Главная / Статьи / Швеллер гнутый
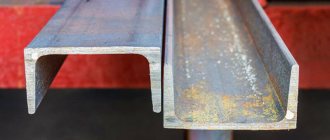
Гнутый швеллер – это стальной профиль, похожий на букву П либо У и изготавливается при помощи специального профилегибочного оборудования.
Стальной гнутый швеллер хорошо поддаётся сварке и может применяться в различных сферах деятельности, что даёт вам снижение общего веса конструкции и экономии материала приблизительно на 30%, по сравнению с другими вариантами аналогичных металлических изделий.
Гибка (вальцовка) швеллера
На первый взгляд эта деталь кажется симметричной. На самом деле ее симметричность весьма условна и связана только с горизонтальной плоскостью. Это намного осложняет процесс. Выполнить его максимально точно, без титанических усилий и риска образования дефектов можно только на специальном оборудовании.
Гнутый швеллер используется для получения таких деталей, как кольца, арки и изделия нестандартных форм. Деформированный профиль востребован в ведущих сферах производства:
- в строительстве (например, для монтажа каркасов);
- в ремонте и отделке (изготовление каркаса под обшивку, возведение перегородок);
- в монтаже уличных рекламных объектов;
- в производстве рам для специализированной техники, в том числе грузовиков, асфальтоукладчиков и т.п.
Как согнуть металлическую полосу в кольцо?
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия. (
15,00
Гибка швеллера по радиусу
На тематических сайтах и в специальной литературе можно встретить термин “гибка швеллера по радиусу”, или “радиусная гибка”. От обычной она отличается тем, что проводится строго на заданную величину. Добиться такой точности можно только с помощью профилегиба, и прежде чем работать с партией изделий — обязательно выполнить гибку одного-двух опытных образцов и оценить результат.
Учет особенностей и возможностей материала помогает произвести аккуратную пластическую деформацию и избежать таких последствий, как изломы и нарушения геометрии швеллера.
Наши преимущества
Необходимо заказать вальцовку листового металла? Мы знаем как решить вашу проблему. Специалисты нашей компании — настоящие мастера своего дела, которые:
- имеют огромный опыт работы;
- знакомы с различными современными методиками обработки металлов;
- выполняют заказ любой сложности.
Мы гарантируем качественное выполнение вальцовки металла и других сопутствующих услуг, без которых не обходится ни одно строительство и не только. Наше качество и доступные цены в Москве — не роскошь, а необходимость.
Металл имеет неустранимый шарм. Он сочетает в себе красоту, долговечность и возможность использования в тысячах различных способов. Обработка металлов такой же захватывающий процесс, как и сам материал, который удивляет человечество веками. Все современные машины и устройства наиболее технологически развитых отраслей, требующих металлических элементов. Процесс их производства до сих пор совершенствуется. Благодаря устройствам цифрового управления, мы имеем возможность предложить клиентам самое высокое качество и точность по низким ценам.
Основные способы гибки балки и швеллера
Швеллер, как и его ближайшая родственница — двутавровая балка, — может быть согнут в трех направлениях: по полкам, то есть в горизонтальной плоскости, и по стенкам (вертикально). В последнем случае гибка может проводиться полками внутрь или наружу.
По особенностям деформации, которые приобретает заготовка, выделяют гибку плавную и местную. Результатом плавной становится деталь криволинейной формы, имеющая один или несколько радиусов. При более простой, местной, образуется профиль с прямыми концами, объединенными под нужным углом (обычно методом сварки). Преимущество плавной гибки швеллера в том, что она не нарушает целостности заготовки и не имеет сварных швов, которые, даже несмотря на прочность, становятся “зонами уязвимости”.
И, наконец, по технологии исполнения гибка может быть ручной или автоматической. Ручная выполняется по заранее нарисованному радиусному шаблону. Если работа ведется с твердыми материалами — такими, как сталь, — для нагрева зоны гиба используется ацетиленовая горелка. Провести такую операцию можно даже в гаражных условиях, но качественный результат не гарантирован.
