[Художественная гравировка по металлу] способна придавать предмету особенную ценность.
Во-первых, чаще всего, такая работа выполняется индивидуально, вы становитесь обладателем эксклюзивного предмета.
Во-вторых, художественная гравировка выглядит очень красиво.
В-третьих, выполнить ее можно своими руками, в домашних условиях. Гравирование представляет собой нанесение (перенос) рисунка на металлический предмет.
Как сделать гравировку на металле в домашних условиях, какой нужен инструмент или станок или машинка? Какая цена приспособлений для гравировки? Об этом вы узнаете в нашей статье.
Сборка электрического гравера со штативом и гибким валом
Электрический гравер – это самая распространенная в домашних условиях разновидность данного рода инструментов. Чтобы сделать функционально полноценное устройство самостоятельно, способное соперничать с аналогами промышленного производства, понадобится электродвигатель, который работает от переменного тока 220 V. Такие электрические моторы можно взять со следующей техники:
- катушечных магнитофонов советского образца;
- DVD-проигрывателей;
- стиральных машин;
- угловых шлифовальных машин;
- электрических швейных машин.
Последний вариант является оптимальным, потому что есть возможность регулировки числа оборотов в достаточно широком диапазоне с помощью встроенного реостата.
Держать в одной руке электромотор от любой из перечисленных разновидностей техники неудобно, а также в большинстве случаев просто невозможно. Поэтому понадобится гибкий вал для гравера. При этом общий вид будущего устройства получится, приблизительно, как на фотографии далее.
Функциональные возможности создаваемого приспособления для гравирования будут зависеть от применяемых при сборке материалов и механизмов. Мотор можно поставить на столе, но удобнее сделать штатив для гравера, вернее его подобие.
Изготовление гибкого вала
С гибким валом все относительно просто. Его можно сделать несколькими способами:
- из старого приводного вала, например, от стоматологической бормашины;
- воспользовавшись тросиком спидометра мотоцикла либо автомобиля.
Рабочую насадку на вал можно также использовать от бормашины либо изготовить самостоятельно из разных материалов, например, из дерева, текстолита, пластиковых труб. Из текстолита приспособление (ручку) для удержания оснастки делают так:
- отрезают 2 текстолитовые платины (толщина листа должна быть около 1 см) размером примерно 2 на 10 см;
- соединяют их вместе и обтачивают напильником или на наждаке снаружи, чтобы получился цилиндр;
- протачивают с внутренней стороны пазы;
- металлическими кольцами фиксируют части друг с другом;
- в переднюю часть ручки вставляют трубочку, под патрон, состоящий из двух отдельных половинок, соединяемых при помощи болта.
В итоге получится рукоять, как на фото ниже.
Сборка гравировальной установки
Очень просто сделать штатив (основание для установки электродвигателя) из фанеры либо того же текстолита. Для этого поступают так:
- вырезают из листа материала несколько кусков (достаточно 4) соответствующего электродвигателю размера;
- к одному из фрагментов прикрепляют мотор с помощью хомутов;
- собирают короб;
- в передней части просверливают отверстие под гибкий вал.
Созданную конструкцию подвешивают к стене.
Удобно использовать заводской держатель на струбцинах для гравера, если позволяют размеры электродвигателя. Крепление подсоединяется к любому столу. Но такое приспособление потребуется приобрести дополнительно.
Дальнейшую сборку гравировального устройства выполняют в такой последовательности:
с помощью муфты, созданной из просверленного болта, соединяют тросик с валом электродвигателя;
одевают на тросик резиновый шланг соответствующего диаметра и присоединяют к нему сделанную ручку;
- устанавливают пусковую кнопку;
- подсоединяют оборудование к сети;
проверяют работоспособность сделанного приспособления.
Можно также применять при создании самодельных прямошлифовальных машин электромоторы, рассчитанные на 380 V, но если их можно приспособить на 220. В таких случаях понадобится дополнительно повозиться. Информации по данному вопросу много как в интернете, так и в книгах по электротехнике.
Как сделать в домашних условиях своими руками?
Производить гравировку на металле можно не только в специальной мастерской, но и в домашних условиях. Вне зависимости от того, в каких условиях происходят работы, основным приоритетом является получение качественного изделия. Если планируется выполнение работ своими руками, то лучшим вариантом будет покупка особого инструмента, известного как гравер.
Процесс обработки изделия в домашних условиях состоит из нескольких шагов.
- Перед началом проведения работ в обязательном порядке стоит подготовить изображение или надпись. Изделие располагается при помощи маркера или же можно обвести контуры с использованием заточенного карандаша.
- Гравировка требует пристального к себе внимания. Осуществлять любые работы можно только в том случае, если комната достаточно освещена. В противном случае можно не только испортить изделие, но и пораниться в процессе отделки металла.
- После окончания всех гравировочных работ нужно поверхность, которая подвергалась обработке, покрыть специальным лаком. Если же этого будет недостаточно, то для получения максимально стойкого результата нужно использовать воск, который наносится небольшим слоем.
Гравировка на металле в домашних условиях также может производиться при помощи электрохимического воздействия. Для осуществления работ может использоваться набор средств, которые имеются под рукой у любого человека.
- Используемая емкость должна в полной степени совпадать с размерами самого изделия. Металлический предмет должен без проблем помещаться в емкость, горлышко не должно торчать. Если изделие не отличается большими габаритами, то может использоваться граненый стакан. На сегодняшний день оптимальным вариантом продолжает оставаться стеклянная банка.
- Провода для подключения с зажимами. Отличным вариантом будет применение бытовой прищепки.
- Достаточно будет обычного мобильного аккумулятора.
Еще одним довольно эффективным способом гравировки металла в домашних условиях является использование бормашины. Следует отметить, что данный инструмент стоит довольно дорого, поэтому покупать его стоит только в том случае, если обработка будет проводиться не на разовой основе.
В процессе использования подобного инструмента его рабочая часть способна эффективно снимать слой металла при помощи специальной насадки. Она обычно предлагается в комплекте. Не следует сразу же использовать инструмент на материале. Лучше всего опробовать его на различных заготовках.
Кроме бормашины, можно использовать и другое оборудование. Человечество уже более 5 тысяч лет придумывает различные приборы, способны обрабатывать металл.
Отличительная черта гравировки домашним лазером в том, что она может осуществляться в комбинации с пастой-раствором. Он обычно наносится на материал перед началом гравировки. Делать это нужно аккуратно, чтобы задевать исключительно обрабатываемый участок. При помощи лазера выжигается изображение или надпись. Происходит это благодаря изменению температуры, что становится возможным в результате химического процесса. Этот способ весьма эффективный и быстрый, однако и стоимость его достаточно высокая, поэтому нет смысла приобретать подобное устройство при необходимости провести разовую гравировку.
