23.01.2021 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Принцип лазерной резки металла
- Параметры, определяющие скорость лазерной резки
- Влияние холостого хода станка на скорость лазерной резки
- Зависимость скорости лазерной резки от толщины стали
- Сводная таблица скорости лазерной резки металлов
- От чего зависит стоимость лазерной резки
Скорость лазерной резки – один из основных параметров, определяющих качество и себестоимость обработки металлических заготовок. Насколько быстро будет осуществляться рез, зависит от мощности установленного оборудования, типа и толщины металла.
Из нашего материала вы узнаете, как выбрать оптимальный режим реза, обеспечивающий высокое качество при максимальной окупаемости металлообработки. Для вашего удобства в статье мы разместили сводные таблицы, которые помогут подобрать мощность лазерной установки в зависимости от толщины металла.
Принцип лазерной резки металла
Лазерная резка – один из самых производительных и высокоточных способов обработки металла посредством термической резки. Этот вид с успехом применяется для обработки не только черных и нержавеющих сталей, но и многих цветных металлов, таких как алюминий, латунь, медь титан и т. д. К особым преимуществам можно отнести способность производить резы высокой точности (±0,1мм) с параметрами шероховатости поверхности Rz20 или Ra0,63. Это позволяет изготавливать детали более сложных форм, а в некоторых случаях может заменить более трудоемкие и более затратные операции механической обработки.
Повышенные расходы энергоресурсов и ограничение резки по толщине металла до 25 мм относятся к их малочисленным недостаткам. Поэтому даже несмотря на затраты на обслуживание лазерных установок, этот способ является наиболее выгодным, экономичным и продуктивным.
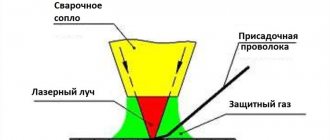
При таком способе раскроя исключаются механические воздействия, а относительно небольшие температуры при большой скорости лазерной резки гарантируют минимальную деформацию металлов или полное ее отсутствие. Принцип технологии заключается в том, что пучок лазера, испускаемый специальной установкой, фокусируется на обрабатываемой точке поверхности и несет высокую плотность энергетического заряда. Поверхность металла быстро нагревается, затем плавится, оставляя идеальный рез. Благодаря фактору теплопроводности зона плавления мгновенно устремляется внутрь обрабатываемого материала. Металл плавится и начинает испаряться.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Значительно чаще применяют более экономичный способ – метод плавления. С помощью определенных устройств происходит вдувание некоторых видов газа (кислорода, азота, инертных и т. д.) в зону резки. При воздействии направленной струи газа металл активно сгорает, плавится и испаряется, оставляя ровный рез. Такая резка называется газолазерной.
Для получения качественных результатов и максимальной эффективности использования необходимо грамотно производить настройку лазерной установки. Для этого в первую очередь надо знать его некоторые принципы действия:
- Происходит контакт луча с определенной точкой металлической заготовки.
- Происходит нагрев до критического уровня плавления в точке взаимодействия.
- При плавлении появляется углубление на поверхности, затем происходит процесс кипения металла и его испарение.
При выборе скорости резания лазерного станка для качественной обработки необходимо учитывать особые моменты. Многое зависит не только от мощности самой установки, но и от толщины и марки обрабатываемого материала. К примеру, качественный рез на всех видах стали можно выполнить только при толщине заготовки до 25 мм включительно, а на цветных и легких металлах – только до 5 мм. Другим критерием является такой технический показатель, как теплопроводность металла. Чем ниже этот параметр, тем меньше тепла отведется от зоны резки и, соответственно, потребуется меньше энергетических затрат и меньшее время прогрева.
При мощности установки в 600 Вт можно с большой скоростью резать титановые, стальные и чугунные материалы. А достигнуть высоких скоростей резания медных или алюминиевых листов при таких же значениях мощности будет затруднительно из-за высокой теплопроводности металла, поэтому придется поднимать мощность установки.
Также важно учитывать и марку обрабатываемых сталей и сплавов, учесть требования к параметрам чистоты реза и применяемому газу. Неправильный выбор настроек приведет к снижению качества резки. Важно технически грамотно подойти к правильному выбору скорости и подаче, к фокусировке, частоте излучаемого пучка лазера и его мощности.