В отличие от этого полукустарного способа автоматическая гибка швеллера на профилегибах помогает обойтись без нагрева заготовки, а за счет системы валков, которые проходит профиль, максимально точно соблюсти радиус. Этот способ также отличают универсальность, эффективность и возможность массовой обработки заготовок.
Как согнуть полосу металла в круг? — Станки, сварка, металлообработка
страница » Металлообработка — гибка металла
На нашем сайте продолжается серия статей, посвящённая обработке металла. О том, как листы и рулоны из состояния поставки распускаются на полосы (штрипсы), мы рассказывали в статье «Линии продольной резки металла».
Гибка металла производится на специализированном оборудовании или вручную. Как это происходит на импортном оборудовании, мы рассказывали на примере продукции итальянского станкостроительного концерна «WARCOM». Об использовании для этих целей отечественных листогибов мы рассказывали в статье о Липецком листогибочном заводе.
Сегодня расскажем о ручной гибке полосового металла.
Ручная гибка полосового металла
Ручная обработка металлических полос – это трудоёмкая операция, в большинстве случаев требующая специальной подготовки рабочего и соответствующего инструмента. Эту операцию выполняет слесарь на специально оборудованном рабочем месте:
- слесарный верстак, оснащённый соответствующими тисками;
- набор слесарного инструмента.
Рассмотрим несколько несложных операций с полосовым металлом.
Гибка под прямым углом
Полосовую сталь будем гнуть в слесарных тисках. Заготовку устанавливаем (зажимаем) в тиски.
Гибка в тисках.
Выполняем это таким образом, чтобы сторона с риской места гиба была обращена к неподвижной губке тисков (от рабочего). При этом риска должна быть выше губки тисков примерно на 0,5 мм.
Удары молотком следует наносить в направлении неподвижной губки тисков.
Во избежание получения травмы (в случае отпружинивания заготовки), слесарь, при выполнении этой операции, не должен располагаться на траектории движения молотка.
Гибка под острым углом
В этом случае используется оправка, имеющая требуемый угол. Она устанавливается в тиски вместе с заготовкой, как указано на рисунке (высокой стороной к заготовке). Заготовка деформируется ударами молотка до касания скоса оправки.
Изготовление скоб и хомутов
Для изготовление скобы следует применить брусок-оправу, толщина которого будет ровна проёму скобы. Далее, следует закрепить в тисках, как указано на рисунке, полосу с оправкой и изогнуть сначала одну сторону, а потом – другую.
Изготовление скоб и хомутов.
Для изготовления хомута следует оправу закрепить в тисках и на ней изогнуть полосу (смотри рисунок). Затем, отогнуть концы хомута, оснастку освободить из тисков и на столе верстака придать молотком детали окончательную форму.
Удары молотком не следует наносить по самому хомуту, чтобы не оставить на нем царапины, забои и вмятины. Их следует осуществлять через медную пластинку небольшой толщины, т. к. она хорошо перераспределит усилие удара.
Гибочное соединение
Полосовую гибку широко применяют при гибочных соединениях деталей. Соединение может быть полностью гибочным, как показано на рисунке. Здесь крепежное усилие создается изгибом одной детали (часто деформируются все соединяемые детали).
В целом ряде случаев, полосовая гибка играет вспомогательную роль. Она может, например, усиливать резьбовое соединение.
Примеры гибочных соединений.
На рисунке примеры полосовой гибки и усиления резьбового соединения гайка-болт: шплинт и стопорная шайба.
Гибка на ребро
Операция выполняется на роликовом станке, изображённом на рисунке.
Гибка стальной полосы «на ребро».
Следует учитывать две особенности этого станка:
- верхняя направляющая бруска основания должна иметь паз, точно соответствующий размеру деформируемой металлической полосы;
- рабочий ролик и верхнюю часть полосы необходимо смазывать консистентной смазкой.
Таковы основные несложные приёмы ручной гибки полосового металла.
По указанным здесь адресам вы можете выбрать и приобрести станок для гибки металла.
Высадка металла. Гибка уголка по радиусу. Малкование
Высадка металла. Гибка уголка по радиусу. Малкование. 5.00/5 (100.00%) проало 7
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Расчет гибки металла. Гибка толстого металла. Минимальные радиусы гибки металла.
