Контактную сварку давно используют во всех отраслях промышленности. Не менее популярной эта технология является среди домашних мастеров. Собрать аппарат для точечной сварки своими руками достаточно сложно, однако такой подход помогает снизить затраты на покупку оборудования.
Где применяется точечная контактная сварка
Технология подразумевает соединение заготовок или приваривания отдельных деталей к металлоконструкциям без создания электрической дуги.
Метод применяется в следующих условиях:
- На производственных предприятиях. Точечная сварка используется при изготовлении и ремонте автомобилей, самолетов, сложных технических средств. Метод помогает создавать прочные долговечные соединения, не имеющие признаков деформации или иных дефектов.
- В домашних условиях. Для выполнения простых сварочных операций подойдет изготовленный своими руками аппарат. Он поможет приварить элементы забора или трубопровода, отремонтировать машину или мотоцикл.
Технология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
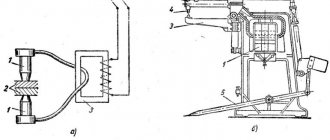
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сварки
Обозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Конструкция аппарата и необходимые детали
Любой сварочный агрегат контактного типа состоит из 2 узлов:
- блока питания (трансформатора);
- прижимных клещей.
Для получения мощного электрического разряда при минимальном напряжении применяют индукционный трансформатор.
Правильное соотношение обмоток позволяет генерировать ток, силы которого достаточно для плавления металла. Конструкция клещей включает графитовые или медные контакты, устанавливаемые на разные рычаги, фиксирующие механизм.
Существуют следующие типы прижимов:
- Механические. Включают мощную пружину и рычаг. Для сжатия металлов применяется мышечная сила сварщика. Прижимы такого типа устанавливают в бытовые аппараты, используемые для простых операций.
- Пневматические. Устанавливаются в портативные ручные аппараты. Настраиваются путем изменения давления в воздушном канале. Недостатком считают низкую производительность, невозможность регулировки параметров функционирования во время сварки.
- Гидравлические. Прижимы также отличаются небольшой скоростью работы, однако набор настроек у них шире, чем у предыдущего типа.
- Электромагнитные. Отличаются самой высокой производительностью, устанавливаются как в ручные, так и в стационарные агрегаты. Электромагнитные прижимы позволяют регулировать силу сжатия деталей при сварке. Это снижает вероятность возникновения непроваров и наплывов металла.
Иногда конструкцию усложняют, добавляя системы жидкостного охлаждения, управления параметрами тока, автоматического перемещения электродов.
При сборке самодельного аппарата для точечной сварки мастеру потребуются следующие детали и материалы:
- доработанный трансформатор от старой микроволновой печи или автомобильного аккумулятора;
- толстый медный провод или жгут кабелей небольшого сечения;
- рычаги, используемые для сборки зажимов;
- основание для установки блоков агрегата;
- прижимные струбцины;
- провода;
- изоляционные материалы;
- медные электроды, необходимые для выполнения сварки;
- клавиша управления.
Рекомендуем к прочтению Как сделать аппарат для сварки из микроволновки
Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Общие принципы работы
Алгоритм действий по сборке сварочного агрегата включает следующие этапы:
- Изъятие трансформатора. Деталь берут из старой СВЧ-печи. Она нужна не полностью, для изготовления аппарата потребуются первичная обмотка и магнитопровод. Остальные детали аккуратно удаляют за ненадобностью.
- Формирование новой вторичной обмотки. Для этого используют медный кабель сечением не менее 100 мм². Прочную резиновую изоляцию заменяют текстильной. Для создания мощного сварочного аппарата применяют 2 трансформатора с общей обмоткой.
- Установка управляющего блока, обеспечивающего бесперебойное течение процесса сварки контактным методом.
- Изготовление и подключение электродов, тип и диаметр которых выбирают с учетом свойств свариваемых металлов.
- Сборка корпуса. Основные блоки аппарата должны быть надежно защищены от внешних воздействий. На этом этапе можно использовать корпус от старой микроволновой печи или собрать конструкцию самостоятельно из листов металла.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.
Также мы привели несколько таблиц со спецификациями используемых комплектующих.
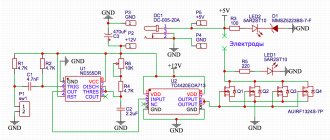
Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.
Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.
Плата
Ниже вы можете видеть схематичное изображение печатной платы.
А вот схема расположения всех элементов на плате.
Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).
Как сделать электроды
При изготовлении этих элементов учитывают следующие моменты:
- Диаметр электрода должен соответствовать сечению провода, к которому он подключается. В качестве стержней можно использовать медные прутки. Электроды для маломощных сварочных агрегатов изготавливают из жал паяльников.
