Для создания неразъемных конструкций из углеродистых и низколегированных сталей используют электроды Э50А. Изделия выпускаются в соответствии со стандартом ГОСТ 9467, принятым в 1975 г., и позволяют получить швы с повышенными прочностными характеристиками. На внешней поверхности металлических прутков предусмотрено покрытие, предотвращающее окисление и насыщение расплава металла вредными примесями.
Электроды Э50А применяются для сварки прочных конструкций.
Расшифровка наименования
Для начала нам нужна расшифровка УОНИ 13/55. Это позволит в дальнейшем рассмотреть особенности работы таких электродов и что они могут дать. Расшифровывается такая аббревиатура следующим образом:
- У — универсальная;
- О — обмазка;
- Н — научного;
- И — института;
Это разработка отечественного института сварки, чье название и номер закрепились в обозначении. Иногда к аббревиатуре дополняется еще одна буква И, что обозначает исследовательский институт. Кстати, именно УОНИИ является правильным наименованием согласно ГОСТу, а вот на пачке может быть и УОНИ 13/55.
Расшифровка аббревиатуры
Сокращенное обозначение Э50А обозначает:
- Э – код инструмента, указывающий на принадлежность к категории электродов для ручной дуговой сварки;
- 50 – минимальный предел прочности шва на разрыв, указанный в кг/мм² (параметр используется при расчете нагрузок на сварную конструкцию);
- А – обозначение повышенного значения пластичности и вязкости металла, наплавленного по линии стыка деталей.
Электроды Э50А используются для ручной дуговой сварки.
Технические параметры
Сварочные электроды УОНИ 13/55, характеристики которых рассматриваются в данном разделе, имеют следующие важные параметры:
- Покрытие — основное;
- Наплавочный коэффициент — 9,5 г/а*ч;
- Производительность устройства — 1,4 кг в час;
- Расход на килограмм наплавленного металла составляет 1,7 кг;
- Временное сопротивление — 540 МПа;
- Предел текучести — 410 МПа;
- Относительное удлинение — 29%;
- Ударная вязкость УОНИ — 260 Дж/см2.
Эти параметры являются основными. Также следует сказать, что химический состав данных электродов достаточно сложный, среди них углерод 0,09%, кремний 0,42% и марганец 0,83%. На сайте производителя можно также узнать варианты диаметров и силы тока при различных пространственных положениях электрода.
Технические характеристики
К сегодняшнему дню на рынке аксессуаров для сварочных работ существует масса различных материалов. Наибольшую популярность приобрели электроды марки УОНИ 13/55, технические характеристики которых позволяют производить сварочные работы в плохих климатических условиях, где работа обычным инструментом невозможна.
Электроды УОНИ долгое время используются при производственных, домашних сварочных работах, прошли необходимые испытания и закреплены ГОСТом. Шов при сварке получается с необходимой ударной вязкостью, пластичен при нагрузках. Технические характеристики располагают основное покрытие, которое главным образом взаимодействует с металлом. Сварка электродами УОНИ создает качественный шов, на котором не обнаруживается даже микроскопических трещин.
Особенности использования
Имеются некоторые нюансы, связанные с применением подобных устройств при сварке. Рассмотрим некоторые из них:
- Для сваривания требуется применять ток обратной полярности;
- Покрытие особое, состоит из карбонатов и фтористых образований, благодаря чему швы не имеют газов и прочих вредных примесей;
- Низкоуглеродистая сталь способствует значительной долговечности шва;
- Отсутствие органических соединений препятствует образованию влаги на устройствах;
- При изготовлении электродов полностью исключается образование различных неровностей, трещин и прочих дефектов.
В результате получается крепкий шов, не подвергающийся старению и потере свойств при изменении температурных режимов. Необходимо контролировать чистоту соединений, ибо появление ржавчины или масел ведет к образованию пор, и соединение в итоге получится плохим.
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.
Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.
Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.
