Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания сверл следует проводить на сверлильных, центровочных и токарных станках с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла следует испытывать на образцах из стали марки 45 по ГОСТ 1050-88 твердостью 187 — 207 НВ.
(Измененная редакция, Изм. № ).
4.3. Стойкостным испытаниям подвергаются сверла типа В, а также типа A, R или С диаметрами 0,5; 1,6; 2,0; 2,5; 4,0; 10,0 мм на режимах, указанных в табл. 8.
4.3.1. Приемочные значения средней наработки до отказа и 95 %-ной безотказной наработки не должны быть менее указанных в табл. 9.
(Измененная редакция, Изм. № ).
4.4. После испытаний на работоспособность на режущих кромках сверл не должно быть выкрашиваний, сверла должны быть пригодны для дальнейшей работы.
4.5. В качестве смазочно-охлаждающей жидкости применяют 5 %-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
Таблица 8
| Диаметр сверловочной части сверла, мм | Подача, мм/об, для типов | Глубина сверления, мм, для типов | Скорость резания, м/мин | Количество обработанных отверстий при испытаниях на работоспособность | ||
| А, В, С | R | А, С, R | В | |||
| 0,50 | 0,01 | 0,02 | 1,3 | — | 8 … 10 | 13 |
| 0,63 | 1,5 | — | ||||
| 0,80 | 1,9 | 2,1 | ||||
| 1,00 | 2,3 | 2,6 | ||||
| 1,40 | 0,02 | 2,8 | 3,2 | 25 | ||
| 1,60 | 3,5 | 4,0 | ||||
| 2,00 | 0,04 | 4,4 | 5,0 | |||
| 2,50 | 0,07 | 5,5 | 6,3 | 11 … 13 | 30 | |
| 3,15 | 7,0 | 8,0 | ||||
| 4,00 | 0,08 | 8,9 | 10,1 | 24 | ||
| 5,00 | 0,10 | 11,2 | 12,7 | 14 | ||
| 6,30 | 0,12 | 14,0 | 15,4 | 18 | ||
| 8,00 | 17,9 | 19,5 | 15 | |||
| 10,00 | 22,5 | 24,5 | ||||
Таблица 9
| Диаметр сверловочной части сверла, мм | Приемочные значения наработки сверлом типа | |||
| A, R, С | В | |||
| средняя | 95 %-ная | средняя | 95 %-ная | |
| 0,5, 0,63, 0,8, 1,0 | 150 | 45 | 105 | 32 |
| 1,25, 1,6 | 190 | 56 | 140 | 42 |
| 2,0 | 270 | 77 | 170 | 50 |
| 2,5, 3,15 | 290 | 88 | 190 | 56 |
| 4,0, 5,0 | 175 | 53 | 120 | 35 |
| 6,3, 8,0, 10,0 | 150 | 45 | 95 | 28 |
(Измененная редакция, Изм. № ).
4.6. Твердость сверл измеряют по ГОСТ 9013-59.
4.7. Контроль внешнего вида осуществляют визуально.
4.8. Параметры шероховатости поверхностей сверл следует проверять сравнением с образцами шероховатости по ГОСТ 9378-75 или с образцовыми инструментами, значения параметров шероховатости поверхностей которых не более указанных в п. 2.3.
Сравнение осуществляют визуально с помощью лупы ЛП-2 — 4´ по ГОСТ 25706-83.
4.9. При контроле параметров сверл должны применяться методы и средства контроля, погрешность которых не должна быть более:
при измерении линейных размеров — значений, указанных в ГОСТ 8.051-81;
при измерении углов — 35 % значения допуска на проверяемый угол;
при контроле формы и расположения поверхностей — 25 % значения допуска на проверяемый параметр.
Разд. 4. (Измененная редакция, Изм. № 2).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны быть изготовлены из быстрорежущей стали — по ГОСТ 19265-73.
2.2. Твердость рабочей части центровочных сверл должна быть: у сверл диаметром до 3,15 мм — 63…65 HRC; у сверл диаметром свыше 3,15 мм — 63…66 HRC. Твердость рабочей части сверл из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.3. Параметры шероховатости поверхностей сверл по ГОСТ 2789-73 не должны превышать значений, указанных в табл.5.