Мощность и скорость – одни из самых главных параметров при использовании таких установок. Технологическая гибкость при настройках позволяют применить оптимальные режимы для обработки любых разновидностей стальных материалов при разнообразии толщин и видов заготовок. Станки и модули с числовым программным управлением в комплексе с лазерными установками позволяют сохранить в памяти процессора большое количество программ, написанных для обработки различных деталей.
Планируем использовать станок в неотапливаемом помещении — что можно сделать?
В качестве охлаждающей жидкости можно использовать антифриз. Однако, мы рекомендуем использовать станок в нормальных условиях: от 15 до 25 градусов. Низкая температура отрицательно влияет на оптический резонатор трубки. Также при низких температурах возможно образование конденсата на зеркалах, из-за чего лазерный луч будет угасать и рассеиваться по пути к линзе. Более подробную информацию о том, как перепад температур вредит лазерному оборудованию, можно прочитать в статье, указанной в самом начале.
Параметры, определяющие скорость лазерной резки
Существует три основных фактора, влияющих на производительность такого вида реза:
- модель и мощностные характеристики используемой установки;
- вид исполнения координатных столов и оснащенность привода;
- оснащение современными устройствами с числовым программным управлением.
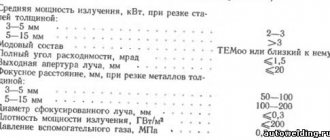
Скорость резания и раскроя при максимально возможных толщинах листа зависит и от мощности лазерного источника. К примеру, для оптических резонаторов скорость реза по контуру, независимо от геометрической конфигурации движения (прямая линия, круг, шестигранник, овал и т. д.), применительно к обработке черных сталей при толщине материала 1 мм достигает:
- 9 м/мин при мощности лазерного источника 500 Вт.
- 12 м/мин при мощности 1 000 Вт.
- 20 м/мин при мощности 2 000 Вт.
Но следует иметь в виду, что скорость раскроя мелких частей или деталей сложной геометрии будет ниже, чем скорость по контуру. У каждого вида продукции своя индивидуальная модель раскроя, поэтому технологические процессы предусматривают применение понижающего коэффициента под каждый определенный тип детали.
Порой поставщики подобных комплексов лазерной обработки в паспортных характеристиках оборудования целенаправленно завышают значения скорости резания. Поэтому предпочтительно делать тестовый раскрой на аналогичном оборудовании производителя перед приобретением, чтобы иметь реальное представление об операционном времени изготовления одной детали и, соответственно, узнать среднюю скорость лазерной резки. Или после покупки можно снять процесс на видео и отослать поставщику оборудования через Сеть вместе с чертежами детали.
Кроме скоростной характеристики, есть еще один немаловажный параметр – ускорение приводов координатного стола. Чем выше этот показатель, тем больше скорость устройства при изготовлении мелких и сложных деталей.
Резонаторная мощность и принцип исполнения привода координатного стола значительно влияют на увеличение скоростей и ускорений реза. Технологические процессы заводов-изготовителей и применяемое программное обеспечение отражаются не только на величине скорости резания, но и на удобстве при обслуживании операторами, наладчиками и технологами. Это очень важный момент, потому что при хорошо отработанных технологиях и испытанных программах обработки значительно экономится технологическое время и материал при настройке, наладке на пробных операциях для запуска партии деталей.
VT-metall предлагает услуги:
Подбирая режимы скоростей, необходимо всегда контролировать качество поверхности реза. При увеличении оператором скорости, превышающей отработанное и установленное технологическим процессом значение, понижается качество поверхности реза, а при необоснованном ее занижении падает производительность. В бесконтактные измерительные системы раскроя ARAMIS встроены таблицы выбора скоростей в режиме диалога с оператором, с помощью которых можно подобрать оптимальные параметры скорости для обработки металла, ориентируясь на сложность контура и толщину изготавливаемого изделия.
В некоторых случаях обозначенные в программном обеспечении оптимальные значения скорости резки иногда не совсем устраивают технологов, тогда они могут вручную корректировать их, сравнив качество раскроя по тестовым эталонам. В таких случаях мастерство и профессионализм обслуживающего персонала является важным и незаменимым свойством.
