Эти электроды используются для сварки углеродистых и низколегированных сталей. Область применения: металлоконструкции особой надежности, которые должны работать при больших переменных нагрузках, в том числе, в условиях холодного климата или в холодильных установках, что делает их пригодными для судостроительных целей. Они подходят для сосудов повышенного давления, толстых листовых материалов и при ремонте литейных дефектов.
К данному типу относятся марки: ВН-48, ОЗС-2, СМ-11, УОНИ 13/45, УОНИ 13/45А, УП-1/45, УП-2/45, ЦУ-6. (См. также соседний по характеристикам тип Э42).
Сертификация качества
Сварочные электроды типа Э42А имеют сертификат ГОСТ Р, подтверждающий соответствие ГОСТ 9466-75; сертификат НАКС; Речной Регистры РФ: Свидетельство об одобрении, Свидетельство о признании №ВВФ030; Морской Регистр Судоходства РФ: Свидетельство об одобрении сварочных материалов; Санитарно-эпидемиологическое заключение на электроды.
К сведению! Хотя сертификация электродов в РФ является добровольной, тем не менее, материал Э42А всегда имеет сертификат, поскольку применяется для работы в тех местах, где требуется повышенная ответственность.
Сварочные электроды 4 ГОСТ 9467-75: тип Э42А — Москва
Как получить выгодные предложения от поставщиков материала: Москва
Сварочные электроды 4 мм ГОСТ 9467-75: тип Э42А.
Как правило, в строительной области нередко можно столкнуться с тем, что тот или иной материал нужен прямо сейчас. и все равно какой это город Москва или совершено иной регион.
Сегодня для решения этой проблемы мы предлагаем систему поиска Поставщика, которая помогает клиентам и покупателям обрести взаимовыгодное сотрудничество. Хотите знать, как именно это происходит?
Довольно просто, если использовать новейшие технологии и всемирную сеть. Итак, вы заходите на сайт METAL100.ru оставляете свою заявку, пускай это будут Сварочные электроды 4 мм ГОСТ 9467-75: тип Э42А, регион указываете Москва. Хотя, стоит отметить, что ваши поиски могут не ограничиваться только столицей. Это могут быть и другие регионы Российской Федерации, а также одним кликом мышью вы можете охватить все города СНГ. На этом ваша работа практически закончена, так как автоматическая система сама делает рассылку поставщикам. А они, как правило, реагируют в течение 3 минут.
Именно через этот промежуток времени вам начнут поступать предложения Сварочные электроды 4 мм ГОСТ 9467-75: тип Э42А, на вашу электронную почту. Информация будет содержать не только оптовую и розничную стоимость, но также сроки поставки и возможные условия доставки, если регион будет не Москва. Как видите, все довольно просто и подобная система чем-то напоминает виртуальный тендер, который вы можете объявить без оформления целой стопки бумаг.
Теперь вам, конечно же, хочется знать, по какой ссылке можно оставить свою заявку. Ее адрес вы найдете ниже:
Отправить заявку поставщикам
Вы понимаете, что с этого момента у вас есть уникальная возможность, благодаря которой вы можете экономить свое время. Забудьте о ненужных поисках. Ведь, теперь все поставщики сами будут предлагать вам свой товар. А вы решите, кому отдать предпочтение. Кстати, сайт хорош еще и тем, что ежедневно здесь обновляется информация по поводу стоимости металлопроката и вы можете убедиться в обязательствах поставщика, если он является авторизированным пользователем. Это поможет вам избежать возможных ошибок и избавит вас от мошенников.
Выгодные сделки – это реальность, которая уже завтра может стать для вас великолепным шансом купить все необходимое отличного качества по минимальной цене.
Новый строительный портал STROIM100.RU — Основные поставщики и цены на строительные материалы.
| ЖБИ изделия | Пластиковые трубы | Гипсокартон | Профнастил |
| Кирпич | Металлопластик | Крепёж и метизы | Оцинковка |
| Цемент и бетон | Фитинги для труб | Пиломатириал | Металлочерепица |
| Грунт и песок | Задвижки | Фанера | Сталь кровельная |
| Щебень и гравий | Фланцы | ДВП ДСП OSB | Доборные элементы |
Предлагаемый Вашему вниманию проект представляет собой информационный портал, где представлены цены основных поставщиков строительных материалов, таких как Кирпич, Бетон, Плиты Перекрытия, Гипсокартон, Металлопластиковые трубы и много другое.
