Современное строительство невозможно представить без проведения сварочных работ. Сегодня существует большое количество разновидностей сварки. Новая эпоха стекла и металла диктует свои требования, предъявляемые к сварочным материалам. Одним из наиболее распространенных видов является ручная электродуговая сварка с применением покрытого электрода. А одними из наиболее распространенных, можно назвать электроды марки УОНИ-13/55.
Большинство опытных и начинающих сварщиков сталкивались с электродами УОНИ-13/55. И если сварные, работающие не первый год положительно отзываются об этой марке сварочных материалов, новички зачастую не могут по достоинству оценить данные изделия. Но все приходит с опытом, и навыки, приобретенные за время работы, позволяют использовать такие электроды в качестве основного расходного материала.
Что представляют собой электроды УОНИ-13/55?
Данный вид изделий представляет собой стержень из проволоки марки Св-08А с нанесенным на него покрытием. Покрытие этих электродов согласно ГОСТ 9466-75 относится к основному типу. Электрод предназначен для соединения металлических изделий в процессе сварки. Когда при помощи источника питания между анодом и катодом возникает сварочная дуга высокой температуры. Это в свою очередь способствует расплавлению самого электрода и металла заготовки, а также их смешению. В процессе чего получается сварочный шов, соединяющий свариваемые детали.
Назначение и технические характеристики
Данные электроды предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей. Они относятся к типу Э50А, а это значит, что сваривать такими изделиями можно металлы с временным сопротивлением до 50 кгс/мм2. Применение обмазки основного типа способствует получению качественного и прочного шва, стойкого к образованию кристаллизационных трещин и содержащего малое количество водорода. Такие изделия применяются при сварке нефтяных и газовых трубопроводов, а также мостов и других ответственных конструкций.
Металл шва, выполненный данным видом электродов стоек к знакопеременным нагрузкам (сжатие – растяжение). Эта марка рекомендуется для сварки деталей и элементов работающих в условиях низких температур. Широко применяется при строительных работах в северных регионах. Они имеют производительность на уровне 9,5 г/А*ч, а коэффициент расхода – 1,65. Относительное удлинение находится в пределах 25-30%, а ударная вязкость 24-28 кгс*м/см2. В состав обмазки входят марганец, кремний, углерод, фосфор и сера. В строительстве применяют электроды УОНИ-13/55 диаметром от 2,5 до 6,0 мм.
Общая информация
Электроды э50а предназначены для сварки особо ответственных металлических конструкций, изготовленных из углеродистой стали с низким содержанием легирующих элементов в составе. Получаемые швы рассчитаны на эксплуатацию в условиях высоких и низких температур. Соединения пластичные и вязкие. Эта характеристика особенно проявляется при механических ударах. Чаще всего электроды данного типа используются при судостроении, а также в атомной промышленности.
Расшифровка
Э50А — не просто набор цифр и букв. Это название с зашифрованной в нем информацией.
Буква «Э» говорит о том, что данный тип электродов предназначен для ручной дуговой сварки покрытыми электродами. Цифры 5 и 0 — это значение предела прочности на разрыв. Благодаря этому числу можно рассчитать нагрузки, которые способен вынести шов. А это крайне важно при сварке несущих конструкций. Например, ферм. Буква «А» говорит о том, что готовый шов будет обладать повышенной пластичностью и вязкостью.
Марки электродов
К типу Э50А относятся марки ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ОЗС-18, АНО-ТМ, ЦУ-5М, ДСК-50У, ТМУ-21У, ОЗС-25, Э-138/50Н.. Это часто используемые марки. На самом деле их намного больше.
Эти марки отечественного производства и имеют схожие характеристики. В основе каждой марки лежит либо проволока типа Св-08, либо Св-08А. В большинстве случаев покрытие основное. Поэтому и химический состав у всех этих марок схож. Выбирайте ту, которая подходит вам по цене и которую можно без проблем купить в ближайшем магазине.
Эти электроды имеют разные названия при относительно одинаковом составе. Связано это с производителями, которые разрабатывают свои марки и называют их в соответствии со своими принципами классификации. Но. Несмотря на различия в названии, химический состав остается неизменным. Так что результат будет примерно одинаковым, какую бы марку вы ни выбрали.
Почему новичкам сложно работать такими электродами?
