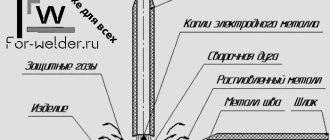
Как варить без шлака
Начинающие сварщики нередко сталкиваются с большим количеством шлака при сварке металлов. Например, из-за нехватки опыта, во время сварки инвертором, шлак начинает идти впереди дуги, подтекает в сварочную ванну, так и застывая в ней. Из-за этого сварочный шов выглядит некрасиво, он как бы «рыхлый», на нем виднеются крупные поры, и, другие дефекты.
Как варить без шлака и красивые швы? Наверное, это самый первый вопрос начинающих сварщиков. Все хотят варить такие швы, как на «картинке», забывая о том, что мастерство приходит с опытом. В этой статье я хотел бы поделиться с читателем информацией о том, почему при сварке возникает много шлаковых включений, и как от них избавиться — раз и навсегда.
Основное покрытие электродов — характеристики
Любое электродное покрытие представляет из себя смесь измельчённых компонентов и связующего вещества. Порошкообразная смесь наносится на металлический стержень и служит для защиты от различных факторов внешнего воздействия.
Основное покрытие обозначается буквой «Б». Производится такая смесь из карбонатов кальция и магния. К ним относятся такие элементы, как мрамор, магнезит, доломит. В качестве разбавителя шлака к перечисленным минералам добавляют также плавиковый шпат (CaF2). Поэтому их также называют электроды с фтористо-кальциевым покрытием.
Характеристики:
- Газозащитная среда, которая образуется в процессе сварки, почти полностью состоит из CO и CO2.
- Низкое содержание водорода позволяет формировать прочные швы без риска появления трещин.
- Низкое содержание кислорода и различных примесей (например, серы и фосфора) в металле шва.
- Работу в большинстве случаев следует вести на постоянном токе. Наличие пластикового шпата в составе покрытия ухудшает работу электродов с переменным током. Поэтому чаще всего нужен постоянный ток обратной полярности.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Применение
Электроды с основным покрытием отлично подходят для использования в следующих случаях:
- сварка спокойных сталей с высоким содержанием серы;
- сталей с повышенным содержанием серы, углерода, фосфора;
- сварка закаливающихся сталей, в которых могут формироваться холодные трещины;
- при сварке низколегированных и высоколегированных сталей, которые используются при больших нагрузках и высоких температурах;
- если нужно сварить детали большой толщины;
- при сварке жестких конструкций.
Плюсы и минусы
При сравнении основного покрытия электродов с другими видами можно выделить как преимущества, так и недостатки этого вида.
К преимуществам относится:
- Высокий показатель пластичности и ударной вязкости.
- Низкое содержание газов и различных примесей в металле шва.
- Стойкость к образованию горячих трещин.
- Высокое сопротивление сероводородному растрескиванию. Идеально подходят для сварки трубопроводов, по которым проходят сероводородные соединения.
- Надёжно сваривают ответственные конструкции.
- Удобно выполнять швы любого пространственного положения.
- Малая окислительная способность. Улучшается процесс раскисления и легирования металла.
Из недостатков можно выделить:
- Повышенная чувствительность к влаге. Электроды с таким покрытием нужно хранить в сухом месте.
- Сварочная дуга может гореть нестабильно, если используется переменный ток.
- Удлинение дуги при сварке часто приводит к появлению пор в шве.
- Если покрытие увлажнено, в наплавленном металле повышается содержание водорода. Это также может привести к образованию пор.
- Нужно прокаливать электроды непосредственно перед сваркой, так как оптимальный уровень влажности покрытия должен составлять 0,3%.
- Если на поверхности свариваемых конструкций есть ржавчина, это тоже часто становится причиной появления пор в шве.
[ads-pc-2][ads-mob-2]
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Лучшие электроды с основным покрытием: марки
Kobelco LB-52U
Производятся на дочернем предприятии крупнейшего японского металлургического концерна Kobe Steel. Предназначены для сварки ответственных конструкций из сталей с низким содержанием углерода. Широко применяются в случаях, где невозможно реализовать двустороннюю проварку. Отлично подходят для сварки трубопроводов.