- В процессе сварки электроды быстро изнашиваются. Для восстановления их рабочих параметров концы подтачивают. Со временем электроды заменяют новыми.
- Провод для подключения сварочного стержня должен иметь небольшую длину. В противном случае часть мощности прибора будет утрачена. Сила тока снижается и при наличии большого количества соединений в цепи электрод-трансформатор.
- На провода, к которым подключаются стержни, рекомендуют напаивать медные наконечники. Это повышает коэффициент полезного действия оборудования. Т. к. электроды являются съемными, места соединения с наконечниками не запаивают.
Аккумуляторный аппарат
Устройство для мини-точечной сварки своими руками делают, используя автомобильную аккумуляторную батарею. Ее мощности хватит, чтобы приварить контакт к другой, которая требует реставрации.
На колодке с клеммником из медного сплава крепят два латунных или бронзовых стержня, они изолируются в зоне контакта с рукой. Нужно учитывать, что во время сварки стержни сильно нагреются, изолятор-соединитель не должен плавиться.
Недостатком такого устройства считается отсутствие выключателя и высокая мощность аккумулятора. Работать с устройством надо осторожно, чтобы в зоне контакта не было прожогов.
Как выбрать кондиционер для дома и в квартируПрикормка своими руками — состав, особенности применения и способы хранения (115 фото и видео)
Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Рекомендуем к прочтению Описание технологии контактной точечной сварки
После переделки трансформатор должен иметь напряжение холостого хода не более 3В, силу тока не менее 800 А.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Чем можно варить
Самый лучший вариант сварки для новых аккумуляторов 18650 – промышленный аппарат. Для большинства пользователей он не доступен, поэтому приходиться делать что-то свое.
Аккумулятором
Суть метода точечной сварки, как разновидности контактной сварки, состоит в быстром разогреве соединяемых металлических деталей проходящим через место сопряжения током. При этом выделяется большое количество тепла, которое расплавляет металл в точке контакта, а сжатие способствует диффузии расплавленных областей и образованию прочного соединения. Задача состоит в том, чтобы получить в месте сопряжения достаточно высокий ток. Такой ток можно получить от аккумулятора – например, токоотдача полностью заряженного автомобильного аккумулятора может составлять 700+ ампер. Но наибольший ток зависит от переходного сопротивления в месте прилегания свариваемых поверхностей, поэтому важно уделить внимание чистоте контактируемых граней. Также ток ограничивает сечение проводов, поэтому надо брать провода сечением не менее 10 кв.мм. (лучше 16 кв.мм.).
Никелевая лента.
Сначала надо подготовить шинки – их вырезают из никелевой ленты (точнее, лента изготовлена из никелированной стали). Дальше надо подключиться к аккумулятору – лучше сделать это с помощью штатных автомобильных зажимов. К ним надо подключить проводники соответствующего сечения. С обратной стороны можно сделать специальные наконечники, а можно не делать – не очень удобно, но не возникнет дополнительного переходного сопротивления.
Приварка шинки.
Варить надо в нескольких точках – обычно, в 3..5. По окончании процесса надо проверить качество соединения – подергать рукой. Шинка не должна отрываться.
Приваренная никелевая полоска.
Прибор из трансформатора
Если под рукой нет аккумулятора, можно сделать сварочный аппарат из понижающего трансформатора. Подойдет трансформатор габаритной мощностью 150..200 Вт. Это означает, что сечение центрального стержня сердечника должно быть 17…20 кв.мм. Надо удалить вторичную обмотку и намотать другую – 2..3 (можно 4) витка проводом соответствующего сечения. В интернете можно найти советы мотать вторичку кабелем от сварочного аппарата, но для приварки шинок к аккумуляторам достаточно проводника сечением (не толщиной!) 10..16 мм.
Неплохо для подобной цели подходят трансформаторы от неисправных СВЧ-печей, к тому же их можно купить по цене лома. В первую очередь надо удалить вторичную высоковольтную обмотку и выколотить шунты (они занимают место, которого и так немного, и несколько снижают мощность трансформатора).
Трансформатор от СВЧ-печи с удаленной вторичной обмоткой и выколоченными шунтами.
В освободившееся место надо уложить не менее трех витков провода. Если взять проводник сечением 16 кв.мм, можно постараться, и уложить 4 витка.
Укладка вторичной обмотки.
Выведенные концы обмотки можно снабдить наконечниками. Крепить их надо обжимом, а не пайкой – при нагреве припой может потечь.
Выводы вторичной обмотки с кабельными наконечниками.
Чтобы управлять током и длительностью импульса, потребуется модуль NY-D01, а для его питания – маленький трансформатор с выходным напряжением 9..12 VAC. Все это надо подключить согласно схеме, приложенной к плате, и упрятать в подходящий корпус.
