Polyethylene pipes today are very often used in laying gas and water pipelines. HDPE pipes can be connected in different ways, one of the most effective and frequently used is electrofusion welding. This method has gained popularity due to its convenience and high efficiency. In this article we will describe in detail what electrofusion welding technology is.
What is electrofusion welding
Electrofusion welding involves the use of a special coupling. It is made of plastic and has an electric coil inside. Due to the electric current, this spiral heats up and at the same time heats the pipeline on which it is placed. So, only HDPE and any plastics are suitable for using electrofusion welding, because this joining method assumes that the plastic or polyethylene will melt a little under the influence of high temperatures and then stick together. Once cooled, the connection will become solid and stronger, since the structure will be inseparable.
Visualization of the electrofusion welding process
Important!
Certified welders and welding production specialists who have undergone special training and certification with testing of theoretical and practical skills and who have a certificate of the established form are allowed to carry out welding work and control its implementation.
It is desirable that the validity period of their qualification certificates overlaps the planned period of work. Information about welders and the work they perform must be recorded daily in the welding log. The welding work log is the main primary production document, reflecting the technological sequence, timing, and quality of welding work.
Electrofusion welding, before starting work, the necessary measures are taken to protect people from electric shock (protective grounding, isolation transformers and other measures provided for by the Electrical Installation Rules). If welding work is carried out at night, local lighting is provided. The need for protective tents that protect the welding site from moisture and wind is determined depending on climatic conditions (during rain, snowfall, fog and winds over 10 m/s). An autonomous power supply is located at a distance of several meters on the leeward side.
Advantages and disadvantages
The advantages of electrofusion welding include the following characteristics:
- Can be done in almost any weather, in any season.
- Repairs pipes without the need to remove them entirely or in parts.
- Easy to cook, as you only need to connect the pipes evenly with a heating part. Next, electrofusion welding proceeds automatically.
- Suitable for joining materials of any thickness and diameter (from 2 cm).
- The connection is durable, since the materials at the joints penetrate each other.
- Parts for the device are expensive, but they are durable. The sleeve welding machine has low power consumption.
- This method is suitable for field work when quick repairs need to be made.
- Sleeve welding does not make the diameter of the pipeline smaller, so it can be used in stormwater and drainage systems, and not only those with constant pressure.
- Polyethylene does not lose flexibility if pipes made from it are connected in this way.
How to ensure a strong connection of HDPE pipes?
As with any installation, any connection must meet the criteria of strength, tightness and reliability. All this allows electrofusion welding of pipes. Today it is one of the most effective technologies, which has a number of undoubted advantages.
The reliability of the connection is ensured by the interpenetration of the material, low-density polyethylene from which the pipes are made, and the electric coupling. Therefore, the welding site becomes virtually homogeneous in composition, identical to the density of the material of the pipes being welded. In addition, electrofusion welding of plastic pipes allows you to connect pipes with different wall thicknesses and different diameters.
Welding machine design
The universal electrofusion welding machine is a lightweight, compact device with low power consumption. Works from an outlet or a small power station, and even from a rechargeable battery.
The electrofusion device includes:
- Safety transformer.
- Control unit with microprocessor.
- Electronic voltage regulator.
- Several indicators indicating one or another stage of work.
- A memory device that retains values even after an emergency shutdown.
- Ohmmeter, voltmeter.
- USB port.
- On/off button.
- Temperature regulator.
- Protective elements in case of short circuits.
The composition may also contain tools that help reduce the amount of splashes, as well as the noise level during electrofusion welding. There is also often a reading function that can be used to scan the code on the pipeline, which is why the device will automatically select the mode for cooking it.
Set of electrofusion welding equipment
Quality control - we check the result of the work
This procedure is carried out after completion of all work and is intended to identify the presence of possible defects that could arise during the installation of the pipeline. It should be noted that such a concept as a defect includes inhomogeneities of micro and macro types. These “troubles” can arise as a result of violations of welding and assembly technology.
Defects are divided into two types:
Also, it is necessary to note such types of defects as destructive and non-destructive - they arise in the process of exposure of the welded joint to polyethylene.
The quality check itself is carried out by laboratories, express methods, and special organizations that have a certificate from an industry testing center (conduct in-depth research). If the pipeline was laid by a master at home, then it is enough to check the seams for leaks - a test run of water is carried out and the system is monitored for 2-3 days.
Equipment and tools
In order to weld couplings, you will need tools. Among them:
- Welding machine with couplings (or tees-saddles).
- Fitting.
- Positioner.
- Marker for marking.
- Degreaser, rags and other pre-cleaning products.
- A pipe cutter that will allow you to align the ends.
For electrofusion welding, special fittings are used; they are placed around the future connection. And metal coils are placed in those same fittings. The fittings themselves will always be slightly larger than the diameter of the pipeline to make it easier to put on, and in any case they will be able to properly heat the joint. It is much more important to place the coupling level so that the coils do not move, otherwise you can make the connection crooked or completely broken.