Таким образом, гравировка металла позволяет нанести на предмет изображение или надпись, кардинальным образом изменив его внешний вид. Существует множество методов проведения гравировки, каждый из которых имеет свои сильные и слабые стороны. Выбор определенного метода зависит не только от навыков человека, но и от особенностей используемого материала.
Обзор профессиональных насадок для гравера
Профессиональный инструмент составляет отдельную (качественную и дорогую) категорию оборудования, которое способно выдерживать без отрицательных последствий значительные эксплуатационные нагрузки. Такие устройства принято оснащать соответствующими расходниками.
Специалисты, занимающиеся гравированием различных материалов профессионально, рекомендуют приобретать наборы насадок от известных брендов, таких как «Дремель» либо «Декстер»
. Значительная стоимость изделий этих фирм полностью оправдана тем, что их продукция отличается надежностью, высоким качеством и долговечностью. Применение борфрезы по дереву, металлу и прочим материалам производства данных компаний повышает точность обработки заготовок.
Зачастую у специалистов имеется по несколько наборов оснастки, предназначенных для обработки разных материалов и выполнения различных операций. Также отдельные элементы, входящие в их состав, имеют свои конструктивные особенности. Обычно в такие наборы входят:
- фрезы по металлу, дереву и прочим материалом, разной конструкции;
- сверла;
- войлочные, алмазные, а также абразивные шарошки;
- щетки из проволоки, для очистки поверхностей;
- гравировальные стержни;
- диски отрезные.
Также в составе наборов попадается фреза кромочная прямая.
Фреза прямая кромочная Topfix
Сменную оснастку марок «Дремель» и «Декстер» могут использовать не только специалисты мастерских, но и домашние мастера, которые желают совершенствоваться в искусстве гравировки.
Некоторые мастера гравировки рекомендуют продукцию
, менее качественную, чем у «Дремель» или «Декстер», но более дешевую. В состав набора может входить до 180 единиц расходников востребованных разновидностей. Но продукция от «Зубр», в общем, относится к полупрофессиональной и бытовой категориям.
Обычно фрезерная насадка на гравер содержится в комплекте с приобретенным инструментом. Но при постоянной эксплуатации она со временем изнашивается. Также фрезы могут понадобиться для специфических операций — тогда требуется покупать новые боры, чтобы продолжать работать дремелем.
Идеальный вариант – это приобретение рекомендуемой производителем граверов продукции.
В таких случаях сохраняется гарантия от фирм на эксплуатируемое устройство. Но случается, что оригинальных расходников не достать по каким-либо причинам, либо же они обойдутся очень дорого при небольшом объеме предстоящих рабочих операций. Тогда понадобится приобретать аналоги или применять даже самоделки. В таком случае главные правила выбора заключается в следующем.
- Следует ориентироваться на подходящий под патрон дремеля диаметр хвостовиков
: наиболее часто он составляет 2,4 или 3,2 мм. - Нужно приобретать насадки по металлу и другим материалам под вид работ, которые планируется выполнять.
- Чтобы гравировать, можно использовать и недорогие наборы
, например, китайского или российского производства. - При постоянной, продолжительной работе с мини-дрелью (особенно с твердыми материалами) рекомендуется приобретать качественные, профессиональные наборы, а чтобы изредка гравировать – достаточно бытовых.
Во время обучения различным операциям с дремелем подойдут недорогие изделия. Со временем от них стоит отказаться в пользу более качественной оснастки.
Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
- Техника штриховой гравировки выполняется нанесением контурных линий и штрихов на предмет. Резьба по металлу не глубокая, затрагивает только поверхность предмета;
- Обронная, иначе ее называют трехмерной, механическая глубокая техника позволяет добиться объемного рисунка. См. фото.
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Фото:
Для выполнения качественных работ данный инструмент необходимо заточить, для этого используют мелкозернистый брусок, который предварительно смачивают водой, можно маслом.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Перед нанесением поверхность необходимо зачистить мелкой наждачкой и отполировать. Для полировки используется специальная полировочная паста.
Паста легко заменяется окисью хрома (масляная краска). Поверхность предмета необходимо тщательно и энергично растереть. Паста растирается кожаным толстым кусочком.
Это интересно: Штангенрейсмас — назначение, поверка, ГОСТ
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.
Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Мягкий лак
Эта техника представляет собой разновидность офорта, получаемого мягким кислотоупорным лак (его еще называют срывным). Такой лак создают добавлением в него жира.
В начале работы гравер покрывает металлическую пластину мягким лаком и осторожно крепит на нее зернистую бумагу. На бумаге твердым карандашом создается рисунок, что заставляет лак прилипать в местах полученного изображения
Но из-за входящего в состав жира при съеме с пластины бумажного листа эти прилипшие к бумаге частички лака легко отстают от металла (срываются). После этого выполняют традиционное для офорта травление, затем смывают лак, полученную форму заливают краской и делают отпечатки.
Основные признаки техники мягкого лака:
- изображение сохраняет фактуру бумаги, с помощью которой его создавали;
- при рассмотрении изображения легко заметить частично соединенные друг с другом точки разных форм.
Д. Кастилльоне. Портрет мужчины в берете. Мягкий лак. 1664 г.
Примеры гравировки
Гравировка на разных предметах имеет свои особенности. Давайте рассмотрим несколько примеров изделий.
Гравировка на обручальных кольцах
Обычно на них гравируют слова и надписи, при этом важно, чтобы она была легко читаемой. Но для этого нужен подходящий размер изделия, ведь на слишком узкое кольцо нанести такую надпись не получится
Гравировку можно наносить на лицевую, внутреннюю сторону кольца и его боковые грани.
Гравировка на производстве
Обычно она используется при изготовлении шильд, табличек, серийных номеров, номерков и многих других изделий.
Но главное, не забывайте о том, что при производстве промышленных шильд нужно соблюдать требования, установленные законодательством. При помощи маркировки на шильду наносится информация о товаре и производителе. Она включает в себя технические характеристики устройства, данные о производителе, данные Ростеста, серийный номер устройства и описание безопасности при работе с предметом.
Надписи тончайшие и чёткие, поэтому сама шильда небольшая. Кроме того, при нанесении надписей на шильду важна их долговечность, поэтому на производстве используется исключительно лазерный способ маркировки. А благодаря высокой скорости работы, их изготовление не имеет ограничений по тиражу.
Литография
Литография (др.-греч. λίθος — камень и γράφω — рисовать) — это техника травления рисунка на камне, относящаяся к плоской печати. Для создания изображения подбирают особые сорта камня (обычно известняка), способного отталкивать краску после легкого травления кислотой.
Оттиск с камня в процессе литографии.
В процессе работы гравер готовит каменную пластину (полирует ее или, напротив, делает шероховатой). После этого на нее наносят рисунок с помощью жирного литографского средства (карандаша или туши). После слабого травления пластины кислотой протравленные участки отталкивают краску. Участки жирным карандашом, напротив, легко притягивают краску.
