Хорошо известно, что прокаливание электродов в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса – снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.
Сварочный шлак на шве, сделанном сырым электродом
Просушить и прокалить — это не одно и то же
Прокалка электродов осуществляется строго по инструкции, и никак иначе. Заменить прокалку неспособна батарея отопления, на которую многие выкладывают электроды зимой, чтобы их подсушить. Главная цель сушки электродов заключается в удалении влаги с обмазки.
Однако на радиаторах отопления добиться полноценной прокалки электродов, увы, невозможно. Для этих целей применяются специальные печи, в которых электроды проходят термическую обработку. Что же касается домашних условий, то о способах прокалки электродов, в данном случае, будет рассказано ниже.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
[ads-pc-2][ads-mob-2]
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка электродов – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
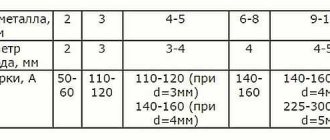
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить электроды для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Журнал прокалки электродов
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать электроды более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
https://youtu.be/neMXjs3dtng
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 “НОВЭЛ”, ПСПЭ-40/400 ЗСО “Тэн и К плюс”.
Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии. [ads-pc-3][ads-mob-3]
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 “BRIMA”, ПТ-5 “БАРС”.
Термопеналы осуществляют две функции:
- – создание определенного уровня температура для хранения электродов;
- – прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством сварочных электродов. Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Материалы для сварки
Замена электродов, обеспечивающих более высокую прочность металла шва, на электроды, гарантирующие меньшую прочность этого металла, не допускается без согласования с проектной организацией. Однако во всех случаях нельзя заменять электроды с фтористо-кальциевыми покрытиями (основного типа) Э42А-Ф—Э55-Ф электродами с рудно-кислыми или рутиловыми покрытиями (кислого типа) Э42-Т—Э46-Т. Электроды с фтористо-кальциевыми покрытиями типов Э42А-Ф—Э55-Ф можно использовать лишь для сварки при предельно короткой дуге. При длительном (более 3 месяцев) хранении на складе или хранении более 5 суток на месте производства работ электроды следует подвергать прокалке в электрическом шкафу даже при отсутствии визуально заметной влажности покрытия. Прокалка электродов в пламенных печах не допускается.
Прокладку электродов типа Э42-Т следует производить при температуре 180°С в течение 1 ч, а электродов типа Э42А-Ф—Э55-Ф при температуре 400—450°С — в течение 1—2 ч.
При обнаружении влажности покрытия или большой пористости швов такая прокалка электродов обязательна вне зависимости от срока хранения электродов.
При хранении на месте производства работ электроды должны находиться в водонепроницаемых закрывающихся коробках, которые не должны оставаться на рабочем месте по окончании рабочей смены.
Прокалку электродов следует проводить в электрической печи. Рекомендуется изготовлять электрические печи мощностью около 10 кет на напряжение до 36 в.
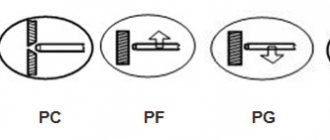
Электроды диаметром до 4 мм рекомендуется применять для сварки в потолочном положении, а диаметром до 5 мм — для сварки в вертикальном положении.
Для полуавтоматической ванной сварки под флюсом следует применять стальную сварочную проволоку по ГОСТ:
для соединения вертикальных стержней диаметрами 36 и 40 мм из стали класса А-II — проволоку Св-08 и Св-08А диаметром 2,5 мм или проволоку Св-08ГА диаметром 2 мм;
для соединения горизонтальных стержней диаметрами 36 и 40 мм из стали класса А-III — проволоку Св-08ГА диаметром 2 мм;
в других не оговоренных выше случаях — проволоку Св-08 или Св-08А диаметром 2 и 2,5 мм (при использовании графитовых форм применение сварочной проволоки диаметром 2,5 мм не допускается).
Примечание. При отсутствии проволоки марок Св-08 и Св-08А допускается применять сварочную проволоку Св-08ГА диаметром 2 мм при сварке стержней из стали классов А-II и А-III .
Для полуавтоматической дуговой сварки многослойными швами на стальной скобе—накладке стыковых соединений арматурных стержней классов A-I и А-III следует применять голую проволоку марки ЭП-245.
Поверхность сварочной проволоки должна быть свободна от заусенцев, а сама проволока — от резких переломов или перегибов; допускается наличие тонкого слоя окисной пленки, не перешедшей в ржавчину.
Проволоку следует наматывать на катушки; такую намотку и механическую очистку проволоки рекомендуется выполнять на специальных намоточных станках.
Бухты проволоки, имеющие чистую поверхность, можно использовать без перемотки на катушки. В этом случае следует применять размоточный барабан и устанавливать на подающем механизме войлок для снятия с проволоки смазки.
Для полуавтоматической ванной дуговой сварки соединений арматурных стержней из стали классов A-I—А-III следует применять флюсы марок АН-8, АН-14, АН-22, ФН-7 или АН-348А.
Для автоматической сварки тавровых соединений элементов закладных деталей должен применяться флюс марки АН-348А.
1. Флюс перед его употреблением следует прокаливать при температуре 250—300°С в течение 2 ч, слой флюса при прокалке не должен превышать 45—50 мм.
2. Флюс, оставшийся после сварки нерасплавленным, может быть употреблен повторно. Для этого его следует просеять, отделив шлаковую корку; целесообразно использовать также и шлаковую корку, добавляя ее после размола к флюсу в количестве до 50% (по объему). Размеры зерен флюсовой смеси должны находиться в пределах 0,5—2,5 мм.