Плата контроллера NY-D01.
После окончательно сборки можно опробовать аппарат. Возможно, придется подобрать параметры сварки для получения оптимального результата.
Приварка шинок с помощью самодельного аппарата.
Конструкция трансформатора от СВЧ-печи такова, что он ощутимо греется даже на холостом ходу. Нельзя держать первичную обмотку под напряжением сети дольше получаса.
Самоделка из конденсаторов
Если нет трансформатора достаточной мощности, можно пробовать применить батарею из оксидных конденсаторов. Конденсатор имеет свойство накапливать энергию в течение относительно длительного времени, а потом почти мгновенно отдавать ее. Можно собрать батарею достаточной емкости из оксидников, зарядить ее от любого имеющегося источника напряжения, и разряжать на контакты сварочного устройства.
Принцип действия сварочного устройства на конденсаторах.
Сопротивление R зависит от наибольшего тока источника. Его можно рассчитать по формуле R=U/Imax, где:
- U – напряжение источника;
- Imax – наибольший отдаваемый ток.
Так, если есть 12-вольтовый источник с наибольшим током в пол ампера, то резистор должен быть 24 Ома и его мощность должна составлять U*I=6 ватт. Можно ставить резистор и с меньшей мощностью – расчеты показывают, что батарея в 100 000 мкФ полностью зарядится за 12 секунд, причем наибольший ток будет идти только в первый момент, потом он падает по экспоненциальному закону. Резистор даже меньшей мощности сгореть не успеет.
Начальный ток зависит от напряжения, до которого заряжены конденсаторы, а длительность тока разряда (а, следовательно, энергия, передаваемая к месту сварки), зависит от емкости батареи. Ее выбирают по необходимости – насколько массивными окажутся свариваемые детали, насколько сложно их прогреть.
Конденсаторы должны с запасом выдерживать рабочее напряжение. Так, для 12-вольтового источника надо применять емкости не менее, чем на 16 вольт.
Контактник из сварочного трансформатора
Такое оборудование можно превратить в полноценное средство контактной сварки. Единственным недостатком является невозможность управления силой тока.
Разработка чертежа
Правильный выбор схемы помогает изготовить работоспособный сварочный аппарат. Предпочтение отдают простым чертежам, включающим минимальное количество деталей и блоков. Такие варианты не позволяют создать слишком мощное устройство, однако прибора достаточно для выполнения мелкого ремонта автомобиля, садовой техники, ограждений.
Рекомендуем к прочтению Описание технологии контактной точечной сварки
Перечень деталей и расходников
Для переделки сварочного трансформатора в оборудование для контактной сварки потребуются такие элементы и материалы:
- трансформатор, преобразующий электрическую энергию;
- толстый кабель;
- медные электроды;
- болты;
- наконечники;
- прерыватель;
- деревянные бруски, фанера для создания корпуса.
Процесс создания аппарата
Сборку самодельного устройства выполняют так:
- Устанавливают сварочный трансформатор в корпус, созданный из металлических листов. Собирают электрическую плату на текстолитовом листе толщиной более 1 см. Деталь закрепляют в корпусе сварочного аппарата.
- К шине, вторичной обмотке болтами присоединяют сварочный провод. Оставшийся конец кабеля подключают к электроду.
- К контактной колодке, находящейся на электрической плате, подсоединяют питающий провод.
Эксплуатация точечной сварки
Мастер, использующий контактный трансформаторный аппарат, должен стоять на резиновом коврике, применять защитные перчатки и очки. Кабель заземления подключают к детали, к которой будет привариваться другая заготовка. После этого нажимают клавишу включения, сопоставляют соединяемые элементы, зажимают электродом сварочного пистолета.
Через 5 секунд после начала воздействия стержень переносят на следующую точку.
Оборудование
Готовые аппараты для точечной сварки бывают стационарными и переносными, ими удобно пользоваться при проведении ремонтных работ. В промышленности используются сварочные автоматы. Есть переносные рычажные сварочные устройства, они называются клещами.
Сварочное оборудование стоит недешево, пользоваться им приходится редко. Умельцы нашли рациональный выход из положения.
Устройство точечной сварки для аккумуляторов и кузова своими руками сделать вполне реально. Его можно использовать для ремонта бытовой техники, создавать декоративные изделия из металла.
Клещи для контактной сварки своими руками
Чтобы самостоятельно сделать такое приспособление, выполняют следующие шаги:
- Формируют основу. Для этого используют подручные материалы – стальные листы толщиной до 5 мм. Из них нарезают полосы шириной 2 см. Длина зависит от конструкции сварочных клещей. Полосы можно заменить металлическими прутами. Концы двух заготовок загибают в виде щипцов.