Основная цель проекта — обеспечение потенциальных покупателей, на основе свободного доступа, информацией о наличии, цене и качестве различных строительных материалов, с указанием координат потенциальных поставщиков.
Удобная навигация портала Строим100 позволяет максимально легко ориентироваться, выбирать нужный вид стройматериалов, видеть цены поставщиков отправлять заявки, объявлять тендеры. Возможности, предлагаемые пользователям, сокращают потраченное время на поиск, помогают выбрать оптимальные позиции и сравнить цены поставщиков.
Удачных покупок и сделок на портале!
Расшифровка, что обозначает Э42А
Это тип электрода, так как электроды классифицируются, прежде всего, по типу. На обозначения электродов имеется ГОСТ 9467-75.
Вообще, из-за большой номенклатуры сплавов, применяемых в промышленности, и их пар, поддающихся сварке, число типов электродов трудно поддается перечислению. Некоторые электроды применяются чаще других. Э42А принадлежит к числу таких.
Э – в обозначении типа означает электрод.
42 – это предел прочности на разрыв в Мегапаскалях в расчете на 1квадратный мм сечения шва (соответствует силе приблизительно 40 кг). Это может означать, что проволока сечением в 1 кв.мм, изготовленная из металла шва выдержит груз массой до 40 кг. Конструкторы специалисты по сопромату могут рассчитать прочность швов, работающих на разрыв или изгиб по этим данным. То есть, сам тип электродов уже несет в себе полезную информацию для специалистов.
Буква А в обозначении имеет значение “улучшенный” (по сравнению с Э42), то есть с особыми свойствами, которые подходят для повышенных требований к качеству сварки: пластические свойства, вязкость, хим. состав.
Технические показатели
Изделия типа Э42 соответствуют ГОСТ 9466 и ГОСТ 9467 . Сварка осуществляется постоянным и переменным током.
Выбор конкретной марки определяется типом покрытия стержня. Покрытие Э42 может быть кислым или рутиловым.
Металл шва, произведенного электродом с кислым покрытием, имеет склонность к образованию трещин. Если шов выполнен изделием с рутиловым покрытием, его металл не образует трещин и соответствует спокойной или полуспокойной стали.
Благодаря покрытию стержень хорошо переносит воздействие на него газов — азота и кислорода, выделяющихся при сварке. Покрытие обеспечивает поддержание горения дуги и обогащает сплав необходимыми легирующими компонентами.
Основные параметры характеристики Э42:
- Временное сопротивление разрыву.
- Ударная вязкость.
- Относительное удлинение.
- Угол изгиба.
Химический состав электродов Э42: углерод — 0.08%, марганец — 0.7%, кремний — 0.1%, сера — 0.035%, фосфор — 0.035%.
Свойства электродов Э42:
- Временное сопротивление разрыву — 420 МПа.
- Длина стержня диаметром 4 мм — 450 сантиметров.
- Сварка производится при температуре от (- 20 градусов) до (+ 20 градусов).
- На 1.6 кг наплава расходуется 1 кг подсобного материала.
- Ударная вязкость шва 150 Дж/кв.см при температуре (+20), при (-40) она составляет 35 Дж/кв. см.
- Удлинение шва не более 22%.
Особенности электродов Э42
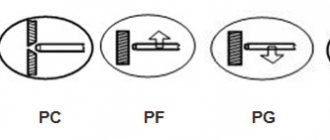
Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Для шва, производимого электродом диаметром 4 мм Э42, присуща однородность и отсутствие пустот.
Шлаковая корка, полученная в результате образования шва, легко удаляется.
В процессе сварки горячий наплавляемый материал не растекается.
При применении электродов Э42 происходит быстрое воспламенение дуги. Она отличается стабильностью.
Шов прочный и пластичный.
Используя стержни типа Э42 можно сваривать заржавевшие и мокрые металлы.
Качество сварки высокое, не зависит от длины дуги и скачков напряжения в сети.
Если используется переменный ток, необходимо, чтобы сварка производилась на обратной полярности.
Стержни следует подбирать по требуемым материалам и конкретным условиям работ. Для того чтобы выбор был правильным, необходимо знать толщину свариваемого металла, марку стали, тип электрического тока и положение сварки.