На следующем этапе исходное изображение смывают, а на влажный камень наносят краску с олифой, удерживающуюся на непротравленных участках. После этого выполняют печать под давлением на бумаге с помощью литографского станка.
Раньше литографию выполняли на камнях, но сегодня используют в основном металлические пластины.
Основные признаки литографического оттиска:
- отсутствие натиска во всех деталях изображения, краска ровно распределена по всей поверхности листа;
- литография на гладком камне схожа с обычными рисунками кистью или пером, но не имеет характерных для них скоплений краски;
- в литография на корнованном (шероховатом) камне видны состоящие из разнородных точек штрихи.
Ф. Терзаги. «Москва. Вид на Кремль». Литография. 1857 г.
Пабло Пикассо. Серия «Бык» из 11 литографий. 1946 г.
#114 Резцы по дереву из перьевого сверла
Как сделать резцы по дереву из перьевого сверла
(На фото верхняя стамеска из подшипниковой стали из набора ХФ СССР, размещена специально для сравнения)
Если вы задумались об изготовление стамесок для резьбы по дереву своими руками, значит уже знаете, что сейчас трудно с хорошим металлом. Эти советы от Евгения Коротина для тех, кому купить настоящий импортный набор резцов тяжело из-за его стоимости. Автор всегда делал инструмент сам, вы не поверите, но доже из штыковой лопаты. Причем последний работает много лет.
На этом фото изображены стамески из перовых свёрл по дереву с хвостовиком SDS+ (СПРАВА) для работы перфоратором или отбойным молотком SPARKY для крупных скульптур.
Про выбор сверл: В продаже сейчас имеются перовые сверла от 6 мм. до 55 мм. получается — практически бери любое и делай резец. И у автора целый набор сделанный таким образом плюс пару косяков.
Нагреть для поковки можно в пламени газовой плиты с снятым рассекателем пламени, а затем придать нужную форму.
Про инструмент для ковки
Вот фото самодельной матрицы которую Евгений применяет для изготовления стамесок из перовых свёрл. Сделана она из обрезка рельса.
Матрицу автору фрезеровали на заводе по его эскизам. Работа заняла полтора часа, была такая возможность.
Также для ковки нужен молоток с шаровидным бойком. Молоток Евгений сделал сам при помощи болгарки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.
Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Можно ли сделать гравировку в домашних условиях?
Если речь идёт о механической или ручной гравировке, то, безусловно, да. Достаточно приобрести лишь фрезы и бормашину.
Но если вы планируете заниматься лазерной гравировкой, то стоит учесть, что оборудование для неё стоит гораздо дороже, поэтому окупится лишь в том случае, если ремесло станет вашим бизнесом. Конечно, для серийного производства лучше выделить специальное помещение хотя бы в целях безопасности. Ведь для работы на лазерном оборудовании потребуется стабилизация напряжения и заземление.
Но у нас есть несколько клиентов, которые используют волоконные маркеры в домашних условиях для небольшого производства. Для этого подойдут настольные маркеры с небольшими габаритами.
Меццо-тинто
В технике меццо-тинто (от итал. Mezzo — половина, tinto — окрашенный), которую еще называют черной манерой или английской манерой, работа ведется не с созданием углублений в подготовленной пластине, а с выглаживанием определенных участков. Для этого металлическая пластина делается шероховатой с помощью техники зернения. То есть изначально на ней уже есть выемки, а задача гравера заключается в том, чтобы затереть те участки, которые должны быть более светлыми (на гладких участках краска почти не задерживается). Работу с изображением он производит с помощью шабера и гладкого планира. Гравировка ведется от самого черного цвета до самого яркого света (откуда и название черной манеры), что противоположно другим техникам механической гравировки.
Зернение, выглаживание и выскребание поверхности пластины в технике меццо-тинто.
Основные признаки гравюры по технике меццо-тинто:
- при достаточном увеличении видны маленькие насечки (зерна);
- отсутствуют резкие линии, изображение получается мягким, с бархатистой фактурой и плавной сменой одного тона другим.
К.-В. Зеелигер. Гравюра «Аллегория восшествия на престол Александра I». Меццо-тинто. Около 1801 г.
Общая технология
Выполнение процессов гравировки предполагает множество видов техник. Основные способы это ручная и механическая, последняя подразделяется на категории оборонной и штриховой.
- Объемный рисунок возможно получить путем применения оборонной гравировки, более глубокая обработка подразумевает трехмерную гравировку.
- При выполнении поверхностных действий применяется штриховая техника. Процесс производится в несколько шагов, наносятся линии контура обработки, штриховыми движениями снимается часть металла с поверхности.
Самостоятельное выполнение резцовой гравировки выполняется штихелем. Специальный инструмент возможно приобрести в художественных магазинах. Принадлежности для ручного процесса подразделяются на типы:
- Мессер — штихель необходим для изготовления тонких линий.
- Гравировка, предусматривающая параллельные линии делается реп-штихелем.
Инструменты для гравировки по металлу невозможно использовать без качественной заточки штихеля. Для качественной работы нужно обточить инструмент мелкозернистым точильным камнем, после чего протереть кожаной тканью.
При работах мелкими предметами, понадобится специальная подушка. Изготовить данный инструмент можно своими руками, материал одинаковых размеров соединяется нитью по краям. Необходимо оставить промежуточное место для наполнения сыпучим материалом или песком. Заготовка выворачивается наизнанку, в образованное отверстие высыпается песок, после чего вся остальная часть подушки зашивается строчкой.
Использование инструмента потребует аккуратного отношения и предварительных навыков. Нужно использовать инструмент как обычную ручку при письме, большим пальцем рабочей руки придерживают инструмент сбоку.
Нанести рисунок на металл возможно путем лазерной гравировки. Уникальное изделие может использоваться в виде подарка или подписи фурнитуры. Изменение дизайна, надписи на металлических изделиях, доступны такой технологией, как лазерная гравировка.
Общая технология
Техника выполнения бывает ручная и механическая (используется различное оборудование).
Также она подразделяется на штриховую и обронную:
Резцовая гравировка выполняется специальным инструментом – штихелем.
Если задаться вопросом, как сделать ее самому и где приобрести эти инструменты, то ответ прост: данный инструмент продается в тех же магазинах, где можно найти различные художественные принадлежности.
Тончайшие линии делаются мессер-штихелем. Если понадобится сделать параллельные линии, то делаются они реп-штихелем.
Доводят штихель «до готовности» изделием из кожи (можно взять старый ремень), покрытым окисью хрома.
