Полиэтиленовые трубы сегодня очень часто используются в прокладке газо- и водопроводов. Соединять трубы ПНД можно разными способами, одним из наиболее эффективных и часто применяемых является – электромуфтовая сварка. Этот способ завоевал популярность благодаря своему удобству и высокой эффективности. В этой статье мы подробно расскажем, что представляет собой технология электромуфтовой сварки.
Что такое электромуфтовая сварка
Электромуфтовая сварка предполагает применение особой муфты. Она сделана из пластика, внутри — электрическая спираль. Из-за электрического тока эта спираль нагревается и нагревает заодно и трубопровод, на который надета. Так, для использования электромуфтовой сварки подойдут только ПНД и любые пластмассы, потому подобный метод соединения предполагает, что пластик или полиэтилен немного расплавится под действием высоких температур, а потом склеится. Остыв, соединение станет цельным и наиболее крепким, так как структура получится неразрывной.
Наглядно процесс электромуфтовой сварки
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Преимущества и недостатки
В числе преимуществ электромуфтовой сварки такие характеристики, как:
- Можно делать почти при любой погоде, в любой сезон.
- Ремонтирует трубы без необходимости удаления их целиком или частями.
- Простота варки, так как нужно лишь ровно соединить трубы нагревательной деталью. Далее электромуфтовая варка идет автоматически.
- Подойдет для соединения материалов любой толщины, а также диаметра (от 2 см).
- Соединение получается долговечным, так как материалы на стыках проникают друг в друга.
- Детали для аппарата дорогие, но отличаются долговечностью. Муфтовый сварочный аппарат имеет низкое энергопотребление.
- Этот метод подходит для работы в полевых условиях, когда нужно произвести быстрый ремонт.
- Муфтовая варка не делает диаметр трубопровода меньше, поэтому ее можно применять в ливневых и дренажных системах, а не только тех, что с постоянным давлением.
- Полиэтилен не теряет гибкость, если соединить трубы из него таким способом.
Как обеспечить прочное соединение труб ПНД?
Как и при всяком монтаже, любое соединение должно удовлетворять критериям прочности, герметичности и надёжности. Всё это позволяет осуществить электромуфтовая сварка труб. Сегодня это одна из наиболее эффективных технологий, которая имеет целый ряд несомненных преимуществ.
Надёжность соединения обеспечивается взаимопроникновением материала, полиэтилена низкого давления, из которого изготовлены трубы, и электромуфты. Поэтому место сварки становится фактически гомогенным по составу, идентичным плотности материала свариваемых труб. Помимо этого, электромуфтовая сварка пластиковых труб позволяет соединять трубы с различной толщиной стенок и с разными диаметрами.
Устройство сварочного аппарата
Универсальный электромуфтовый сварочный аппарат — это легкое, компактное устройство с низким потреблением электроэнергии. Работает от розетки или небольшой электростанции, и даже от аккумуляторной батареи.
В состав электромуфтового устройства входят:
- Предохранительный трансформатор.
- Блок управления с микропроцессором.
- Электронный регулятор напряжения.
- Несколько индикаторов, обозначающих тот или иной этап работы.
- Устройство памяти, сохраняющее значения даже после аварийного отключения.
- Омметр, вольтметр.
- USB порт.
- Кнопка включения/выключения.
- Регулятор температуры.
- Защитные элементы на случай коротких замыканий.
Также в составе могут быть инструменты, помогающие снизить количество брызг, а еще уровень шума во время электромуфтовой варки. А также нередко есть считывающая функция, которым можно отсканировать код на трубопроводе, из-за чего устройство автоматически подберет режим для ее варки.
Набор оборудования электромуфтовой сварки
Контроль качества – проверяем результат работы
Данная процедура проводится после окончания всех работ и призвана выявить наличие возможных дефектов, которые могли возникнуть в процессе монтажа трубопровода. Следует отметить, что под такое понятие как дефект, подходят неоднородности микро и макро типа. Данные «неприятности» могут возникнуть в результате нарушения технологии сварки и сборки.
Дефекты подразделяются на два типа:
Также, необходимо отметить такой тип брака, как разрушающий и неразрушающий – они возникают в процессе воздействия сварного соединения на полиэтилен.