Как уменьшить нагар на материалах?
Нагар возникает в тех случаях, когда компрессор не успевает подавать достаточное количество воздуха к области реза, материал находится не в фокусе лазерного луча или загрязнена оптика лазерного станка. Варианты исправления этой проблемы соответствующие:
- Купить более мощный компрессор (коаксиальный) или установить шланги большего диаметра для подачи воздуха. (Данная услуга также предлагается нашей компанией, но применима только для станков, представленных на нашем сайте. Набор для сборки VIRAND CONSTRUCTOR изначально оснащен шлангами большего диаметра в силу конструктивных особенностей и в данной доработке не нуждается. Подробнее про выбор компрессоров написана статья, которая также есть в блоге на нашем сайте.)
- Правильно подобрать фокусное расстояние.
- Произвести чистку оптической системы лазерного станка.
Влияние холостого хода станка на скорость лазерной резки
Подвод устройства к начальной точке резания по программе осуществляется на скорости, значительно большей, чем при резании. Она называется скоростью холостого хода и применяется для сокращения общего технологического времени на обработку детали. Диапазон изменения скоростей холостого перемещения варьируется в пределах от 60 до 200 м/мин. Естественно, такой темп не предназначен для резки. Скорость резания в разы ниже холостого перемещения и зависит от мощности лазерного излучателя.
Большие режимы скорости холостого хода необходимы при длине рабочих столов более 3 м, а также в том случае, когда большую часть движения в процессе изготовления детали необходимо осуществлять в режиме холостого перемещения без обработки, к примеру, при изготовлении отверстий по углам листа металла большого размера.
Зависимость скорости лазерной резки от толщины стали
Определяясь с параметрами лазера для осуществления качественного реза, следует учитывать следующие факторы.
Для низкоуглеродистых марок сталей параметры приблизительно такие:
- При толщине металла в 1 мм и мощности лазерной установки в 100 Вт скорость реза должна быть примерно 1,6 м/мин.
- При толщине материала в 1,2 мм мощность лазера должна быть более 400 Вт, а скорость реза 4,6 м/мин.
- Для обработки металла толщиной 2,2 мм и выше следует применять лазеры мощностью 850 Вт при скорости резания около 1,8 м/мин.
Для обработки изделий из нержавеющих сталей необходимо применять следующие настройки:
- При толщине заготовки в 1 мм достаточно мощности лазерной установки в 100 Вт при скорости реза до 1 м/мин.
- При толщине материала, равной 1,3 мм, необходимый параметр мощности увеличивается до 400 Вт, а скорость может достигать 4,6 м/мин.
- Изделия толщиной 2,5 мм можно обработать с такой же мощностью в 400 Вт, но при этом скорость упадет до 1,3 м/мин.
- Металл толщиной 3,2 мм можно обработать лазером такой же мощности, но скорость уменьшится до 1,1 м/мин.
Для технологического процесса резки титановых сплавов устанавливаются следующие параметры:
- Обработка материала при толщине, равной 0,6 мм, производится лазерной установкой с мощностью 250 Вт, а значение скорости реза может достигнуть 0,2 м/мин.
- Рез на заготовках толщиной 1 мм можно произвести на скорости 1,5 м/мин, но при лазерной мощности от 600 Вт и выше.
Для инструментальных сталей применяются стандартные настройки – лазерная мощностью 400 Вт, а параметр скорости резания около 1,7 м/мин. Учитывая все эти рекомендуемые параметры и стандарты настроек, можно достичь хороших результатов при резке любых металлов и сплавов.
Какая минимальная мощность может выставляться на лазере?
В теории вы можете выставить на плате управления лазерного станка мощность 1%. Но в таком случае лазерная трубка скорее всего не будет даже разжигаться. Обычно трубки разжигаются при мощности от 5 до 15%. И это значение непостоянно даже для одного и того же типа лазерной трубки. Определив, при какой мощности происходит разжигание лазерной трубки и экспериментируя с настройками скорости, можно выполнять резку ювелирной точности любых тонких материалов.
