Электроды “Стандарт” имеют большую популярность, поскольку они обладают высоким качеством и отличными параметрами производительности. Их отличительной чертой является быстрый поджиг, а также отсутствие необходимости проводить долгую подготовку к работе. Из-за таких свойств, данный тип электродов отлично подходит новичкам. Профессионалам же они позволяют увеличить качество и скорость работы.
Преимущества электродов
“Стандарт” составляет достойную конкуренцию лидерам рынка сварочной продукции. Это касается не только электродов, но также прочего оборудования необходимого для такого типа работ. Главным образом “Стандарт” ориентирован на упрощение работы. Это значит, что тем, кто только учится сварочному делу, следует использовать именно эти стержни.
Данные электроды изготавливаются по улучшенной схеме. Они обеспечивают высочайшие технологические свойства при работе с бытовыми трансформаторами. Среди прочего, стоит отметить легкое и быстрое зажигание дуги. Это полезно при освоении навыков сварки. На шве образуется чешуйчатое соединение. Шлак при этом удаляется самостоятельно.
“Стандарт” применяется для прихваток, корневых и малых швов. Работы могут вестись при наличии низкого напряжения. Часто данные стержни применяют в работе с элементами и деталями, пораженными коррозией. Также данными электродами можно варить изделия с гальваническим покрытием.
Электроды Стандарт РЦ — аналог АНО-21
Вид покрытия – рутил-целлюлозное
| AWS A 5.1:E 6013 | ISO 2560-А—E 38 0 RC 11 | ГОСТ 9466 | Э 46 –Стандарт РЦ-Ø — УД Е 432 (3) РЦ 11 |
ТУ У 25.9-34142621-008:2012
Назначение и область применения
Электроды Стандарт РЦ предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Указания по применению
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,0 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм — для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварка способом «сверху-вниз» производится короткой дугой или опиранием, при этом электрод должен находится в биссекторной плоскости под углом 40-70° к направлению сварки.
Коэффициент наплавки – 8,5-9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Химический состав наплавленного металла, %
| Mn | C | Si | P | S |
| 0,40-0,75 | не более | |||
| 0,11 | 0,15-0,35 | 0,035 | 0,035 | |
Механические свойства металла
шва
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
Электроды Стандарт РЦ сделаны по улучшенной рецептуре, которая позволяет обеспечивать хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. Возможно использование для прихваток, коротких и корневых швов при низком напряжении в сети.
Сварочные данные
| Сила сварочного тока, А, для электрода диаметром, мм | |||||
| 2,0 | 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 40-80 | 50-90 | 70-110 | 80-120 | 120-170 | 160-220 |
Упаковочные данные
| Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,0 | 300 | 9-10 | 100-111 | 1 |
| 2,50 | 350 | 17-18 | 55-58; 138-147 | 1; 2,5 |
| 3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
| 3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
| 4,00 | 450 | 58-59 | 17; 42;85 | 1; 2,5;5 |
| 5,00 | 450 | 91-92 | 27; 55 | 2,5; 5 |
Аналоги
| Производитель | Марка электродов |
| ESAB | OK 46.00 |
| ЛЭЗ | 46.00 |
| СпецЭлектрод | СЭ ОК-46 |
| Oerlikon | Overcord U |
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 40-60 мин.
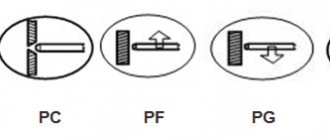
Положение швов
при сварке
PA PB PC PF
PG PE PD EN 287
Сертификация
Сертификат соответствия системе сертификации УкрСЕПРО
Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
Государственный стандарт Российской Федерации (ГОСТ Р)
Характеристики электродов
Электроды имеют рутиловое покрытие. Их параметры соответствуют всем необходимым техническим стандартам, в числе которых ГОСТ, ТУ, ISO, DIN. Стержни производятся в нескольких диаметрах: 2,5, 3, 4 мм и т. д.