Сама проверка качества производится лабораториями, экспресс-методами, и специальными организациями, которые имеют сертификат отраслевого испытательного центра (проводят углубленные исследования). Если трубопровод прокладывался мастером в домашних условиях, то достаточно проверки швов на герметичность – производится пробный пуск воды и производится наблюдение за системой в течении 2-3 дней.
Оборудование и инструменты
Для того чтобы сделать сварку муфт, потребуются инструменты. В их числе:
- Сварочный аппарат с муфтами (или тройниками-седлами).
- Фитинги.
- Позиционер.
- Маркер для разметки.
- Обезжириватель, ветошь и другие средства для предварительной очистки.
- Труборез, который позволит выровнять торцы.
Для электромуфтовой сварки используются специальные штуцеры, их помещают вокруг будущего соединения. А металлические катушки помещаются в те самые фитинги. Сами штуцеры будут всегда чуть больше диаметра трубопровода, чтобы проще было надевать, и они в любом случае смогут правильно нагреть место стыка. Гораздо важнее разместить муфту ровно, чтобы катушки не переместились, иначе можно сделать соединение кривым или вовсе с разрывами.
Фитинг делается из полиэтилена с высокой плотностью, нагревательная спираль в нем всегда закрыта, чтобы избежать повреждений.
Муфтовая сварка – еще один недорогой вариант
Сварка муфтами – идеальный вариант для соединения трубопровода, диаметр которого не превышает 63 мм. Для данной операции можно использовать простой паяльник (аппарат для сварки). Если необходимо сварить трубы большого диаметра, применяется промышленный механический аппарат.
Внимание! Перед началом выполнения сварочных работ, запаситесь фитингами (желательно купить большее количество, на всякий случай).
Для работ, специалисту потребуется такой инструмент, как рулетка и наличие трубореза. Процесс сварки муфтовым способом подразумевает следующие действия:
- Изначально, сварочный аппарат закрепляют на трубе, используя специальный ключ. Выставляется температурный параметр – для ПНД труб это порядка 210-230°С;Заранее подготовленные фитинги насаживают на насадку и полностью прогревают пластик (хватает 6-8 сек.);Следующий этап – прогретый фитинг насаживают на концы труб. Необходимо удерживать элементы порядка 10-15 секунд, чтобы пластик остыл;
В конечном итоге, получается качественное, герметичное соединение. Термически обработанные полимеры сливаются воедино.
Обратите внимание! Не следует перегревать элементы. При сильном разогреве, фитинг или труба просто свернутся как гусеница и сделать качественный стык не получится.
Технология электромуфтовой сварки
Чтобы правильно применить сварочный аппарат для электромуфтовой сварки, потребуется выполнить следующие шаги:
- Зачистить трубы, чтобы подготовить их к сварке. Это делается щеткой, потом обезжиривателем и другими средствами.
- Сделать торцы ровными, чтобы они могли плотно состыковаться друг с другом.
- Снять с обеих труб небольшой слой стружки с помощью зачистного инструмента.
- Если сечение овальное, ее потребуется выровнять.
- Когда зачистка закончена, на торцы нужно надеть муфту.
- Закрепить узел.
- Подключить к сети аппарат для муфтовой сварки, проверить его на исправность.
- Подсоединить кабели к нагревателю.
- Настроить аппарат для электромуфтовой сварки ПНД труб на нужный режим, выставить температуру и время.
- Муфтовая варка будет проходить автоматически, ее этапы будут отмечаться индикаторами на сварочном аппарате. Сначала будет происходить нагревание, потом консолидация, когда начинается основное плавление. Стабилизация, при которой температура все еще повышается, позволяет трубам как можно равномернее скрепиться друг с другом.
- Когда электромуфтовая варка заканчивается, кабеля отсоединяются. Теперь нужно оставить свежий узел для остывания, температура должна снижаться естественным путем. Это последний, четвертый этап.
Внимание!
По окончании работ на узел наносят номер и другие данные, если необходимо.
Сварка электромуфтами становится все популярнее для пластмассовых труб благодаря своей простоте и качеству получаемых соединений. Поэтому теперь соединять пластиковые трубопроводы стало намного проще, а такая технология обязательно будет развиваться дальше, делая процесс варки легче и комфортнее.
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
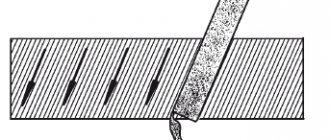
Схема процесса сварки встык
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;требуется максимум два человека;низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;толщина стенок;марка полимера.
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.