Обратите внимание, что на плате M2 Nano максимальная скорость резки составляет 25 мм/с. Из-за этого ограничения у оператора лазерного станка могут возникнуть проблемы с резкой тонких материалов.
Сводная таблица скорости лазерной резки металлов
| Мощность источника | 500 Вт | 750 Вт | 1 000 Вт | 1 500 Вт | 2 000 Вт | 3 000 Вт | 4 000 Вт | 6 000 Вт | 8 000 Вт | 10 000 Вт | |||||
| Материал/Газ | Толщина, мм | Размер сопла, мм | Скорость, м/мин | ||||||||||||
| Углеродистая сталь (Кислород) | 1 | 1.2 | 8 | 9 | 10 | 22 | 26 | 34 | 38 | 42 | 46 | 50 | |||
| 2 | 1.5 | 4 | 5 | 6,2 | 6,8 | 7,2 | 7,5 | 7,8 | 8,2 | 36 | 9 | ||||
| 3 | 2.0 | 2,6 | 2,8 | 3 | 3,6 | 4 | 4,4 | 5 | 5,5 | 6 | 6.5 | ||||
| 4 | 2.0 | 1,6 | 1,8 | 2,2 | 2,8 | 3,2 | 3,8 | 4,4 | 5 | 5.5 | 6.1 | ||||
| 5 | 2.0 | 1 | 1,4 | 1,8 | 2,4 | 2,8 | 3,2 | 3,4 | 3,6 | 3.8 | 4.2 | ||||
| 6 | 2.5 | 1 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 3,4 | 3.6 | 4.5 | |||||
| 8 | 2.5 | 0,8 | 1,2 | 1,4 | 1,6 | 2,2 | 2,6 | 3 | 3.3 | 3.5 | |||||
| 10 | 2.5 | 0,7 | 1 | 1,2 | 1,6 | 2 | 2,4 | 2.8 | 3.2 | ||||||
| 12 | 3 | 0,6 | 0,8 | 1 | 1,4 | 1,8 | 2 | 2.2 | 2.4 | ||||||
| 14 | 3 | 0,6 | 0,9 | 1 | 1,2 | 1,3 | 1.4 | 1.6 | |||||||
| 16 | 4 | 0,5 | 0,8 | 0,8 | 1 | 1,1 | 1.3 | 1.4 | |||||||
| 18 | 4 | 0,7 | 0,7 | 0,9 | 1 | 1.2 | 1.3 | ||||||||
| 20 | 4 | 0,6 | 0,8 | 0,9 | 1.1 | 1.35 | |||||||||
| 22 | 4 | 0,5 | 0,7 | 0,8 | 1 | 1.2 | |||||||||
| 24 | 4 | 0,4 | 0,6 | 0.8 | 0.9 | ||||||||||
| 26 | 5 | 0.5 | 0.65 | ||||||||||||
| Мощность источника | 500 Вт | 750 Вт | 1 000 Вт | 1 500 Вт | 2 000 Вт | 3 000 Вт | 4 000 Вт | 6 000 Вт | 8 000 Вт | 10 000 Вт толщина до 40 мм | ||
| Нержавеющая сталь (Азот) | 1 | 1.5 | 12,4 | 18,5 | 23,8 | 26,4 | 30 | 34 | 38 | 41,4 | 57 | 65 |
| 2 | 1.5 | 4,7 | 5,1 | 10,8 | 11,9 | 12,7 | 15,4 | 24,4 | 28,6 | 38 | 58 | |
| 3 | 1.5 | 0,7 | 1,2 | 2,3 | 4,1 | 6,1 | 8,6 | 12,8 | 15,8 | 22 | 30 | |
| 4 | 1.5 | 0,8 | 1,3 | 2,2 | 4,2 | 5,5 | 7,4 | 9,4 | 16 | 22 | ||
| 5 | 1.5 | 0,7 | 1,2 | 2 | 4,3 | 5,1 | 6 | 11 | 17 | |||
| 6 | 1.5 | 1 | 1,8 | 3,1 | 3,8 | 4,7 | 5 | 15 | ||||
| 8 | 1.5 | 0,9 | 2 | 2,4 | 3,3 | 3.9 | 8.5 | |||||
| 10 | 1.5 | 0,8 | 1,1 | 1,3 | 1.9 | 5.9 | ||||||
| 12 | 1.5 | 0,5 | 0,7 | 1,1 | 1.5 | 3.4 | ||||||
| 14 | 1.5 | 0,6 | 0,8 | 1.1 | 2.3 | |||||||
| 16 | 1.5 | 0,6 | 0.7 | 1.6 | ||||||||