Таблица 5
мкм
| Наименования поверхностей | Параметры шероховатости по ГОСТ 2789-73 | |||
| Исполнение 1 | Исполнение 2 | |||
| Передняя поверхность сверловочной части и поверхность стружечных канавок | — | 6,3 | — | 10,0 |
| Задняя поверхность сверловочной и зенковочной части | — | 3,2 | — | 6,3 |
| Поверхность зажимной цилиндрической части | 0,63 | — | 1,25 | — |
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. На поверхностях центровочных сверл не допускаются трещины, забоины, черновины и цвета побежалости (за исключением канавок, где допускаются цвета побежалости в месте выхода круга).
2.5. Предельные отклонения размеров комбинированных сверл не должны превышать: диаметра сверловочной части . . . k12; диаметра зажимной цилиндрической части . . . h9; углов конуса 60° и 75°. . . минус 30′; угла конуса 120° . . . ±1°. Примечание. Размеры номинальных диаметров сверловочной части должны измеряться в начале режущей части. (Измененная редакция, Изм. N 3).
2.6. Сверла типов А, В и С должны иметь на сверловочной части уменьшение диаметра по направлению к хвостовику (обратную конусность) в пределах 0,05-0,10 мм на 10 мм длины. (Измененная редакция, Изм. N 2).
2.7. Утолщение сердцевины комбинированных сверл в направлении к хвостовику на 5 мм длины должно быть:
| для сверл диаметром до 3,15 мм | 0,40 мм | ||
| » » св. 3,15 мм | 0,25 мм | ||
2.8. Допуск радиального биения вспомогательных кромок сверловочной части относительно оси зажимной части должен быть не более:
| для сверл диаметром до 3,15 мм | 0,03 мм | ||
| » » св. 3,15 мм | 0,04 мм | ||
2.9. Допуск торцового биения, проверяемый посередине режущих кромок, должен быть не более:
| для сверл диаметром до 6,0 мм | 0,10 мм | ||
| » » св. 6,0 мм до 10,0 мм | 0,13 мм | ||
| » » св. 10,0 мм | 0,15 мм | ||
Для сверл диаметром до 6 мм вместо допуска торцового биения сверловочной части допускается проверять: разность половины угла при вершине сверла, которая не должна быть более 1°30′; допуск симметричности в радиусном выражении поперечной кромки относительно оси зажимной части сверла:
| для сверл диаметром до 3,15 мм | 0,05 мм | ||
| » » св. 3,15 мм | 0,10 мм | ||
(Измененная редакция, Изм. N 2).
2.10. Разность ширин перьев на одном сверле должна быть не более:
| для сверл диаметром до 3,15 мм | 0,07 мм | ||
| » » св. 3,15 мм | 0,10 мм | ||
2.11. Значения средней наработки до отказа и 95%-ной безотказной наработки сверл из стали Р6М5 исполнения 2 при условиях испытаний, указанных в разд.4, должны быть не менее приведенных в табл.6.
Таблица 6
| Диаметр сверловочной части сверла, мм | Наработка (количество обработанных отверстий) сверлом типа | |||
| А, R, С | В | |||
| средняя | 95%-ная | средняя | 95%-ная | |
| 0,5, 0,63, 0,8, 1,0 | 130 | 39 | 90 | 27 |
| 1,25, 1,6 | 160 | 48 | 120 | 36 |
| 2,0 | 220 | 66 | 145 | 43 |
| 2,5, 3,15 | 250 | 75 | 160 | 48 |
| 4,0, 5,0 | 150 | 45 | 100 | 30 |
| 6,3, 8,0, 10,0 | 130 | 39 | 80 | 24 |
Примечание. Для сверл исполнения 1 поправочный коэффициент на средний и установленный периоды стойкости равен 1,3. (Измененная редакция, Изм. N 3).
2.12. Критерием отказа центровочных сверл диаметром до 3,15 мм является поломка, а от 4 мм и выше — достижение износа по задней поверхности в соответствии с табл.7.
Таблица 7
мм
| Диаметр сверловочной части сверла | |
| 4,0, 5,0 | 0,4 |
| 6,3, 8,0, 10,0 | 0,5 |
2.11, 2.12. (Введены дополнительно, Изм. N 2).
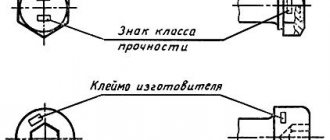
2.13. На каждом сверле должны быть четко нанесены: диаметр сверловочной части; товарный знак предприятия-изготовителя; обозначение сверла (последние четыре цифры); марка стали. Примечания:
1. На сверлах диаметром менее 10 мм допускается обозначение сверла не маркировать.
