← Пред. статьяГибка листового металла: что это, видыГибка листового металла — металлообработка, пластическая деформация металлопроката для придания ему нужной формы и дальнейшего использования в качестве заготовки. Заменяет сварочные работы там, где это возможно, и обладает существенным преимуществом по сравнению со сваркой: конструкция получается бесшовной и монолитной.
След. статья →Резка металла: что это, видыРезкой металлов называется разделение частей листового металла или труб на части для производства заготовок. Резка учитывает особенности конкретных металлов и сплавов, их физические и химические характеристики, чтобы результат получился максимально близким к запланированному…
Дата: 19.05.2020Автор: МОП «Комплекс 1»
Просмотров: 165
След. статья →Резка металла: что это, видыРезкой металлов называется разделение частей листового металла или труб на части для производства заготовок. Резка учитывает особенности конкретных металлов и сплавов, их физические и химические характеристики, чтобы результат получился максимально близким к запланированному…
Статья имеет отношение к услугам:Гибка круглых трубГибка профильных трубГибка листового металлаГибка круглых и профильных труб
Рейтинг: 5,001 голос
- 1. Что это такое?
- 2. Виды гибки металла
- Видео
Что это такое?
Гибка металла (перейти к услуге) — пластическая деформация металлопроката, при которой одна его часть меняет своё положение относительно другой, внешние слои металла растягиваются, а внутренние сжимаются. Эффективная замена сварке (перейти к услуге), оставляющей потенциально хрупкие швы: согнутая заготовка характеризуется монолитностью и прочностью.
Сгибаться может как листовой металл, так и трубы. Процедуре поддаются практически все виды металлов и сплавов, её можно проводить вручную на домашнем оборудовании (например, на слесарных тисках, с использованием молотков, клещей и плоскогубцев) и в автоматическом режиме на специальных гибочных станках.
Созданные таким методом заготовки используются повсеместно, во всех сферах промышленности.
Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
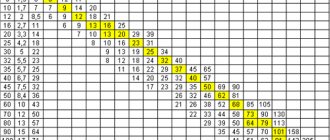
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
| Наружный диаметр трубы, мм | Материал трубы | Наружный диаметр трубы, мм | Материал трубы | ||||||
| Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | ||
| 18 | 74 | 62 | 56 | 43 | 105 | 450 | 344 | 282 | 240 |
| 24 | 95 | 79 | 65 | 55 | 110 | 510 | 377 | 310 | 264 |
| 32 | 115 | 96 | 79 | 67 | 130 | 536 | 450 | 370 | 315 |
| 38 | 156 | 131 | 107 | 91 | 145 | 578 | 484 | 398 | 339 |
| 50 | 197 | 165 | 136 | 115 | 155 | 620 | 522 | 430 | 360 |
| 60 | 238 | 199 | 165 | 139 | 181 | 720 | 600 | 498 | 425 |
| 75 | 280 | 260 | 194 | 173 | 194 | 752 | 630 | 516 | 444 |
| 80 | 324 | 270 | 224 | 190 | 206 | 835 | 702 | 575 | 488 |
| 90 | 362 | 302 | 250 | 213 | 220 | 920 | 770 | 635 | 540 |
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
Виды гибки металла
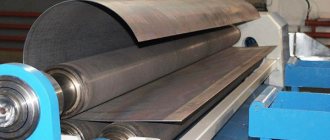
- Гибка листового металла (перейти к услуге) — обработка листов металлопроката (перейти к услугам) на вальцовочных станках, когда лист пропускают между тремя или четырьмя валками, пока не примет нужную форму. Позволяет получать любые изгибы, в том числе загибать бортики.
- Гибка труб (перейти к услуге) — обработка труб (перейти к услугам) с использованием автоматических трубогибочных аппаратов, также использующих метод холодного вальцевания (перейти к услуге) (возможно горячее, с наполнителем). Станки обрабатывают профили любого диаметра и формы, любой длины.
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Гибка листового металла
Технология гибки металла, представляющего собой лист, реализуется на специальных станках — листогибах. По способу гиба такие механизмы можно разделить на три вида:
- Прессовые. Лист под давлением вводится в неподвижную матрицу посредством пуансона и приобретает при этом нужную форму. Пуансоны бывают нескольких видов, различающихся по форме и радиусу гибки. Матрица, как правило, имеет форму угла или паза. Листогибочный пресс является наиболее универсальным оборудованием, поскольку легко перенастраивается на разные задачи.
- Поворотные. Главные элементы: станина, подвижная гибочная балка (траверса), прижимная балка, задний упор. Прижимная балка служит для фиксации листа на станине. Для сгибания листа производится посредством гибочной балки, которая и является основным рабочим элементом.
- Ротационные — двух, трех или четырехвалковые устройства, в которых рабочие элементы используют вращательное движение. Рабочий привод, создающий необходимое усилие на таких станках, может быть реализован одним из следующих способов:
- ручной — используется мускульная сила человека;
- гидравлический — используется гидроусилитель;
- пневматический — используется сжатый воздух;
- механический — используется энергия раскрученного маховика;
- электромеханический — применяются электродвигатели с редукторами.
Одной из широко применяемых разновидностей листогибочного оборудования являются фальцегибочные или фальцепрокатные станки, которые предназначены для работы с тонким листом. Такое оборудование используют при изготовлении фальцевой кровли, воздуховодов, дымоходов.
Гибка металлических труб
Гибка труб из металла может выполняться горячим и холодным способами. Последний способ более технологичен и производителен. Приспособления и станки для этой операции используют разные методы гибки. Существуют следующие разновидности трубогибов:
- рычажные — для ручной гибки труб из мягких металлов, а также стальных небольшого диаметра на угол до 180 градусов;
- арбалетные — сгибание трубы производится приложением усилия посредине между двумя точками, на которые опирается заготовка;
- роликовые (валковые) — классическим примером является трехроликовый вальцевый трубогиб.
Роликовые трубогибочные станки используют метод холодной деформации металла, называемой вальцовкой. Такой станок работает с металлами любой твердости: от цветных до титана и его сплавов. Угол загиба может достигать 360 градусов, а длина сгибаемой заготовки нередко превышает 5 метров.
Для гибки тонкостенных труб применяют дорновые трубогибы, в которых используется специальная оснастка, называемая дорном. Это приспособление помещается в полость трубы в месте изгиба и препятствует возникновению деформаций металлических стенок.
О технологиях гибки и современных стандартах
Для выполнения операции используются специализированные гибочные штампы. Лист фиксируют на листосгибочном прессе с программным управлением, после чего оказывают на него равномерное давление. В результате получается широкий ассортимент надежных и долговечных изделий металлопроката, не требующих проведения сварочных работ. Таким способом изготавливаются корпусные и другие детали, характеризующиеся высокой прочностью, произвольными размерами и эстетичным внешним видом.
Как выполняется гибка металла в домашних условиях? Основные правила:
- радиус загиба должен быть меньше толщины заготовленного материала. Это требование защищает заготовку от повреждений и трещин;
- из подручных инструментов допускается использовать молоток и тиски для зажима, мощность которых подбирают пропорционально толщине металла;
- листы толщиной более 10 мм рекомендуется сгибать в производственных условиях, поскольку для них необходимо специальное оборудование и соответствующие условия;
- за основу следует брать наиболее пластичные металлы. Примеры: алюминий, золото, железо, имеющее в химической формуле минимум примесей углерода. В противовес им идут марганец, висмут и другие виды металлических сплавов, плохо поддающихся обработке и ломающихся под воздействием;
- для исключения механической деформации искусственно повышают пластичность сырья. Помогает в этом нагрев до высоких температур.