Ручная обработка мелких предметов в домашних условиях предполагает наличие специальной подушки, ее легко можно сделать своими руками: берутся два куска материи одинаковых размеров (круглые или квадратные), сшиваются между собой по краю, отступив от него немного, но необходимо оставить небольшой промежуток для того, чтобы можно было засыпать внутрь песок.
Инструмент для гравирования в виде подушки готов.
Как правильно держать инструмент в руке?
Делать это нужно так, словно вы держите обычную шариковую ручку: указательный палец должен находиться сверху клинка (так называется металлическая часть резца), а большой – придерживает его сбоку.
Работы необходимо выполнять от себя.
В случае, когда нужно изменить направление рисунка, разворачивают подушку с предметом, на котором выполняется нанесение элемента, но не меняют направление движения руки.
Что еще полезно знать о резцах?
Для выполнения гравировки своими руками в домашних условиях сначала желательно потренироваться, чтобы резьба в итоге получилась красивой.
Лучше приобрести набор инструментов: квадратным сечением резцов лучше наносить закругленные линии, круглым сечением лучше делать прямые линии.
Шабер можно сделать самому. Для этого потребуется напильник, с граней которого нужно сточить насечку.
Пневмоштихель Сергея Вальтмана
у и вот, поигрался я с этими трубочками и моторчиками , постепенно начал уяснять , для себя какой вес поршней для каких работ, какой компрессор лучше брать, двигатель .
Ну и с токарями была засада, но руки чесались ужасно, купил станок токарный и начал из нержавеющей трубки делать свой вариант. Исходя из своих соображений выбрал размер резцедержателя и промежуточный ударный элемент, под те резинки которые есть в авто магазине, посидел порисовал на миллиметровке ну и получился такой первый вариант
Чертежи чертил Румен Радков
Деталировку уже Олег на форум выставлял. Поршни только теперь уже другие с фторопластовыми рубашками
Пару заготовок конечно испортил, но затем уже получилось то что нужно, ну естественно прошлифовал еще ..сырую.. нержавейку и трубку-цилиндр и контрогайку закарбонитрировал , в том составе о котором писал в начале, через два часа , получилась прекрасная черная как оружие деталька , с твердостью поверхности , напильник скользит. Затем войлочком с пастой полировочной только навел глянец и все!
Цветная гравировка
Для того чтобы рисунок смотрелся более четко и красиво используют карандаш-стеклограф или тушь.
Для того чтобы эффект от использования данных инструментов оставался как можно дольше, поверхность покрывают бесцветным лаком.
Сделать рисунок более четким можно с помощью иглы и масляных красок. Такой набор позволяет процарапать вспомогательные линии узора, которые впоследствии покрываются краской.
Художественная цветная гравировка позволяет сделать изделие цветным. Для этого те элементы, которые прокрашивать не нужно, покрываются прозрачным лаком.
Видео:
Как сделать чернение металлического предмета? Специальное оборудование для этого не используется, но необходимы следующие вещества: сера и поташа (карбонат калия) в пропорции 1:2.
Данный состав необходимо поставить на огонь, для этого его пересыпают в жестяную банку. Смесь необходимо постоянно мешать, а огонь не должен быть большим.
Смесь снимают с огня, когда она становится черного цвета. Перед этим ее нужно будет перетереть в ступе, после огня ее также кладут в ступу и снова перетирают (охлажденную).
Чернение происходит следующим образом:
- В полученную смесь добавляется вода (1:9);
- В раствор кладется предмет из латуни;
- Подогревается до тех пор, пока не изделие не приобретет нужный оттенок.
Сделать фон темным можно перед нанесением рисунка. Лак в таком случае не понадобится.
Коричневый цвет предмета можно сделать своими руками, выдержав его в растворе хлористого цинка и медного купороса с добавлением воды (100г, 100г, 200г соответственно).
Ручная покраска в серо-стальной цвет получается из 1 литра воды, двух грамм обычной соли и двух грамм смеси серы и поташи.
Оранжево-красный цвет получается из раствора сернистого калия: 1 грамм вещества на 250 грамм воды.
По окончании работ лак стирается.
Чернение предмета и известная нам чернь – разные вещи. Техника, которая применяется для создания черни, механическая, своими руками выполнить ее не получится.
Сухая игла
Гравировка сухой иглой называется так потому, что она проходит без покрытия поверхности пластины лаком и без травления (техники с химическим способом гравировки представлены ниже).
Для этой технологии используют иглы разного размера, шабер и гладилку. Вначале металлическую пластину готовят к работе: шлифуют, полируют, обрабатывают кромку и углы. Затем на пластину наносят желаемый рисунок с помощью графитного карандаша или тонкой иглы и приступают к процессу самой гравировки.
Нанесение изображения с помощью иглы.
Характер конечного изображения зависит от типа выбранной иглы и степени нажима на инструмент. Если мастер нажимает на иглу слабо, тогда получается линия с чистыми краями, при сильном нажиме края линий становятся рваными с выемками и поднимающимися вверх заусенцами (барбами). Во время печати краска заполняет эти выемки и скапливается у барб, за счет чего изображение получается очень насыщенным и бархатистым.
Характер линии при большом нажиме на иглу.
Отличить гравюру сухой иглой можно по таким признакам:
- линии имеют острые концы (часто и в виде крючков);
- на штрихах могут встречаться бархатистые наплывы краски, если барбы не стирались из-за многочисленных оттисков или не убирались принудительно;
- преобладают угловатые и спрямленные линии.
С. Масловский. Портрет жены художника. Сухая игла. 1905 г.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.
Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Стамески
Довольно распространенным инструментом назовем стамеску. Лучшим предложением считается продукция компании Kirschen Studia, но любая модификация обходится не дешевле 1000 рублей. Существуют самые различные виды стамесок для резьбы по дереву. Классификация проводится следующим образом:
- Прямые.
- Уголковые с V-образным профилем.
- Обратные с выпуклой рабочей частью.
- Изогнутые.
Стамески для резьбы по дереву
Стамеска для резьбы по дереву небольшой плотности может изготавливаться из недорогих материалов. При желании можно приобрести бюджетные варианты японских производителей. Стоит учитывать, что модель с короткой рабочей частью предназначены для ручной работы, ни более просты в эксплуатации. Варианты исполнения с более длинной рабочей частью предназначены для ударной работы.
Для работы с массивом дерева могут использоваться пилы
Существуют самые различные варианты исполнения этого инструмента, при выборе уделяется внимание следующим моментам:
- Величина зуба.
- Протяженность рабочей части.
- Тип ручки и ее удобство.
- Из какого металла изготовлена рабочая часть.
Резьба по дереву бензопилой
Рассматривая подобный инструмент для резки дерева стоит учитывать, что большинство предназначено для изменения длины заготовки.
Для повышения качества образующейся торцевой поверхности можно использовать пилы с мелким и частым расположение зуба.