Электроды поставляются в специальной упаковке, благодаря которой достигаются оптимальные условия хранения и им не требуется прокалка. Если условия были нарушены и уровень влажности превысил 0,9%, их следует прокалить в специальной печи в течение 40 минут при 120°С.
Сварочные электроды Стандарт (отзыв сварщика)
ДОСТОИНСТВА:
Рутил-целлюлозные электроды Стандарт – это прекрасный выбор для тех, кто только учится сварке. Почему? Все очень просто. Электроды не слишком требовательны к условиям хранения и неприхотливы в сварке, работают при отрицательной температуре. Они очень просто поджигаются, обладают низким уровнем гигроскопичности, то есть плохо впитывают влагу – для сварщиков это хорошо! Это значит, что не нужно затрачивать время на сушку в электропечи, электропенале или использовать дедовские способы, передающиеся из поколения в поколение, такие как: сушка на радиаторе отопления в квартире зимой или прокалка в обычной духовке газовой плиты на кухне! Еще одно достоинство электродов: они достаточно распространены, их не нужно искать в интернете, оплачивать услуги почты, они продаются практически в любом строительном магазине. Стоимость пачки приемлемая, как и знаменитое соотношение «цена –качество». Основное предназначение – сварка металлических конструкций из низкоуглеродистой стали. Особенно хороши электроды для постановки прихваток, при наложении коротких валиков и прохождении корня шва. Металл шва формируется мелкими чешуйками. Нет никаких трудностей с повторными поджигами. Шлак отделяется очень просто легкими постукиваниями шлакоотбойного молоточка, иногда корка отделяется сама, без дополнительных манипуляций сварщика. Все эти показатели достигнуты благодаря применению новой рецептуры, которую, впрочем, производитель держит в тайне. Визуально покрытие электрода отличается красным цветом, на каждый электрод нанесен его собственный номер. В продаже можно найти наиболее распространенные для сварки диаметры 2,5мм; 3 мм; 3,2 мм. Электроды упакованы в плотный полиэтиленовый пакет. В таком пакете их допускается хранить даже в сыром помещении при условии, что пакет плотно закрыт. Неизрасходованные электроды следует также завернуть в пакет. Однако лучшие эксплуатационные характеристики электроды покажут, если хранить их в сухом отапливаемом помещении.
Сварочное оборудование
Электроды подойдут как для сварочного трансформатора переменного тока с напряжением ХХ не менее 50В, так и для современного аппарата инверторного типа постоянного тока. Полярность при сварке инвертором DC – любая (но считается, что лучше варить на обратной). Замечательно работают с бытовыми раскрученными инверторами Ресанта, Сварог, Аврора.
Режимы сварки
Сварку стали 1,5- 3 мм ведут на токе 40-80А; Если толщина стали более 3,5 мм ток выставляется выше 80А. Резка металла осуществляется на токе свыше 170А.
НЕДОСТАТКИ:
Попадается Стандарт очень низкого качества, в котором из достоинств можно выделить разве что использование хорошего картона для упаковки или возможность делать из электродов добротные крючки для вешалок. Они сильно дымят, поджигаются и горят плохо, повторно не поджигаются и сварочная ванна при этом практически отсутствует. Трудно сказать с чем может быть связано такое низкое качество. Возможно, причина в контрафакте. Выпускать некачественный товар может и сам производитель электродов, так как сырье частично импортируется и качество этого сырья может варьироваться от поставки к поставке.
Так что будьте бдительны и отличных вам сварных швов!
Назначение электродов
Данный вид стержней используется для ручной сварки материалов, имеющих углеродистые составы. Во время изготовления, в них добавляют минимальное количество вредных примесей, что снижает уровень токсичности выделяемого аэрозоля. Есть возможность применять стержни при работе с газо — и водопроводами.
При помощи данных электродов, можно выполнять угловые и стыковые соединения. Также есть возможность выполнять соединение “внахлест”, необходимое при ремонте труб и других металлоконструкций. Предварительной зачистки поверхностей не требуется. Работать можно при наличии ржавых участков и остатков разного покрытия. Шов при варке получится плотным и равномерным и не потеряет свои свойства со временем.
