы.
Правильная сварка профильных труб выполняется точечно, то есть сначала сваривают две точки, расположенные на противоположных сторонах профиля, затем – две другие точки, продолжая работу до прогрева всей трубы целиком. Далее формируют сварочный шов по всему периметру заготовки.
Как подобрать электроды для правильной сварки труб
До того, как приступить к сварке труб отопления или любых других, необходимо запастись электродами. Их качество напрямую влияет на надежность полученного соединения, герметичность конструкции, а также на сам процесс сварки.
Электроды представляют собой тонкий стальной стержень со специальным покрытием, обеспечивающий устойчивую дугу во время работы и формирующий сварной шов, который предотвращает окисление металла.
VT-metall предлагает услуги:
Электроды квалифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- расходники с неплавящейся серединкой из графита, электротехнического угля или вольфрама;
- с плавящейся серединкой – проволокой, толщина которой варьируется в зависимости от типа выполняемых работ.
По типу внешнего покрытия электроды делятся на следующие группы:
- С целлюлозным покрытием (марка С). Предназначены для правильной сварки труб большого диаметра, с их помощью монтируют газо- и водомагистрали.
- С рутилово-кислотным покрытием (RA). Используются для работы с металлическими трубами отопления или водоотведения. Получаемый сварочный шов покрыт небольшим слоем шлака, удаляемым при постукивании.
- С рутиловым покрытием (RR). Позволяют получать аккуратные сварочные швы со шлаком, легко удаляемым с поверхности. Эти электроды применяют для угловых стыков, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Могут использоваться для правильной сварки труб в любых плоскостях, например, при создании длинного вертикального шва.
- С основным покрытием (B). Это универсальные расходники, подходящие для работы с толстостенными трубами, деталями, предназначенными для использования при минусовых температурах. Позволяют получить качественный пластичный шов, не подверженный растрескиванию или деформации.
До начала сварочных работ стоит получить консультацию специалистов-сварщиков относительно предпочитаемых ими марок электродов. При этом рекомендаций может быть достаточно много, а различаться расходники могут в зависимости от магазина или города.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Между стоимостью и качеством расходников существует прямая связь. С дешевыми электродами затруднительно выполнить правильную сварку труб и получить качественный сварной шов. Следовательно, на этих расходных материалах экономить не нужно.
Порошковая проволока
Речь идёт о так называемой «порошковой» проволоке для механизированной сварки, производимой согласно требованиям ГОСТ 26101-84 и имеющей сложную структуру. В её составе имеется специальная оболочка, частично заполненная шихтой, за счёт чего отдельные образцы проволоки в диаметре достигают 40 мм.
После расплавления этого вида активной добавки в шихту выводятся компоненты, обеспечивающие выполнение следующих задач:
- защита обрабатываемого металла от содержащегося в азоте кислорода;
- поддержание ровной и стабильной дуги;
- получение качественного шва.
Также необходимо заметить, что при механизированной сварке такая проволока может применяться совместно с флюсом и углекислотой.
Предварительные работы для правильной сварки труб
До того, как приступить к правильной сварке пластиковых и металлических труб круглого сечения, необходимо предварительно обработать стыки и уточнить ряд нюансов. В первую очередь, диагностируют соответствие трубы определенным техническим характеристикам, которые предъявляются к монтируемой системе, в частности, к водопроводу.
Необходимо:
- соблюдать геометрические размеры;
- иметь сертификат качества, особенно если предстоит монтаж трубопровода для подачи питьевой воды;
- чтобы труба была идеально круглой формы, так как дефекты, приплюснутое или овальное сечение заготовки не допустимы;
- контролировать толщину стенок на всей протяженности трубы – она должна быть одинаковой;
- химического состава детали должен соответствовать требованиям ГОСТа – эта информация содержится в технической документации или выясняется в процессе лабораторных исследований.
После этого можно начинать подготовку труб к стыковке и сварке.
В процессе подготовки необходимо выполнить следующие действия:
- проверить ровность среза на торце трубы, он должен составлять 90°;
- тщательно очистить свариваемый торец заготовки и 10-миллиметровую область вокруг него, пока не появится металлический блеск;
- удалить остатки масел, ржавчины, лакокрасочного покрытия с поверхности трубы, обезжирить торцы элемента.
Кроме того, следует проследить за тем, чтобы торец имел правильную конфигурацию. Угол раскрытия кромки должен быть равным 65°, показатель притупления – 2 мм. Получить нужные параметры можно за счет дополнительной обработки.
Автоматика и полуавтоматика
Полностью механизированная или автоматическая электросварка – это вариант сварки, когда дуга появляется без усилий сварщика. Таким образом, сварщик вообще не принимает непосредственного участия в работе.
Течение сварки управляется и корректируется командами, которые подают на исполнительные механизмы по специально разработанным для этих целей программам.
Функционирование систем механизированной дуговой сварки предполагает получение особым образом оформленного металлического соединения.
Под действием расплавленного дугой электрода на поверхности обрабатываемого металла образуется особый сварочный слой или ванна, в которой все компоненты присутствуют в жидком и хорошо перемешанном виде.
Такая жидкая масса формируется с помощью вспомогательных добавок (флюсов), что принципиально отличает данный класс сварки от ручного способа.
Металл под воздействием этих добавок сначала интенсивно окисляется, а затем переходит в стадию легирования.
При формировании дуги автоматом она движется вдоль свариваемых кромок металла, активируя при этом всю сварочную ванну.
После прохода автомата и остывания ванны на её месте остаётся достаточно ровный и качественный шов.