Скачать ГОСТ 9466-75
Хранение электродов
Условия хранения и производители
Чтобы изделия смогли сохранить основные свойства, необходимо хранить их в соответствующих помещениях. Относительная влажность на складе постоянно должна находиться на уровне 50%, температура же не выше 14 градусов, что достигается применением кондиционеров. Если условия соблюдаются, то срок годности не имеет ограничения.
Производством сварочных устройств занимаются такие компании, как ЛЭЗ, Спецэлектрод, СЗСМ, Monolit. При покупке необходимо наличие сертификата на соответствие их нормативам. Они выдаются соответствующим органом.
Популярные марки электрических проводников и их особенности
В семейство электродов Э50А входят:
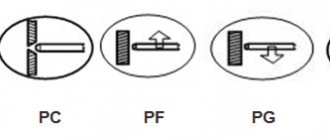
- УОНИ-13/55, круглого сечения размером от 2 до 5 мм (с шагом 1 мм). Рассчитаны на подачу постоянного тока и любые технологии сварки (кроме вертикальной с движением инструмента сверху вниз).
- УОНИ-13/55Т, отличающийся уменьшенным числом вариаций по диаметру (от 3 до 5 мм с шагом 1 мм) и допускающий работу при подводе переменного тока.
- УОНИ-13/55Г, доступные в размере 3 и 4 мм и рассчитанные на постоянное напряжение.
- ОЗС-28 (от 3 до 5 мм), допускающие коммутацию к оборудованию постоянного и переменного тока, единственный тип, не имеющий ограничений по направлению движения инструмента.
- ОЗС-33, отличающиеся от ОЗС-28 невозможностью сварки в вертикальном положении при подаче электрода сверху вниз.
- ОЗС-18, рассчитанные на постоянное напряжение и применяемые при сварке низколегированных сталей, устойчивых к коррозии под воздействием атмосферных осадков (например, 10ХНДП).
- ОЗС-25, предназначенные для сварки конструкций из углеродистых или низколегированных сталей, эксплуатируемых при температуре окружающей среды до -40°С. Электроды ОЗС-18 и ОЗС-25 не допускают подачу инструмента по вертикали сверху вниз.
- Российская промышленность предлагает изделия марки ОЗС-29, отличающиеся повышенной холодоустойчивостью шва (до -60°С), применяются для сварки металлоконструкций, работающих под открытым небом в условиях Крайнего Севера.
- ТМУ-21А для сварки трубопроводов постоянным током.
- ЦУ-5 диаметром 2,5 мм для соединения теплоустойчивых сталей (температура до 400°С).
Прокалка электродов
В каждой упаковке должен быть сертификат качества и инструкция, подробно расписывающая процедуру прокалки. Если не соблюдать предписания, то ухудшится как качество сварных изделий, так и качественные характеристики получившегося шва. Процедуру прокаливания нужно проводить перед применением таких устройств. Если же их не использовали в течение 8 часов, то прокалку повторяют снова. Один и тот же электрод необходимо обрабатывать не более 3 раз, а количество времени суммарно не должно быть выше 4 часов.
Для высокого качества прокалки необходимо такие устройства сначала помещать в специальные коробки и только затем — в печи. Диапазон рабочей температуры печей для прокалки составляет от 200 до 300 градусов. Только соблюдение указанных условий позволит сделать работу сварочных изделий долгой и не допускать образования разнообразных дефектов при прокалке.
Мы рассмотрели электроды УОНИ 13/55. Важной особенностью их применения является прокалка. Она позволит сварочному электроду проработать достаточно долгое время и избежать проблем с различными дефектами. При покупке таких устройств необходимо наличие сертификатов, указывающих на соответствие нормативам стандартов и технических условий. Внимательно относитесь к электродам — и они прослужат длительное время. Удачи при приобретении сварочных устройств!
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.
Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
Каждый бланк свидетельства имеет индивидуальный номер, занесенный в базу данных, и заверяется подписью президента НАКС и печатью.
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.
Рекомендуем к прочтению Как используются графитовые электроды