2. Допускается марки стали Р6М5, Р6АМ5 не маркировать.
3. Допускается маркировать вместо обозначения марки быстрорежущей стали буквы HSS, для марок сталей, содержащих кобальт, — буквы HSS С, при этом марку стали указывать только на этикетках.
2.14. Упаковка, маркировка транспортной и потребительской тары — по ГОСТ 18088-83.
2.13, 2.14. (Введены дополнительно, Изм. N 3).
Популярные производители
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Как это сверло можно использовать при строительстве и ремонте
Этот инструмент относится к разряду профессиональных. Однако мастера научились применять его и строительстве, используя как зенковку по металлу или дереву. В последнем варианте оно удобно еще и тем что может одновременно сделать направляющее отверстие для самореза и прозинковать потай для его шляпки, или для установки фурнитуры, где требуется отцентрировать отверстие.
Также им очень эффективно можно высверлить шапку самореза и винта которые не хочет выкручиваться.
Нередко этот инструмент используют радиолюбители для выполнения отверстий в платах. Они применяют не большой диаметр сверла: 0.5-1.5 мм, в этих случаях обычные сверла часто ломаются, а центровочное служит намного дольше благодаря своей конструкции.
Применение
Сверло центровочное используется для сверления как металлических, так и деревянных поверхностей. Однако «по паспорту», то есть по прямому назначению данный инструмент должен применяться только для обработки стальных материалов. Однако это не помешало нашим строителям использовать его в качестве зенковки по дереву, к примеру, когда необходимо углубить отверстие для входящей шляпки самореза. Благодаря своей термостойкой и высокопрочной конструкции они абсолютно не выходят из строя после обработки подобных предметов и материалов.
Что касается их прямого назначения, данные инструменты широко применяются для засверливания отверстий на фрезерных, сверлильных и токарных станках. Кроме этого, центровочные сверла могут использоваться и в домашнем хозяйстве. Также любят применять такие устройства и радиолюбители. Такие сверла как никогда необходимы для произведения отверстий в печатных платах. А поскольку применяемые устройства владеют высокой жесткостью (это обусловливается не только их составом, но и особой геометрией, о которой мы говорили несколько раньше), работать с ними очень легко и удобно.
Использование оборудования для заточки червячных фрез
При обработке заготовок часто используются червячные фрезы.
Характеристики фрез строго прописаны ГОСТом 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, выполненными из быстрорежущей литой стали или коваными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются по разному на разных участках.
Для повышения срока использования червячных фрез можно использовать метод высотной коррекции за счет изменения формы пространственной кривой, по которой идет рабочий процесс. Применяется и метод осевых смещений инструмента, повышающий скорость проведения операций с увеличением срока использования фрез.
Процесс заточки затылованных червячных фрез производится по передней части, а острозаточенных по задней поверхности зуба. После завершения процесса производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Использование в домашних условиях
Несмотря на то, что сверла центровочного типа являются профессиональными, многие домашние умельцы нашли им успешное применение. Большой популярностью такие сверла пользуются у радиолюбителей, которым часто приходиться сверлить отверстия небольшого диаметра в печатных платах. Обладая за счет особенностей своей конструкции высокой жесткостью, сверла центровочного типа в таких ситуациях более предпочтительны, чем стандартный сверлильный инструмент небольшого диаметра.
Сверление отверстий в печатной плате
Одной из операций, которую успешно выполняют при помощи центровочного инструмента, является высверливание шурупов или винтов, которые невозможно выкрутить обычной отверткой. При помощи центровочного инструмента головки таких неподдающихся крепежных элементов просто высверливаются, после чего их можно легко выкрутить. Проще всего такая задача решается, если необходимо высверлить головку винта или шурупа, на которой выполнены прорези для отверток крестового типа. Если же речь идет о головке с прорезями под прямую отвертку, то ее необходимо предварительно накернить, чтобы обозначить точное место захода сверла.
Центровочное сверло с винтовой заточкой и хвостовиком под конус Морзе
Любому домашнему умельцу не составит труда приобрести центровочный инструмент любого диаметра. В свободной продаже сегодня находится большой ассортимент сверл, включающий как отечественные, так и зарубежные торговые марки.
Если говорить о предпочтениях домашних мастеров, то в их среде, судя по отзывам и рекомендациям, большой популярностью пользуются сверла центровочного типа, выпускаемые под известной торговой маркой Dormer. Этот инструмент отличается высоким качеством исполнения, о чем можно судить даже по его фото, он надежен и долговечен в эксплуатации.