После сварки этими электродами остаётся минимальное количество остаточных шлаков. Шов равномерный, имеет высокую пластичность, нет трещин или зазоров. Узнать больше про LB-52U.
ВАЖНО! Электроды имеют высокую чувствительность к влаге. Перед использованием их необходимо прокаливать при температуре до 300оС. В противном случае электрод может плохо гореть, и, соответственно, качество шва ощутимо понижается.
ОЗЛ-8
Используются при работе с видами стали, содержащими хром и никель. Обеспечивают прочный шов, стойкий к коррозийному воздействию. Идеально подходят для сварки высоконагруженных узлов. При остывании шов сохраняет прочность и не растрескивается. Однако нельзя допускать резкого охлаждения шва, так как это способствует быстрой кристаллизации и образованию трещин.
Среди преимуществ этой марки:
- доступная цена (по сравнению с другими электродами этого класса);
- лёгкость ведения шва.
УОНИ 13/55
Одни из лучших для сварки ответственных конструкций. Лучше всего подходят для работы с углеродистой сталью. Преимущества:
- Особый материал обмазки, в расплавленном виде напоминающий смолу, исключает возможность образования шлаковых язв. Все шлаки эффективно выводятся из шва.
- Шов высокой прочности, стойкий к знакопеременным нагрузкам.
ОСОБЕННОСТИ: Использование электродов УОНИ требует наличия определённого опыта у сварщика. Из-за особенностей обмазки их трудно разжечь. При небольшом перерыве в работе расплавленное покрытие моментально «схватывается» на кончике, поэтому электрод придётся зачищать.
ESAB OK 61.30
Производятся в Швеции (узнать больше о производителе и его электродах). Отлично подходят для сварки нержавеющей стали следующих марок:
- 304L;
- 308L;
- 03X18H9;
- 06X18H11.
[ads-pc-4][ads-mob-4]
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.
Пруток алюминиевый FoxWeld АL Мg 5 (ER-5356) 1.6 мм 5 кг Источник yandex.ru
Сварка электродами с основным покрытием
При использовании электродов с основным покрытием для сварки нужно учитывать несколько нюансов:
- Нельзя удлинять сварочную дугу. В таком случае металл насыщается азотом, что значительно снижает прочность шва. Может привести к появлению трещин.
- Рабочая поверхность должна быть полностью сухой. Иначе могут образоваться поры в шве.
- Необходимо соблюдать обязательные требования по хранению электродов. Хранить только в сухом месте при температуре не ниже 15оС. Некоторые производители упаковывают электроды в вакуумные упаковки. Это значительно продлевает их срок хранения без необходимости повторной прокалки.
О чем следует помнить, когда собирается начать сварку
Прежде чем начать, следует тщательно осмотреть электроды для домашней сварки и определить:
Нет ли каких-то повреждения механического характера. Если они есть, то это является препятствием к дальнейшим действиям, сварочная дуга не будет стабильной, а защита расплавленного металла ванны качественной.
Влажность: Должна быть минимальна. Электроды будут сухими только в том случае, если они правильно хранились. Не переживайте, если этот пункт стал препятствием к осуществлению дальнейших действий – все еще можно исправить.
Для этого необходимо просушить их в специальной печке или, если вы находитесь в домашних условиях, в обычном духовом шкафу.
Другой вариант, который потребует больших затрат по времени– оставить их в теплом, не влажном месте. Итак, сухие сварочные материалы станут для вас залогом прочного сварочного шва и снижением риска появления такого дефекта как газовые поры.
Срок годности у электродов используемых для ручной дуговой сварки определяется производителем, но как правило он без ограничений. Главное это условия хранения, которые также приводятся производителем. В закрытой пачке запечатанной в полиэтиленовую пленку, электродам ничего не будет даже через 10 лет.