Электроды “Стандарт” позволяют вести работы в различных положениях. При этом шов останется качественным и надежным. Для сварки может использоваться постоянный, либо переменный ток. Режим выбирается в зависимости от направления шва и диаметра применяемых электродов.
Общая информация
Электроды Standart (Стандарт) изготавливает украинская компания PlasmaTec (ПлазмаТек). Компания производит сварочные электроды под различными торговыми марками. И марка «Стандарт» является одной из них. Электроды от продаются не только в Украине. Их можно найти во многих магазинах России, Беларуси, Польши, Латвии, Молдавии и даже Чехии.
Марка «Стандарт» — это электроды Стандарт РЦ (в некоторых магазинах Стандарт АНО-21), Стандарт МР-3, Стандарт УОНИ 13/55 и Стандарт ТМУ-21У. Словом, самые популярные марки электродов. Они есть у большинства производителей сварочных электродов. Их технические характеристики незначительно отличаются от конкурентов, поэтому сварщики, прежде всего, обращают внимание на цену.
Преимущества электродов АНО-21 (АНО-21 СТАНДАРТ)
Итак, в чем же преимущества электродов для сварки АНО-21 (АНО-21СТАНДАРТ) с рутиловым покрытием? Первое и самое главное: та же высокая эффективность и производительность, что и у продукции с основным покрытием, но при этом – экологичность. Рутиловый концентрат обмазки – это диоксид титана, природный минерал, который в процессе работ не выделяет опасных для здоровья веществ. Поэтому сварку такими электродами можно выполнять в закрытых, слабо проветриваемых помещениях.
Благодаря составу обмазки металл шва имеет повышенный коэффициент поверхностного натяжения расплава. Он не растекается даже при выполнении работ в потолочном и вертикальном положении сверху вниз. Это второе важное преимущество. В ряду других плюсов:
- благодаря хорошей электропроводимости ТiO2 обеспечен легкий мгновенный поджиг дуги;
- сварочная ванна надежно защищена от попадания в нее частиц шлака;
- при изменении длины, дуга не теряет стабильности горения;
- объем разбрызгиваемого металла весьма незначителен;
- получаемый сварной шов – ровный, с мелкочешуйчатым рисунком, обладает высокими ударной вязкостью и сопротивлением на разрыв.
Наконец, еще один плюс, который присущ всем электродам с рутиловым покрытием, – они позволяют варить по влажным поверхностям, а также по металлу со следами ржавчины или окалины. Риски образования пор и трещин в металле шва сведены к минимуму.
Электроды для сварки АНО-21 (АНО-21 СТАНДАРТ) – технические характеристики
- Состав металла стержня – низкоуглеродистые стали (Св-08 или Св-08А).
- Временное сопротивление разрыву – не менее 450 МПа.
- Доля разбрызгиваемого металла не превышает 4%.
- Коэффициент расхода металла стержня на 1 кг наплавленного металла – 1,65 кг.
- Типичное значение предела текучести – 350 МПа.
- Относительное удлинение – не менее 18%.
- Ударная вязкость электрода ≥80 Дж/см².
- Производительность – 1,2 кг/ч (для стержня d 4 мм).
- Длина электрода – от 250 до 450 мм.
Расшифровка маркировки электродов для сварки
Как и многие другие сварочные электроды, АНО-21 (АНО-21 СТАНДАРТ) – продукт разработки специалистов Института электросварки им. Е.О. Патона, который относился и относится ныне к Академии наук Украины. Отсюда и простая расшифровка аббревиатуры и числа:
- АН – академия наук;
- О – общего назначения;
- 21 – номер марки.
Разработка новых сварочных электродов в 70-е годы прошлого века была вызвана важной необходимостью. До этого повсеместно применялись изделия с основным покрытием – в процессе работ обмазка выделяла весьма токсичные фтористые соединения, что ограничивало условия их применения (сварка – только на открытом воздухе или в очень хорошо проветриваемом помещении). Ученые предложили принципиально новое решение – сварочные электроды с рутиловой обмазкой.