Центровочные сверла Dormer изготавливаются из быстрорежущей инструментальной стали HSS
Центровочный инструмент ТМ Дормер изготавливается из быстрорежущей стали и для обеспечения высокой твердости готового изделия подвергается специальной термической обработке. В результате таких технологических манипуляций получается инструмент, которым можно без труда сверлить очень твердые металлы, в том числе и нержавеющую сталь.
В металл, из которого изготавливаются центровочные сверла Дормер, производитель добавляет кобальт, что позволяет режущему инструменту сохранять свою первоначальную твердость даже при повышенных температурах обработки. Износостойкость продукции данной торговой марки также заслуживает похвалы.
Использование в домашних мастерских
В домашних условиях комбинированные центровочные сверла используются преимущественно для проделывания маленьких отверстий и выкручивания застрявших метизов. В домашних мастерских применяют конструкции с диаметром 0,8 мм.
Перед использованием этого инструмента нужно произвести его первоначальную заточку:
- Приобрести инструмент для заточки сверл. Очень часто для затачивания металлорежущих конструкций применяются электрические машинки с отверстиями для сверл.
- Определить размер сверла. Для этого необходимо проанализировать таблицы размеров, где указывается диаметр для любого из видов центровочного сверла.
- Поместить изделие в специальное отверстие электрической машинки. Процесс заточки выполняется автоматично, без контроля человека.
- Вытянуть инструмент из отверстия машинки и произвести его чистку от ненужной стружки и других видов загрязнений.
Если во время процесса заточки нарушить геометрию инструмента, то у сверла снизятся критерии скорости реза и точности. Это приведет к избыточному выделению теплоты и быстрому изнашиванию изделия.
Рабочая область размещается на проделанном углублении. Процедуру проделывания отверстия необходимо делать с легкой подачей и без ненужных нажимов. После завершения процедуры инструмент очищается от грязи. Для дальнейшего использования центровочного сверла его необходимо сохранять в закрытых ёмкостях (ящиках или футлярах).
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Особенности конструкций
Внешне этот инструмент не похож на сверло в классическом понимании этого слова. Основной особенностью конструкции является утолщенное основание, которое в 2-3 раза больше по диаметру относительно основной рабочей части. Также этот инструмент имеет не большую длину относительно другого вида подобного оборудования. Таким образом получилось сверло с усиленным основанием, что дает ему повышенную жесткость. В процессе эксплуатации не вибрирует и не гнется, что позволяет выполнять работы высокой точности.
Центровочное сверло состоит из трех частей:
- центральная часть, рабочая зона меньшего диаметра, которая легко сверлит металл,
- основная часть, вторая рабочая зона, большего диаметра, увеличивающая диаметр отверстия,
- основание, зона фиксации инструмента в оборудовании.
ПРИЛОЖЕНИЕ 1 (рекомендуемое)
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Конструкция, размеры и геометрические параметры сверл указаны на черт.1-4 и в табл.1-4.
Черт.1. Тип А
Тип А
Форма 1. Сверло с косой канавкой
Для диаметров до 0,8 мм
Для диаметров св. 0,8 мм
Форма 2. Сверла с винтовой канавкой
Черт.1
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 1
Размеры в мм
| (0,50) | 5 | 0,10 | 0,03 | 0,10 | — |
| (0,63) | 6 | 0,10 | 0,04 | 0,24 | |
| (0,80) | 7 | 0,15 | 0,05 | ||
| 1,00 | 8 | 0,20 | 0,06 | 0,30 | 15° |
| (1,25) | 9 | 0,25 | 0,07 | ||
| 1,60 | 11 | 0,30 | 0,10 | ||
| 2,00 | 12 | 0,40 | 12° | ||
| 2,50 | 15 | 0,45 | 0,16 | 0,50 | |
| 3,15 | 17 | 0,55 | |||
| 4,00 | 20 | 0,70 | 0,25 | 0,80 | |
| 5,00 | 24 | 0,85 | |||
| 6,30 | 27 | 1,10 | 0,40 | ||
| 8,00 | 34 | 1,40 | 1,00 | ||
| 10,00 | 38 | 1,70 | 0,60 |
Черт.2. Тип В
Тип В Форма 1. Сверла с косой канавкой
Форма 2. Сверла с винтовой канавкой
Черт.2
Примечание. Угол 100° и радиус даны в сечении, перпендикулярном к наклону канавки.