Общее описание технологии
Художественное гравирование сегодня пользуется большой популярностью не только при украшении подарочных изделий, но и в процессе обработки повседневных металлических изделий.
Получаемый результат в основном зависит от используемого оборудования и мастерства человека
Кроме того, довольно важное значение имеет качество самого материала. Если он не может похвастаться прочностью, то и финальный результат гравировки может быть не очень привлекательным
Провести гравировку металла можно с использованием множества технологий. Среди главных методов выделяют ручную и механическую гравировку, которая также может быть оборонной и штриховой.
Если стоит задача сделать объемное изображение, то выполнить это можно с применением оборонной гравировки. При необходимости сделать трехмерную обработку лучшим решением станет максимально глубокая отделка.
Что касается штриховой техники, то она обычно используется при осуществлении поверхностных работ. Все это осуществляется в пару шагов. Перед началом выполнения работ в обязательном порядке необходимо сделать контуры изображения, а также снять часть металла с обрабатываемой поверхности.
Осуществление резцовой гравировки своими силами происходит при помощи штихеля. Этот агрегат можно найти практически в любом художественном магазине. Среди основных устройств для подобной обработки металла можно выделить следующие:
- мессерштихель, который незаменим для того, чтобы изготавливать тонкие линии;
- репштихель, считающийся идеальным решением для создания параллельных контуров.
Для того чтобы гравировка прошла на высоком уровне, и результат был приемлемым, необходимо применять хорошую заточку для штихеля.
Чтобы провести работу с мелкими предметами на максимально качественном уровне, необходимо применять специальную подушку, которую не составит труда сделать своими руками. Для этого нужно будет найти материал одинакового размера и соединить его с использованием специальной нитки. В обязательном порядке необходимо оставить место для того, чтобы заполнить его сыпучим материалом, например, песком. При применении заготовка должна выворачиваться наизнанку, чтобы удобнее было применять ее.
Применение инструментов для гравировки предусматривает аккуратное отношение и предварительные навыки. В противном случае можно не только испортить материал, но и навредить себе.
Сущность технологии, как делается, особенности, преимущества
Лазерная технология гравировки использует излучение, у которого регулируется диаметр сфокусированного луча и его мощность. Установкой этих параметров можно не только резать материал, но и воздействовать лишь на поверхностный слой обрабатываемого предмета. Нанесение изображения происходит двумя способами.
- Верхняя часть поверхности нагревается до состояния плавления. В процессе перехода из одного состояния в другое в материале происходят физико-химические процессы, меняющие его структуру. Одним из сопутствующих эффектов является изменение цвета поверхности после ее кристаллизации. Контрастом внешнего вида обработанной и необработанной лазерным лучом поверхности создается изображение на предмете.
- Этот способ связан с изменением рельефа поверхности. Часть поверхностного слоя нагревается до температуры, при которой расплавленный материал выжигается в процессе испарения. Мощностью луча можно регулировать глубину снимаемой части поверхности, тем самым изменяя рельефность изображения.
Гравировка лазером на металле Основные преимущества лазерной технологии перед другими видами гравировки:
- практически на любом материале можно нанести изображение лазерной гравировкой;
- любые, даже самые мелкие изображения выполняются с четким, хорошо видимым контуром;
- изображения с точки зрения дизайна выглядят очень привлекательными;
- предмет обработки из-за отсутствия непосредственного механического контакта с режущим инструментом не подвергается деформации, его нет необходимости закреплять;
- при лазерной гравировке происходит термическая обработка материала, что делает его устойчивым к истиранию, изображение имеет эстетичный вид долгое время.
- изображение принимает окончательный вид сразу после лазерной гравировки, нет необходимости в последующей доработке.
Лазерная гравировка легко адаптируется к автоматическому управлению. Работа по алгоритму программ исключает возможность субъективных ошибок. При ручной гравировке человеческий фактор не исключает риска совершения ошибки.
Нанесение изображения происходит согласно управляющих программ и осуществляется двумя методами — растровым и векторным.
- При растровом методе лазерная головка перемещается дискретно в одном направлении области гравировки, а затем опускается/поднимается вниз/вверх с минимально возможным шагом. Последовательно обрабатывая такими точками поверхность, получаем требуемое изображение. Таким способом гравируются изображения типа фотографий, картинок.
- При векторном методе лазер движется вдоль направления определенных линий. Этим способом обычно гравируют надписи и другие изображения в виде линий. Этот метод намного производительнее растрового, но если понадобится изменить толщину линий, без растровой гравировки не обойтись.
Интересное: Лазерная резка алюминия, нержавейки, листового металла и изделий
Применение: нанесение логотипов и не только
Гравировка шрифтов на алюминии. Свойство лазерной гравировки сохранять длительное время внешний вид в своей первозданной форме используется для нанесения логотипов на предметы, где она становится единым целым с ними самими. Некоторые наиболее часто применяемые варианты использования:
- логотипы на сувенирах и подарках (ручки, зажигалки, мобильные телефоны, ежедневники и другие);
- в ювелирном деле лазерная гравировка наносится на изделия из драгоценных металлов: браслеты, часы, перстни, кольца и другие;
- нанесение надписей и изображений на различные спортивные и другие награды;
- некоторые промышленные производители идентифицируют свою продукцию логотипами, выполненными лазерной технологией;
- на корпуса и панели приборов наносится техническая информация облегчающая пользователю их эксплуатацию;
- изготовление с помощью лазерной гравировки печатей, штампов;
- нанесение дублирующих знаков на русском языке на клавишах и кнопках техники зарубежного производства.
Технические возможности лазерной гравировки поднимают на более высокий уровень возможности рекламного бизнеса
В переизбытке рекламной продукции потребитель обязательно обратит внимание на оригинальность плакатов и вывесок, на которых информация дается четким, с высокой детализацией изображением
Гравировка логотипа на брелок из металла
Гравировка текста и изображения на табличке
Гравировка текста на металлической табличке
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.
Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Что представляют собой штихели
Штихели — это резцы особой формы. В зависимости от того, что именно вы собираетесь делать (например, осуществлять гравировку часов штихелями или гравировку штихелем на кольцах) и от вида обрабатываемого металла применяются резцы различных форм. Каждый из таких резцов носит своё название. К слову «штихель» добавляется приставка — шпиц-, мессер-, граб-, бол- и т. д. Если вы серьёзно решили заняться гравировкой штихелем по металлу, желательно приобрести весь комплект резцов разных форм.
Штихель состоит из трёх основных компонентов кольца, рукоятки и рабочей части (клинка). Рукоятка имеет форму гриба. Как правило, она изготавливается из дерева — бука, дуба, берёзы. На тонкую часть рукоятки надевается втулка. Она необходима для предотвращения растрескивания рукоятки, когда она насаживается на клинок. В торцевую часть рукоятки вбивается хвостовик клинка. Внизу часть ручки немного срезается. Это позволяет мастеру при ручной гравировке по металлу штихелем держать резец под определённым углом к заготовке и, как следствие, снимать очень тонкую стружку.