- Накладывают детали друг на друга, стыкуют их. В центральной части просверливают отверстие, где будет располагаться регулировочный винт. Между пластинами укладывают диэлектрическую прослойку.
- На одном конце стержня или полосы просверливают отверстие для закрепления медного кабеля. Те же действия выполняют в отношении второй заготовки. Отверстия должны находиться друг напротив друга.
- Металлические элементы клещей закрывают резиновой накладкой и изолентой. Материалы защитят сварщика от поражения током во время работы.
- Устанавливают пружину между ручками клещей. Деталь необходима для фиксации свариваемых элементов.
Вторичная обмотка
Выбор параметров
Лабораторный блок питания своими руками
При переделке ТТ основное внимание следует уделить параметрам вторичной обмотки, определяющим выходные характеристика аппарата (его нагрузочный ток, в частности). При этом важно подобрать такое сечение шины, которое бы обеспечивало плотность тока порядка 8 А/мм² (при площади сечения около 120 мм²). Поскольку при намотке на тор обращаться с такой толстой шиной очень трудно, чаще всего ограничиваются значением в 80 мм².
Обратите внимание! Указанное сечение удаётся получить, если сложить вместе несколько проводов чуть меньшей толщины.
Для облегчения условий переделки ТТ под точечный агрегат желательно предварительно рассчитать требуемое для его перемотки количество провода. После этого можно будет (исходя из занимаемого обмоткой места) определиться с тем, войдет ли она в оставшееся на торе свободное пространство или нет.
Важно! В том случае, когда новая намотка не вмещается в тор, старую вторичную катушку придется полностью разобрать (демонтировать).
Для удобства обращения с новыми проводами в процессе намотки их рекомендуется обмотать изоляционной лентой на основе ткани. Для определения точного числа витков, влияющих на величину выходного напряжения, советуем воспользоваться методом пробной намотки проводом небольшого сечения в изоляции.
Поскольку обмотка в этом случае не подключается к нагрузке, сечение пробного провода большого значения не имеет. Опыт показал, что при прикидочных испытаниях достаточно использовать не более 10-ти витков. После их намотки трансформатор следует включить в сеть и измерить выдаваемое пробной катушкой напряжение, после чего оно делится на число витков. В результате получается цифра, показывающая количество витков, необходимых для получения на выходе одного вольта.
Так как в данном случае необходимо получить 6 Вольт, умножив полученное по итогам пробного подключения число на 6, получим требуемое количество витков.
Для того чтобы изготовить новый аппарат своими руками, предварительно следует рассчитать нужное для перемотки ТТ количество провода. После этого можно будет (исходя из занимаемого шинной обмоткой места) определяться с тем, войдет ли она в оставшееся на торе свободное пространство.
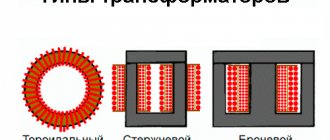
Схемы обмотки и её размещение
Схема включения и порядок размещения «вторички» зависят от типа выбранного сердечника. При заявленном нами тороидальном основании ТТ её удобнее разделить на две половинные обмотки, включаемые последовательно (по 3 Вольта каждая).
С целью повышения нагрузочной способности (увеличения сварочного тока) можно сделать две обмотки по 6 Вольт каждая и соединить их параллельно. Выходное напряжение в этом случае не изменится, а нагрузочный ток может быть увеличен вдвое. Такой вариант исполнения позволяет решить вопрос большого сечения вторичной шины, которое после этого может быть уменьшено наполовину.
Различные виды соединений таких обмоток показаны на картинке, размещённой ниже по тексту.
Схемы включения «вторички»
Порядок их подключения очень важен для получения требуемых выходных параметров, а допущенные при этом ошибки могут привести к совсем другим показателям. Так, в частности, если ошибиться при монтаже и включить две обмотки встречно, в результате они окажутся замкнутыми одна на другую и на выходе выдадут нулевое напряжение, что равнозначно КЗ.
На концах уже готовых вторичных обмоток следует обустроить методом обжима специальные наконечники.
Использование точечной сварки на литиевых аккумуляторах
Применение батареи для приваривания никелевой пластины к АКБ – самый простой способ. Для сборки мини-агрегата потребуется аккумулятор, зарядный кабель, отрезок одножильного провода, изолента. Из жилы создают 2 электрода, концы которых зачищают и закрепляют. Расстояние между элементами должно составлять 3 мм.
К другим концам электродов подсоединяют зарядный кабель, подключенный к клеммам литий-ионной АКБ. Устанавливают никелевую пластину на аккумулятор, прижимают к ней находящиеся под напряжением электроды. В результате короткого замыкания металл расплавляется.
Общая информация
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.