Высадка выполняется в холодном или горячем состоянии металла вручную или на высадочных станках (роликовых, эксцентриковых) или на прессах. На эксцентриковых станках и прессах лист высаживается одновременно по всей длине или постепенно отдельными участками. При высадке на роликовых станках лист пропускают между роликами.
Рис.1. Высадка кромок листов.
.
Профильная гибка. Гибка уголка по радиусу.
Профильный металл гнется вручную или на вальцах. Профильный металл (уголок) с малыми радиусами кривизны гнется в нагретом состоянии во избежание искажения профиля.
Профильный металл в нагретом состоянии гнется вручную на шпангоутных плитах. Шпангоутные плиты представляют собой рихтовальные (правильные) плиты с отверстиями, в которые по шаблону вставляются стержни. По стержням производится гибка металла (рис.2). Угловой металл можно гнуть полкой наружу и внутрь.
Рис. 2. Гибка по шаблону на шпангоутной плите.
В первом случае горизонтальная полка подвергается растяжению, во втором — сжатию с образованием складок. Для устранения искажений в том и другом случае необходимо править вертикальную и горизонтальную полку с последующей проверкой по угольнику.
Рис. 3. Приспособление для гибки колец:
1 — диск с выточкой; 2 — полоска; 3 — крепление конца полоски; 4 — ролик; 5—ручка; 6 — гайка-барашек.
Кольца из профильного металла загибаются на специальном приспособлении, приведенном на рис. 3.
Рис. 4. Положение роликов для гибки уголка.
Станок для гибки уголка
Дальнейшим шагом в усовершенствовании приспособлений для гибки профильного металла является гибочный станок приводного действия с четырьмя роликами для гибки уголка (рис. 4). Гибка угольников различных профилей выполняется на составных роликах.
Рис. 5. Разрубание полок уголка для гибки под углом:
а — вырубка полки; б — согнутое положение.
В новейших станках роликам придают очертания, соответствующие очертаниям профиля металла.
Гибочные станки для профильного металла применяются главным образом для деталей с большими радиусами изгиба; при малых радиусах целесообразнее выполнять гибку вручную в нагретом состоянии.
Для того чтобы выполнить гибку профильного металла под углом, полка разрубается, загибается и заваривается электросваркой, как показано на рис. 5.
Высаживание профильного металла (уголков) на концах и в средней части полос выполняется вручную (рис. 6) или на станках в нагретом состоянии.
Рис.6. Высадка уголка.
Малкование профильного металла.
Операцией, близкой к высадке, является малкование металла. При малковании двухгранного угла угол профиля изменяется на острый или тупой (рис. 7).
Рис.7. Малкование профильного металла.
а — образование тупого угла; б — образование острого угла; в — изменение положения полки коробчатого металла (швеллера).
Гибка стального швеллера
Технология и качество гибки стального швеллера во многом зависят от разновидности материала. Более простые по составу углеродистые стали лучше подвергаются деформации. Эффективность той же операции над легированными зависит от включений других элементов: некоторые из них снижают пластичность материала и могут негативно влиять на процесс.
Свою лепту вносит и способ изготовления швеллера: известно, что профиль, произведенный холодным способом, лучше переносит деформацию, чем термически обработанный — горячекатаный. Некоторые разновидности стали (например, особо прочную — конструкционную) можно согнуть только после предварительного нагрева.
Особенности изгиба швеллера
Чтобы гибка швеллера по радиусу прошла легко для исполнителя и безвредно для профиля, к процессу нельзя подходить “с налету, с повороту”. Подготовка важна не менее, чем само техническое воплощение. Чтобы избежать проблем, необходимо:
- детально изучить свойства заготовки;
- определить усилие, которое понадобится для ее сгибания;
- рассчитать величины деформации;
- настроить оборудование.
И, как мы уже упоминали, “потренироваться” на сигнальном образце, учесть негативный опыт, если таковой имеется, и только затем переходить к серийному выпуску.