Длина рукоятки может варьироваться от 3 до 7 см — это определяется удобством работы конкретного гравёра, размерами кисти его руки. Клинки имеют разную форму, но почти одинаковую длину. С учётом размера хвостовика она составляет 10-12 см.
Каждый штихель имеет определённый номер. Этот номер определяется размером поперечного сечения клинка. Чем она больше, тем выше номер.
Одной из важных характеристик штихеля является устойчивость клинка к истиранию. Она во многом зависит от качества заточки и закалки. При недокаливании рабочая часть быстро затупится, перекаливание приведёт к выкрашиванию кромки. Качественно сделанный штихель устойчив к ударному воздействию и изгибанию, кромка его резца не деформируется и не раскрашивается при гравировке штихелем ювелирки.
Со временем режущая кромка неизбежно изнашивается, её следует точить заново. Это приводит к укорачиванию длины клинка, а следовательно, и самого штихеля. Работать коротким штихелем не очень удобно. Решить эту проблему можно, заменив рукоятку на более длинную, затем на ещё более длинную — пока клинок полностью не износится.
Гравировка в домашних условиях. Способы
Выше была представлена общая технология нанесения рисунка на металлическую поверхность.
Гравировка на металле в домашних условиях может выполняться любым острым предметом. Рассмотрим несколько способов.
Нанесение выполняется, используя специальный прибор
Для создания качественного рисунка лучше использовать инструмент, который называется гравер. Можно приобрести целый набор для создания линий различных по толщине (см. фото).
Фото:
Рисунок на поверхности предмета нужно делать, соблюдая следующую технологию:
- Узор можно сделать на предмете самому, воспользовавшись карандашом или маркером, а можно воспользоваться копировальным листком;
- Следующим шагом будет нанесение рисунка гравером на поверхность предмета. Фрезы нужно двигать в одном направлении при хорошем освещении;
- Получившийся результат закрепляется тонким слоем воска или бесцветным лаком.
Нанесение рисунка, используя подручный набор материалов
Что включает в себя набор:
- лак для ногтей;
- зубочистка (спичка);
- соль;
- зарядное устройство для телефона;
- стакан и жидкость для снятия лака.
Цена такого набора – минимальная, фрезы не понадобятся.
Предмет покрывается толстым слоем лака. С помощью зубочистки (спички) царапается узор. В стакан необходимо положить 2 ст. л. соли, залить водой и размешать.
Зарядка от телефона прикладывается к предмету плюсом, а минусом – ко второму любому металлическому предмету.
Делать так нужно в течение пяти минут (можно чуть меньше – в зависимости от желаемой глубины травления). По окончанию работ необходимо стереть лак.
Данный метод хорош тем, что не используются фрезы, паста или другие инструменты, только то, что под рукой и цена будет невысока. Таким образом, в домашних условиях можно делать именные ложки, вилки, декоративный набор и прочее и все это своими руками.
Фото:
Гравирование можно сделать бормашиной
Этот инструмент работает по тому же принципу, как и аппарат в кабинете стоматолога.
Цена прибора составляет около 5000 рублей, поэтому машинка приобретается, когда изделия планируется делать не единожды.
Помимо самого аппарата необходимо приобрести набор насадок, средняя цена одной насадки составляет около 50 рублей.
Фото:
Нужно отметить, что для работы бормашиной по металлу своими руками нужен фрезерный набор, а цена его тоже впечатляет.
Инструмент и станок сначала тестируются для достижения хорошего результата.
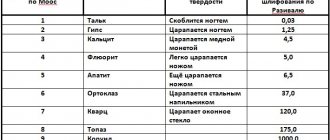
gallery
Нанесение на подготовленную поверхность изделия рисунка или рельефа с помощью резцов (штихилей) называется гравированием. Существует несколько способов гравирования: плоскостное (двухмерное), гравирование под «чернь» и обронное (трехмерное). Гравирование разделяют на ручное — стальными гравировальными штихелями и ручное — электродрелью. Наиболее древний способ гравирования — ручной, с помощью штихелей. Для нанесения различных по размеру и форме линий штихели имеют различные сечения и размеры. Общая длина штихеля составляет 100-130 мм. Штихель вставляют в короткую деревянную ручку грибовидной формы, срезанную с нижней стороны для удобства работы.
Резцы изготовляют из высококачественных сталей У7, У8. Если необходимо изготовить твердый инструмент, то лучше всего для этого взять высокоуглеродистую или быстрорежущую сталь. Различают следующие основные типы сечений штихелей. Острый резец — шпицштихель. Его боковые стороны слегка выгнуты наружу, ширина спинки 1-4 мм. Он служит для выполнения большинства граверных операций: оконтуривания рисунка, подрезки углов в шрифтовых работах. Мессерштихель — ножевой резец. В поперечном сечении имеет форму остроугольного треугольника. Им можно наносить тонкие линии большой глубины. Фасет штихель — фасетный резец. У него боковые стенки параллельны, а режущие поверхности встречаются под углом 100°. Ширина спинки 1,5-3 мм. Им можно проводить линии относительно широкие и незначительной глубины. Юстирштихель — юстировочный резец. Его выгнутые боковые стороны на поперечном сечении образуют острый овал. Флахштихель — плоский резец. Спинка и полотно этого резца параллельны; в зависимости от положения боковых сторон спинка может быть шире или уже полотна. Ширина полотна 0,2 -5 мм. Они используются не только для нанесения широких и плоских линий, но и для выравнивания плоскостей. Болштихель — полукруглый резец. Полотно может быть уже или шире спинки, но оно всегда полукруглое; ширина полотна 0,1-0,5 мм; применяется для строгих шрифтов различной ширины, при гравировании углублений, при круглой и полукруглой выборке. Фаденштихель — нитяной резец. Похож на плоский резец, на полотне которого устроено множество продольных желобков; его применяют для декоративных поделок и для оживления рисунков.
При работе штихель держат в правой руке, в кулаке, так, чтобы его рукоятка упиралась в ладонь, а большой и указательный пальцы поддерживали штихель в рабочем положении. При этом локоть находится на весу и опорой руки служит только большой палец, который ограничивает проскальзывание штихеля вперед. В то же время указательным пальцем регулируют силу нажима на ребро штихеля и направляют его по линиям рисунка. Штихель ведут всегда только по прямой линии справа налево, проталкивая его вперед. При гравировании кривых линий и закруглений поворот штихеля допускается лишь в небольших пределах, а все изгибы линий в соответствии с рисунком осуществляют левой рукой, поворачивав заготовку, закрепленную в шрабкугеле (или колодке).