Все дело в типе обмазки. Изделия с основным типом покрытия в отличие от рутиловых электродов требуют обязательно прокалки и строго соблюдения условий хранения. В противном случае влага, накопленная обмазкой, усложнит работу и ухудшит качество соединения. Второй особенностью обмазки этого типа является затрудненный повторный поджиг. Опытные сварщики решают эту проблему, просто обламывая остатки обмазки на конце электрода, чтобы металл стержня мог контактировать с заготовкой. Важным фактором является и выбор силы сварочного тока. При низких значениях последнего электрод может «залипать». В таком случае стоит увеличить ток, до комфортных показателей. Следует также отметить, что сварка выполняется только короткой дугой по зачищенной поверхности. В качестве источника питания подойдут аппараты, способные выдавать постоянный ток обратной полярности. Данные нюансы относятся не только к электродам УОНИ-13/55, но ко всем изделиям с основным типом покрытия.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38
и
Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения большинство марок рутиловых электродов относится к электродам типа Э42
и
Э46
.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55
и
Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46
и
Э50.
Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75
и
ГОСТ 9467-75,
а также требованиям технических условий на электроды. В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.
Электроды для сварки углеродистых и низколегированых конструкционных сталей
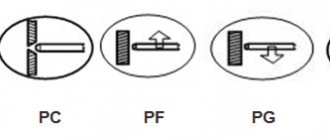
| Марка электрода | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока |
| 1 | 2 | 3 | 4 | 5 |
| ОЗС-41 | Э38 | 3,0; 4,0;5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-42 | Э42 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-12И/42 | Э42 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОМА-2 | Э42 | 2,0; 2,5; 3,0 | Все | переменный, постоянный |
| Огонек | Э42 | 2,0 | Все | переменный, постоянный |
| ОЗС-23 | Э42 | 2,0; 2,5;3,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/45 | Э42А | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| ОЗС-3 | Э46 | 3,0; 4,0; 5,0 | Нижнее | переменный, постоянный |
| ОЗС-4 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-4И | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-6 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-12 | Э46 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все | переменный, постоянный |
| ОЗС-12И | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| ОЗС-21 | Э46 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/55К | Э46А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| УОНИ-13/55 | Э50А | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| УОНИ-13/55Т | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/55Г | Э50А | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный |
| ОЗС-28 | Э50А | 3,0; 4,0; 5,0 | Все | переменный, постоянный |
| ОЗС-33 | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный |
| УОНИ-13/65 | Э60 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
| ВИ-10-6/Св-08А | Э60 | 2,0; 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный |
Электроды для сварки углеродистых и низколегированных конструкционных сталей специализированного направления.
| Марка электрода | Тип по ГОСТ 9467-75 | Диаметр, мм | Положение сварки | Род сварочного тока | Область применения |
| 1 | 2 | 3 | 4 | 5 | 6 |
| ОЗС-17Н | Э46 | 4,0; 5,0 | Нижнее | переменный | Сварка наклонным электродом |
| ОЗС-30 | Э46 | 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка ванн горячего цинкования |
| ОЗС-32 | Э46 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка оцинкованных сталей |
| ОЗС-18 | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка атмосферо-коррозионно-стойких сталей типа 10ХНДП |
| ОЗС-25 | Э50А | 2,5; 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 400С |
| ОЗС/ВНИИСТ-27 | Э55 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С |
| ОЗС-29 | Э50А | 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 600С |
| ОЗС-24М | Э60 | 3,0; 4,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка сталей с обеспечением хладостойкости металла шва до температуры минус 700С |
| УОНИ-13/55У | Э55 | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | переменный, постоянный | Сварка стержней арматуры железобетонных конструкций и рельсов |
| ВСЦ-4М | Э42 | 4,0 | Все | постоянный | Сварка стыков трубопроводов |
| ТМУ-21У | Э50А | 3,0; 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка стыков трубопроводов |
| ВСФ-65У | Э60 | 4,0; 5,0 | Все, кроме вертикального сверху вниз | постоянный | Сварка стыков трубопроводов |
Производители
Сегодня существует большое количество производителей сварочных электродов. Например, на сайте Шадринского электродного завода goodel.ru есть сварочные электроды УОНИ-13/55 всех диаметров, а также более 100 марок других сварочных материалов.
При выборе производителя, рекомендуется также обратить внимание на наличие сертификатов, подтверждающих качество и результаты механических и химических испытаний. Обычно данные исследования проводят для каждой партии электродов, чтобы удостоверится в соответствии требованиям ГОСТ.