Таблица 2
Размеры в мм
| (0,80) | 9 | 0,15 | 0,05 | 0,2 | — |
| 1,00 | 10 | 0,20 | 0,06 | 0,3 | 28° |
| (1,25) | 11 | 0,25 | 0,07 | 26° | |
| 1,60 | 13 | 0,30 | 0,10 | 24° | |
| 2,00 | 16 | 0,40 | |||
| 2,50 | 19 | 0,45 | 0,16 | 0,5 | |
| 3,15 | 21 | 0,55 | 21° | ||
| 4,00 | 24 | 0,70 | 0,25 | 0,8 | 19° |
| 5,00 | 27 | 0,85 | |||
| 6,30 | 31 | 1,10 | 0,40 | ||
| 8,00 | 35 | 1,25 | 1,0 | ||
| 10,00 | 39 | 1,40 | 0,60 |
Черт.3. Тип С
Тип С Для диаметра =0,8 мм
Для диаметра св. 0,8 мм
Черт.3
Таблица 3
мм
| 0,8 | 8 | 0,15 | 0,05 | 0,2 |
| 1,0 | 0,20 | 0,06 | 0,3 | |
| 1,6 | 11 | 0,30 | 0,08 | |
| 2,0 | 14 | 0,40 | 0,10 | |
| 2,5 | 16 | 0,45 | 0,14 | 0,5 |
Как заточить такое сверло
Поскольку этот инструмент относится с профессиональному, затачивать его нужно со строгой выдержкой всех углов режущих частей чтобы не нарушить геометрию. Это может привести к негативным последствиям:
- уменьшение скорости реза,
- уменьшение точности,
- избыточное тепловыделение при работе,
- уменьшение длины рабочей части,
- быстрый износ.
Такую операцию производят на специальном оборудовании опытными слесарями-заточниками.
Заточить такое сверло в домашних условиях можно. Для этого есть специальные приспособления, с помощью которых можно выставить правильный угол. Опытный мастер вполне может выполнить эту работу “на глаз”, достаточно следить чтобы передняя (режущая) кромка рабочей части была выше задней, если сверло расположить строго вертикально. По своему принципу технология не отличается от той, которую применяют для заточки обычных сверл.
Применение в бытовых условиях
Невзирая на то, что центровые инструменты считаются профессиональными, множество домашних мастеров успешно их применяют. Распространены подобные приспособления среди радиолюбителей, нередко сверлящих отверстия малого размера в печатных платах. Располагая повышенной жесткостью, центровые инструменты отлично подходят для подобных работ.
В бытовых условиях применяются в основном приспособления, диаметр которых равен 0,05-0,08 см. Обусловлено это тем фактом, что маленький режущий элемент дает возможность с большой эффективностью разрешать множество бытовых задач.
Одной из процедур, которую осуществляют посредством сверла для центровки, считается высверливание шурупных, винтовых элементов. Зачастую их нереально открутить обыкновенной отверткой. Посредством сверла головки шурупов/винтов высверливаются, после чего без труда откручиваются. Особенно легко осуществить высверливание, если части крепежа располагают прорезями для крестовых отверток. Если же прорези предназначаются для прямых отверток, нужно выполнить наклон головки для обозначения участка входа сверлильного инструмента.
Каждый домашний мастер может без проблем купить центровое сверло какого угодно размера. В настоящее время в магазинах представлено множество разновидностей сверлильных инструментов, как российских, так и импортных.
Если ознакомиться с отзывами домашних умельцев, становится очевидно, что наиболее распространены изделия от . Данные сверла высококачественны, надежны, располагают продолжительным эксплуатационным периодом.
Центровые сверла Dormer производятся из быстрорежущего металла. Кроме того, они проходят особую термообработку, обеспечивающую максимальную твердость приспособления. После прохождения всех технологических процедур создается изделие, которым возможно легко просверливать твердые материалы, к примеру, нержавейку.
В сталь, из которой делаются центровые инструменты Dormer, изготовитель добавляет кобальт. Это дает возможность режущему элементу оставаться твердым даже в высокотемпературных условиях. Износоустойчивость изделий «Дормер» очень высокая. Недаром на сверла этой марки дается такая продолжительная гарантия.
Значимой характеристикой инструментов Dormer считается то, что они способны самоцентроваться. Благодаря этому можно создавать отверстия, имеющие высокую точность расположения. Как и прочие изготовители, производит центровые приспособления разного размера.