Штихель должен быть хорошо и правильно заточен. Чем мягче металл, тем угол резания меньше (острее). При резании мягких материалов (дерево) угол равен 45°; для стали он достигает 60-65°. Тупым штихелем работать нельзя — он соскальзывает с металла и легко может поранить левую руку, которая постоянно находится перед штихелем. Острый штихель легко режет металл и берет нормальную стружку. Для плоскостного гравирования пригодны почти все металлы, но лучше всего поддаются гравированию латуни, томпак, пробное серебро, некоторые стали. Хорошо гравируются бронза, цинк, никелевые сплавы; хуже — чистое золото, чистое серебро, а также чистый алюминий.
Обронное гравирование — резцом создают рельеф или даже объемную фигуру. В обронном гравировании выделяют два варианта: выпуклое (позитивное) гравирование — когда рисунок, рельеф выше фона (фон углублен); углубленное (негативное) гравирование — когда рисунок или рельеф ниже фона. Обронное гравирование — более трудоемкий процесс по сравнению с плоскостным гравированием, так как эта работа требует снятия значительно большей массы металла с заготовки. Поэтому кроме штихелей при обронной работе применяют зубильца, керны, сечки, чеканы и пуансоны. Рабочий конец зубила отковывают и опиливают по форме того или иного штихеля. Кроме зубил и штихелей к граверному ручному инструменту относятся: керн, применяемый для разметки; сечки — плоские зубила различной ширины с заточкой на одну сторону; чеканы — стальные стержни с различными рабочими концами для выравнивания фона и набивки фактуры и пуансоны, которые изготовляют обычно из прутков инструментальной стали толщиной 6, 7 и 10 мм, с соответствующей длиной 65, 85, 100 мм.
Процесс обронного гравирования складывается из подготовительных работ и самого гравирования. К подготовительным работам относится перевод рисунка на металл, который осуществляется следующим способом. На поверхность заготовки, покрытую белой краской, наносят тонкий слой воска (или пластилина). Затем подготовляют рисунок, выполняя его карандашом на кальке. При переводе рисунка надо учитывать, каким он должен быть на металле — прямым или обратным (зеркальным). Зеркальный рисунок необходим o при гравировании печатей, факсимиле и клише, предназначенных для получения с них оттисков. Скопированный на кальку карандашный рисунок накладывают на заготовку лицевой поверхностью вниз и притирают рукояткой штихеля; осторожно отдирают кальку и на восковой поверхности остается хорошо заметный отпечаток рисунка. Затем вокруг рисунка выбирают первую стружку. Эту работу проводят так, чтобы неосторожным движением не испортить рисунок. Следующая операция — выборка фона. При глубокой выборке или гравировании закруглений применяют болштихель или аналогичной формы зубило. После вырубки всего поля до необходимой глубины приступают к обработке рельефа, который режут или рубят соответствующими штихелями или зубилами, а если надо, применяют надфили и чеканы.
Для ускорения работы при гравировании повторяющихся элементов или при выполнении особенно мелких и сложных деталей применяют пуансоны и маточники, которые делают заранее. При углубленном оброне на отшлифованной поверхности заготовки вычерчивают наружный контур рельефа и обводят его шпицштихелем. После этого приступают к вырубке металла внутри очерченного рисунка. Рубку осуществляют зубилами различной формы. Рубить в глубину следует очень осторожно, с частыми проверками и сравнениями с оригиналом. Проверку проводят следующим образом: в предварительно увлажненную вырубленную форму втискивают кусок размягченного пластилина и полученный оттиск сравнивают с оригиналом, по которому ведут работу. Основные глубины измеряют штангенциркулем или проверяют шаблоном.
Углубленный оброн требует от гравера высокой квалификации и навыка, так как работа в основном проводится на глаз. Чем глубже выбирают металл, тем осторожнее надо работать, так как исправить чрезмерно глубокую вырубку очень трудно. Когда рельеф вырублен на необходимую глубину, рубку прекращают и приступают к его отделке штихелями, чеканами и пуансонами. Часть металла снимают, а часть — уплотняют ударами чеканов и пуансонов. После окончательной отделки (шлифования и полирования отдельных участков) контрольный слепок должен быть тождествен модели. Для подчистки и подрезки дна углубления рельефа применяют гнутые штихели и рифлевки. В настоящее время при изготовлении стальных штампов и пресс-форм для облегчения работы можно применять предварительную грубую выборку металла на фрезерных станках или отливку прецизионным (точным) методом всей матрицы или пресс-формы. В последнем случае граверная работа будет сводиться только к зачистке и отделке полости штампа, что значительно ускоряет и облегчает процесс работы. При гравировании под чернь в металле (в основном в серебре) делают углубления с помощью штихелей и зубильцев глубиной 0,3- 0,5 мм, а затем проводят окончательную обработку рисунка — выравнивают линии и подрезают углы. После этого углубления заливают черным сургучом и лакокрасочным материалом, а сам металл прогревают и после остывания процесс повторяют. Рассмотрим старые и современные рецепты черни и способы обработки изделий.
Кавказская чернь (из старых рецептов) состоит из «1 золотника серебра 84 пробы, ¼ фунта серы, 6 золотников красной меди и 7 золотников свинца». Сплав выливают на чугунную или каменную плиту и после охлаждения толкут, промывают в воде и просушивают. Порошок готов к употреблению. При покрытии чернью необходимо приготовить тесто из порошка черни (10% раствора буры) и заполнить этим составом углубления на изделии, затем положить его в горн для нагрева и расплавления черни. После нанесения покрытия изделие вынимают, охлаждают и полируют.
Специалисты из Германии предлагают такой способ чернения: к 1 части серебра и 2 частям меди добавляют небольшое количество буры. В стальном тигле расплавляют 3 части свинца, чтобы добавить его к сплаву серебро-медь. Жидкий свинец медленно выливают в серебряно-медный сплав и хорошо перемешивают. Высокий тигль наполняют до половины желтой порошкообразной серой и подогревают: на 1 часть сплава берут 1,2-1,5 части серы (по объему). Полученный тройной сплав при постоянном помешивании выливают в нагретый серный порошок. Тигель держат подогретым, чтобы смесь не застыла. Сера частично сгорает, ее нужно потом добавить в состав. Энергичным помешиванием достигают хорошего взаимодействия частей, благодаря чему серебро и медь образуют черное соединение с серой, которое выливают в воду. Полученная чернь должна быть твердой и хрупкой, как стекло. Если ее куски еще можно сгибать, то следует ее еще раз расплавить. Однако лишний нагрев или слишком длительное держание в печи может привести к выгоранию серы. Затем в горячей дистиллированной воде растворяют порошок хлористого аммония, который служит флюсом. Его добавляют к кускам черни и смесь растирают в фарфоровой ступке в необходимом количестве, так как только свежую хлористо-аммониевую кашу можно наносить на изделие. Современные кузнецы сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, а затем сплавляют их вместе.