Изготовление гнутого швеллера
20 Июл 2013 Рубрика: Механика | 2
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства…
…гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
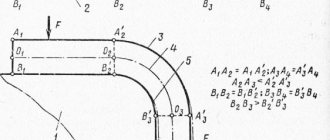
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Для выполнения вышеперечисленных операций необходимо выполнить расчет в Excel нескольких технологических размеров
Исходные данные: нам нужен гнутый из листа толщиной S
равнополочный швеллер с внутренними радиусами изгиба
R
, с высотой
H
и с шириной полок
B
.
Алгоритм действий:
1.
Определим размеры заготовки — рассчитаем длину развертки профиля —
L
.
2.
Определим расстояние от края заготовки до оси линии сгиба —
a
.
3.
Вычислим координаты установки упора №1 –
U1
.
4.
Вычислим координаты установки упора №2 –
U2
.
5.
Для определения технологической возможности изготовления гнутого швеллера с заданными размерамирассчитаем размер от края свободной полки швеллера до оси матрицы –
c
и проверим – не упирается ли швеллер в конце хода пуансона в его боковую поверхность.
При отсутствии на вашем компьютере программы MS Excel можно выполнить расчет в программе Calc из бесплатного пакета Open Office.
Исходные данные — в ячейках со светло-бирюзовой заливкой, результаты расчетов — в ячейках со светло-желтой заливкой.
Заполняем ячейки исходными данными:
1.
Высоту швеллера
H в миллиметрах заносим
в ячейку D3: 200
2. Ширину полок швеллера В в миллиметрах пишем
в ячейку D4: 80
3. Толщину стенки и полок S в миллиметрах пишем
в ячейку D5: 4
4. Внутренний радиус сгибов R в миллиметрах записываем
в ячейку D6: 6
Последующий расчет Excel выполнит на основе этих данных и выдаст пять необходимых технологических размеров.
Расчет в Excel выполняем по формулам:
5. Длину развертки сечения швеллера L в миллиметрах считаем
в ячейке D8: =2*(D4-D5-D6)+D3-2*(D5+D6)+ПИ()*(D5/LN (1+D5/ D6))=344,600
L=2*(B— R— S)+H-2*(R+S)+3.14*(S/ln (1+S/R))
6. Расстояние до линии сгиба от края заготовки a в миллиметрах считаем
в ячейке D9: =D4-D6-D5+ПИ()/4*(D5/LN (1+D5/D6))=76.150
a=B— R— S+3.14/4*(S/ln (1+S/R))
7. Расстояние для установки упора №1 от оси матрицы U1
в миллиметрах рассчитываем
в ячейке D10: =D8-D9=268.450
U1=L-a
8. Расстояние для установки упора №2 от оси матрицы U2
в миллиметрах рассчитываем
в ячейке D11: =D3-D5-D6+ПИ()/4*(D5/LN (1+D5/D6))=196,150
U2=H— S-R+3.14/4*(S/ln (1+S/R))
9. Расстояние от края свободной полки швеллера до оси матрицы с в миллиметрах считаем
в ячейке D12: =(D3-D4-D5)*(20,5)/2=82.024
c=(H— B— S)*(20.5)/2
Боковая поверхность пуансона не должна отстоять от оси матрицы на расстоянии больше, чем
c. Иначе в процессе гибки швеллер упрется в пуансон! В нашем примере это не грозит произойти, так как значение с весьма велико – 82,024 мм! Вряд ли пуансон будет зачем-либо изготовлен общей толщиной порядка 160 мм (два размера с)!
Рекомендую посмотреть близкие затронутой теме статьи «Расчет усилия листогиба», «Расчет длины развертки», «Всё о гнутом швеллере» и «Всё о гнутом уголке».
Уважаемые читатели, для получения анонсов статей моего блога прошу оформить подписку в окне «Подпишитесь на новости», расположенном вверху страницы. Введите адрес своей электронной почты и нажмите на кнопку «Получать анонсы статей».
Изредка к вам на почтовый ящик будет приходить небольшое уведомление о появлении на моем блоге новой статьи, ее название и краткое описание.
Если вам что-то не понравится или просто надоест автор или тема, вы прямо в почте всегда можете отказаться от подписки.
Жду ваших комментариев!
Ссылка на скачивание файла: izgotovlenie-gnutogo-shvellera (xls 31,5KB).
Другие статьи автора блога