| Мощность источника | 500 Вт | 750 Вт | 1 000 Вт | 1 500 Вт | 2 000 Вт | 3 000 Вт | 4 000 Вт | 6 000 Вт | 8 000 Вт | 10 000 Вт | ||
| Алюминий (Азот) | 1 | 1.5 | 5,2 | 6,4 | 8,4 | 16 | 22 | 34 | 38 | 42 | 57 | нет данных |
| 2 | 1.5 | 2,2 | 3,4 | 6,6 | 8,4 | 15 | 21 | 25,5 | 38 | нет данных | ||
| 3 | 1.5 | 1,4 | 3,8 | 5,5 | 7,6 | 11,5 | 14,6 | 22 | нет данных | |||
| 4 | 1.5 | 1,4 | 2,6 | 4 | 5,2 | 5,8 | 16 | нет данных | ||||
| 5 | 1.5 | 1,7 | 3,3 | 4,4 | 4,9 | 11 | нет данных | |||||
| 6 | 1.5 | 0,9 | 2,1 | 3,4 | 4,1 | 7 | нет данных | |||||
| 8 | 1.5 | 0,9 | 1,3 | 2 | 3.6 | нет данных | ||||||
| 10 | 1.5 | 0,6 | 1,1 | 1,7 | 2.5 | нет данных | ||||||
| 12 | 1.5 | 0,5 | 0,8 | 1.7 | нет данных | |||||||
| 14 | 1.5 | 0,4 | 0,6 | 1.1 | нет данных | |||||||
| 16 | 1.5 | 0,5 | 0.9 | нет данных | ||||||||
| Мощность источника | 500 Вт | 750 Вт | 1 000 Вт | 1 500 Вт | 2 000 Вт | 3 000 Вт | 4 000 Вт | 6 000 Вт | 8 000 Вт | 10 000 Вт | ||
| Медь (Азот) | 1 | 1.5 | 5,2 | 6 | 8 | 12 | 14 | 22 | 26 | 32 | 57 | нет данных |
| 2 | 1.5 | 1,8 | 3,2 | 4 | 6 | 8 | 10 | 12 | 38 | нет данных | ||
| 3 | 1.5 | 1 | 2,2 | 3,4 | 5,2 | 6 | 6,4 | 22 | нет данных | |||
| 4 | 1.5 | 1,4 | 1,8 | 4 | 4,8 | 5,4 | 16 | нет данных | ||||
| 5 | 1.5 | 1,2 | 1,8 | 2,6 | 3,2 | 11 | нет данных | |||||
| 6 | 1.5 | 0,6 | 1,4 | 1,8 | 2,2 | 7 | нет данных | |||||
| 8 | 1.5 | 0,6 | 0,9 | 1,2 | 3.6 | нет данных | ||||||
| 10 | 1.5 | 0,4 | 0,6 | 2.5 | нет данных | |||||||
| 12 | 1.5 | 0,4 | 1.7 | нет данных |
От чего зависит стоимость лазерной резки
При экономическом обосновании цены на любую продукцию всегда должен учитываться такой важный показатель, как себестоимость изготовления. При оснащении современным оборудованием необходимо просчитать все затраты на его обслуживание, сроки окупаемости, коэффициент загруженности и спрос на предоставляемые услуги.
Показатель себестоимости имеет ведущее значение в ценообразовании. Средняя цена реза одного погонного метра материала толщиной до 8 мм составляет приблизительно 2,2 рубля, включая НДС (около 0,063 $ за погонный метр реза). В этот показатель включаются все затраты на расходные материалы: сопла, защитные стекла, расходы на приобретение технологического газа (кислорода) и потребление установками и оборудованием электроэнергии.