Для приготовления сернистого серебра на 97,8 г чистого серебра в виде измельченной стружки берут 20 г серы в порошке, их смешивают и постепенно нагревают в графитовом тигле до 300-400 °С. Сера диффундирует в металл и образует сернистое серебро. Таким же приемом получают сернистую медь и сернистый свинец. Для этого на 800 г меди берут 250 г серы, а на 400 г свинца — 75 г серы. Полученные сернистые соединения измельчают и смешивают в следующих весовых отношениях: сернистого серебра — 111,2 г, сернистой меди — 466,6 и сернистого свинца — 422,2 г. В результате получается 1 кг черни, которую насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагревают до 800 °С и через 30-40 мин, когда чернь в тигле нагревается до 600-650 С, в тигель добавляют хлористый аммоний из расчета 284 г аммония на 1 кг черни. Затем тигель закрывают графитовой крышкой и после полного расплавления выливают чернь в чугунную изложницу, нагретую до 300 °С, в которой сплав медленно остывает. Существуют и другие рецепты приготовления черни, в которых в качестве флюса применяют хлористый аммоний, поташ с поваренной солью и буру.
Есть два приема наложения черни — сухой и мокрый. Сухой способ заключается в том, что поверхность, подлежащую чернению, смачивают водным раствором поташа, буры и поваренной соли и на нее насыпают тонко измельченный и просеянный через сито порошок черни; затем изделие осторожно просушивают. В таком виде изделие поступает в обжиг, который проводят в муфельных печах при температуре 300-400 °С. Мокрый способ отличается тем, что чернь на изделие накладывают в виде сметанообразной кашицы, разведенной водой. При этом очень важно, чтобы углубления были чистыми, свободными от жира. Сырую тонкопорошковую смесь черни, разведенную в хлористо-аммониевом растворе, кисточкой или шпателем наносят в углубления. Смесь кладут по возможности густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены до краев; при тонких гравированных рисунках всю поверхность следует покрывать черневой смесью. Заготовку некоторое время подсушивают, как только вода испарится, ее задвигают в печь, а при расплавлении черни и заполнении всех углублений вынимают из печи. Необходимо помнить, что при перекаливании частицы серы выгорают, слой делается пористым и появляются пятна. Маленькие объемы черни можно расплавлять паяльником. При этом необходимо сконцентрировать приток теплоты на основном металле, нагревая его с обратной стороны. Когда масса расплавится, нагрев прекращают. Если расплавленная чернь не заполнила все углубления, добавляют необходимое количество и снова нагревают.
Кузнечным орнаментом оформлялись орудия труда и быта, различные декоративные изделия. Кузнец в отличие от чеканщика или гравировщика располагает значительно меньшим набором инструментов для орнаментации. Для декоративной отделки кузнец использует свои рабочие инструменты…
Подробнее в статье «Орнаментация готовых изделий, их обработка и отделка» Навроцкий А.Г. «Художественная ковка»
Гравировка по металлу с использованием различного оборудования
Если заглянуть в историю, то можно увидеть, что ручная гравировка по металлу известна человечеству около пяти тысяч лет.
Выше были рассмотрены общая технология и методы, с помощью которых выполнить гравирование можно своими руками.
на металле отличается своей долговечностью. В этом случае используется паста, которая наносится на предмет перед обработкой. При этом паста наносится на непокрытый материал.
Технология следующая: оборудование направляет лазер на предмет, который под воздействием температуры немного переплавляется, меняется в цвете и испаряется.
С помощью лазера можно делать рисунки различной сложности и не только на металле. Цена ювелирных изделий, выгравированных лазером, высокая.
Фото:
Алмазная гравировка позволяет изделию «играть» на свету за счет образования четырехгранных ямок.
Алмазная гравировка выполняется с помощью специальной фрезы, с помощью которой удаляется верхний слой металла, образуя те самые ямки.
Алмазная гравировка считается долговечной, широко применяется в ювелирном деле и сувенирной продукции. Цена на такие изделия не фиксирована, чаще всего, о ней договариваются индивидуально.
Фото:
Нанести рисунок на металл можно, используя для этого фрезерный гравировальный станок, который можно не только купить, но и сделать самому.
Фрезерная обработка в виде такого станка необходима в случае мелкосерийного производства (свое дело). В противном случае, это будет лишними тратами. Станок позволяет сделать точный рисунок за счет жесткости всей конструкции.
Помимо металла гравировальный станок позволяет обрабатывать дерево, стекло, МДФ и пр. материалы.
Если говорить о небольшом производстве, то такой станок будет просто незаменим, он прост в применении, фрезы двигаются быстро и точно. Исключается брак человеческого фактора.
Гравирование, используя данный станок, получается аккуратным и долговечным.
Карандашная манера
В этой технике гравирования применяется химический или механический способы гравирования (реже оба). Свое название карандашная манера получила за то, что отпечатанное изображение напоминает карандашный рисунок.
При химическом гравировании полированную металлическую пластину обрабатывают твердым кислотоупорным лаком, а затем наносят рисунки рулеткой (могут применяться и иные инструменты). Она представляет собой зубчатое колесо с насечками, вращающееся на металлическом стержне. Когда рулетка прокатывается по лакированной пластине, в ней остаются небольшие углубления. После этого освобождённые от лака участки пластины вытравляются в кислоте.
Гравировальная рулетка для работы в карандашной манере.
При механическом гравировании на полированной пластине вокруг вдавленных рулеткой точек образовываются заусенцы (бугорки). При печати краской заполняются не только углубления, но и заусенцы, за счет чего гравюра становится мягкой.
Основные признаки гравировки карандашной манерой:
- если гравировку делали с помощью рулетки, то на отпечатанном изображении видны повторяющиеся цепочки точек (группируются в виде штрихов и могут быть круглыми, овальными, напоминать запятые);
- в случае химической карандашной манеры штрих получается чистым, в нем точки имеют четкую границу и отстоят друг от друга на равные промежутки.
Л. Бонне. Портрет Екатерины II. Карандашная манера. 1765 г.
Особенности гравировки на обручальных кольцах
С давних времен отличительной особенностью обручальных колец является гравировка. Подход к надписи либо рисунку происходит индивидуально, согласно предпочтению заказчика. Наиболее распространенными способами являются углубленный либо рифленый метод. Наиболее распространена работа ручным способом на ювелирных изделиях. Ювелирами предлагается множество вариантов написания текста, а также способов отображения. Сложность работы оценивается индивидуально с каждым заказчиком.
Гравировка на обручальных кольцах
Распространенным способом также является лазерная гравировка. Лучом выжигается верхний слой металла, скрепляется лаком
Важно помнить, что подгонка по размеру уже готового изделия практически невозможна, необходимо заранее определиться размером и типом продукта