Для каких сталей
Тип Э42А применяется для сварки углеродистых сталей 08, Ст3, 20, 20Л. Кроме этого они могут применяться для работы с легированными сталями 14Г2 и 09Г2. При сварке используется постоянный ток обратной полярности. Можно производить сварку в любом положении, за исключением только вертикальных швов сверху вниз. При сварке образуется шов с небольшим содержанием водорода и при этом отсутствуют трещины, которые могут образоваться при кристаллизации металла.
Имейте в виду! Тип Э42А обеспечивает отличное качество шва, если соблюдать технологию, которая при работе с данным типом электрода состоит в том, что надо выдерживать режим сварочной дуги. Ее не допускается удлинять, сварщик должен выдерживать небольшое расстояние на всем протяжении шва.
Дуга поджигается не слишком легко.
Расшифровка аббревиатуры и марки
Для электросварки необходимо иметь:
- Электрод.
- Соединяемые элементы металлоконструкций.
- Источник питания для сварочного трансформатора.
Электродом в процессе сварки называется металлический стержень, подводящий ток к свариваемым стальным элементам. Для расплавления металла при ручной дуговой сварке используется более сотни типов стержней. Один из них — стержень типа Э42.
В маркировке этого типа приведена прочностная характеристика, что является главным фактором.
Э — электрод для сварки электрической дугой.
42 — прочность 420 МПа.
Металлические стержни диаметром 4−6 мм применяют для сварки углеродистых и низколегированных сталей. Наиболее известные марки электродов — ОЗС-42, ОЗС-12И/42, ОМА-2, Огонек и ОЗС-23.
Существует улучшенный тип этих электродов — Э42А марки УОНИ-13/45. Они используются для сварки металлоконструкций, требующих повышенной надежности и работающих при больших попеременных нагрузках, в том числе в условиях низких температур. А также для толстых листовых материалов. Технические характеристики электродов Э42А требуют проводить сварку только постоянным током с короткой дугой, исключая отсыревшие стержни.
Ограничения по применению
Нельзя использовать сварку переменным током, а также варить вертикальные швы сверху вниз. Не подходят для сварки высоколегированных и нержавеющих сталей, чугуна и цветных сплавов.
Отсыревшие электроды Э42А вообще не дадут возможности работать. Обмазка начинает проводить ток и условия зажигания дуги сильно ухудшаются, кроме того, происходит насыщение шва водородом, что приводит к пористости. Электрод будет прилипать.
Отсыревшие электроды нельзя использовать и еще по одной причине. При горении дуги, благодаря сильному разогреву, влага будет закипать в обмазке и она начнет трескаться (лопаться) и осыпаться с электрода. Количество шлака станет недостаточным для для защиты сварочной ванны и одновременно ухудшаются условия горении дуги.
Внимание! Потребители часто упускают из виду необходимость просушки электродов, что приводит к неудачам и браку.
Варианты покрытия
Вышеперечисленные характеристики в основном зависят от варианта покрытия:
- Кислое.
Основой являются оксиды таких элементов, как кремний и железо, также в состав входит оксид марганца. Получаемое соединение отличается увеличенной склонностью к появлению горячих трещинок. - Рутиловое.
Основа покрывающего слоя – титана диоксид.
Электроды Э42А с обмазкой этого типа помогают получить соединение более стойкое к появлению трещин в отличие от кислого покрытия. Кроме того, использование рутилового слоя обеспечивает стабильное и сильное горение дуги, помогает снизить траты металла при разбрызгивании. За счет рутилового покрытия лучше отделяется корка из шлаков, хорошо формируется шов. - Основное.
В качестве основы используются соединения фтора в сочетании с карбонатами. Химический состав наплавленного слоя соответствует спокойной стали. Материал шва характеризуется значительными показателями пластичности, а также высокой ударной вязкостью в условиях стандартной и низкой температуры, он устойчив к появлению горячих трещинок.
Аналоги электродов Э42
При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Расшифровка, особенности и назначение электродов Э42А
Расшифровка обозначения:
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Важно! Независимо от диаметра электродов этой марки с их помощью нельзя делать швы сверху вниз. Также необходимо использовать сварку только на обратной полярности.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
Важно! Чтобы металл не стекал вниз по шву и не задерживался на нем, следует сбавлять силу тока при работе.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.
На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.