The fitting is made of high-density polyethylene, the heating coil in it is always closed to avoid damage.
Sleeve welding is another inexpensive option.
Welding with couplings is an ideal option for connecting pipelines whose diameter does not exceed 63 mm. For this operation, you can use a simple soldering iron (welding machine). If it is necessary to weld large diameter pipes, an industrial mechanical apparatus is used.
Attention! Before starting welding work, stock up on fittings (it is advisable to buy more, just in case).
For the work, a specialist will need a tool such as a tape measure and a pipe cutter. The socket welding process involves the following steps:
- Initially, the welding machine is secured to the pipe using a special wrench. The temperature parameter is set - for HDPE pipes it is about 210-230°C; Pre-prepared fittings are placed on the nozzle and the plastic is completely heated (6-8 seconds is enough); The next stage is the heated fitting is placed on the ends of the pipes. It is necessary to hold the elements for about 10-15 seconds so that the plastic cools down;
The end result is a high-quality, tight connection. Heat-treated polymers are fused together.
Note! Do not overheat the elements. If it heats up too much, the fitting or pipe will simply curl up like a caterpillar and it will not be possible to make a high-quality joint.
Electrofusion welding technology
To properly use an electrofusion welding machine, you will need to complete the following steps:
- Clean the pipes to prepare them for welding. This is done with a brush, then with a degreaser and other means.
- Make the ends even so that they can fit tightly together.
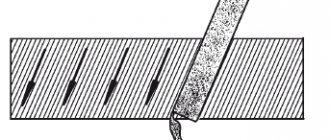
- Remove a small layer of chips from both pipes using a stripping tool.
- If the cross-section is oval, it will need to be leveled.
- When the stripping is completed, you need to put a coupling on the ends.
- Secure the knot.
- Connect the sleeve welding machine to the network and check it for serviceability.
- Connect the cables to the heater.
- Set up the machine for electrofusion welding of HDPE pipes to the desired mode, set the temperature and time.
- Sleeve welding will take place automatically, its stages will be marked by indicators on the welding machine. First there will be heating, then consolidation, when the main melting begins. Stabilization, in which the temperature is still rising, allows the pipes to bond to each other as evenly as possible.
- When the electrofusion welding ends, the cables are disconnected. Now you need to leave the fresh unit to cool; the temperature should drop naturally. This is the last, fourth stage.
Attention!
Upon completion of work, a number and other data, if necessary, are applied to the unit.
Electrofusion welding is becoming increasingly popular for plastic pipes due to its simplicity and the quality of the resulting joints. Therefore, now it has become much easier to connect plastic pipelines, and this technology will certainly develop further, making the cooking process easier and more comfortable.
Features of the method
In short, the installation of a plastic pipeline in this case begins with heating and gradual melting of the connected ends using the heater of the welding unit. This is followed by connecting the pipes with pressure applied.
Butt welding process diagram
Connecting pipes using butt welding is not as easy as it might seem to an amateur. Only qualified, experienced specialists using professional welding equipment can guarantee high quality welds. On the other hand, butt welding has such important advantages as those listed below:
- work is carried out without the involvement of heavy machines and equipment; a maximum of two people is required; low energy costs - installation of a HDPE pipeline is faster and easier compared to laying a metal (steel) analogue. This is especially true when laying long pipes (sold on reels or in coils), which can reduce the need for welds by 50-100 times. Not only the cost of human labor is reduced, but also the installation time and, accordingly, the cost of the issue.
To perform butt welding, it is necessary to prepare pipes and fittings with identical parameters:
- diameter; wall thickness; polymer grade.
Recommendations for proper welding of PE pipes
Polyethylene pipes can be welded using special equipment called a soldering iron
Polyethylene pipes can be welded using special equipment called a soldering iron. At the same time, there are a number of certain rules that will make the connection of elements smooth, high-quality and airtight.
The requirements look like this:
- Before carrying out work, it is worth studying the HDPE characteristics for each pipe and verifying their compliance from certificates. Otherwise, the tubes simply do not fit together into a single sealed structure. The internal lumen of the tubes (diameter) must be identical for each cut intended for installation of communications. Before welding with your own hands, the ends of PE pipes must be cleaned of dust and dirt, and also degreased. Procedure welding should be performed only in a dry, heated room, in which drafts and high humidity are excluded. After joining two PE elements, any movement of the line should be avoided until the pipeline has completely cooled in order to prevent disruption of the communication clearance. In addition, it is worth covering the welding seam from direct contact sun rays.
Important: the ends of the tubes, on the opposite side from those being welded, should be securely closed to prevent cold air from entering the lumen. Low temperatures can disrupt the welding technology of HDPE pipes.