Рабочий цикл сварки и период включения (ПВ) сварочного аппарата
Рабочий цикл сварки и период включения (ПВ) сварочного аппарата
Впервые приобретающие сварочный аппарат для дуговой сварки скорее всего обратят особое внимание на его стоимость, габариты, вес и допустимый диаметр электродов или проволоки. Имеющие хотя бы небольшой опыт сварки наверняка поинтересуются наличием дополнительных функций, облегчающих процесс, и периодом включения (нагрузки). Профессионалы помимо всего этого проверят, какой общий цикл сварки обозначен в спецификации и при каком сварочном токе источник тока может работать без перерыва.
Что такое период включения (нагрузки) или рабочий цикл?
Период включения (ПВ), он же период нагрузки (ПН) или DC (duty cycle – рабочий цикл) – всё это один и тот же параметр сварочного аппарата, являющийся одним из основных. Именно он напрямую определяет производительность, а косвенно ещё и срок службы аппарата. Указывается он в процентах, обозначающих ту часть (период времени) общего цикла сварки, в течение которого устройство может работать непрерывно. То есть, если ПВ=100 %, то паузы в работе делать не требуется. Если ПВ=50 %, то продолжительность сварки равняется продолжительности «отдыха».
Паузы необходимы аппарату для охлаждения до допустимой температуры, которая резко повышается в период горения дуги. Чем удачнее конструкция и мощнее система охлаждения – тем выше и ПВ, а значит, в течение меньшего промежутка времени можно при должной квалификации проделать больший объем работы. При этом аппараты с высоким ПВ обычно служат дольше, так как их компоненты реже работают в условиях предельной температуры.
Какова продолжительность цикла сварки?
На этот вопрос нельзя ответить однозначно. Дело в том, что разные производители принимают этот период равным 5 или 10 минутам. Принято считать, что в России общий цикл сварки пятиминутный, а в Европе – десятиминутный. Однако даже если вы приобретаете аппарат под европейским брендом, желательно найти соответствующее уточнение в спецификации. Если его там нет, то нужно быть готовым к тому, что цикл окажется пятиминутным.
На первый взгляд кажется, что разница невелика, ведь параметр указывается в процентах и общее рабочее время аппарата не изменится. Однако на практике более продолжительный цикл работы гораздо удобнее. К примеру, при одинаковом ПВ=60 %, при десятиминутном цикле можно варить 6 минут без перерыва, а при пятиминутном только 3. В последнем случае не всегда получится завершить операцию полностью.
ПВ, сварочный ток и температура окружающей среды
В спецификации к сварочным аппаратам указывается период включения не только для максимального, но и для промежуточного тока. Чем выше сварочный ток, тем ниже ПВ, но на каком-то токе он в любом случае будет равным 100 %. Если планируется использовать аппарат для непродолжительных работ на максимальном токе, либо для интенсивных на небольших токах, то приобретать дорогостоящие устройства с высоким ПВ не имеет особого смыла. Если предполагается максимальная продолжительная нагрузка, то этот параметр должен быть максимально высоким. Альтернативный вариант – приобретение сварочного аппарата, рассчитанного на больший максимальный ток. К примеру, если планируете варить на 100-120 А, покупайте аппарат, выдающий ток 180-200 А.
При выборе аппарата стоит учитывать ещё один нюанс. ПВ указывается для температуры 40º С. Если она будет выше – продолжительность непрерывной работы будет пропорционально снижаться с каждым «лишним» градусом. Если температура воздуха ниже сорокоградусной отметки (что чаще всего и бывает), проработать без паузы вы сможете чуть дольше.
Процент нагрузки сварочного аппарата ПН
Многие начинающие сварщики, выбирая наиболее подходящую модель сварочника, особое внимание уделяют силе тока устройства, справедливо полагая, что чем более мощным является прибор, тем он лучше. Однако существуют и другие важные параметры, которые стоит принимать во внимание при покупке. К примеру, очень важным является понятие рабочего цикла или продолжительности нагрузки (ПН). Можно сказать, что понятие это является определяющим, если говорить о надежности сварочника. Описывается данный показатель при помощи процентов. Прибор, показатель которого равен 100%, способен работать без выключения сутки напролет. Остановиться придется только чтобы заменить электрод. Значение это основывается на10-и минутном временном промежутке работы устройства. А значит, при показателе рабочего цикла в 60% из 10-и минут в течение 6-и мастер может варить, а 4 минуты требуется на перерыв. При показателе ПН в 50% процентов периоды работы и отдыха будут равны каждый пяти минутам. Новички нередко истолковывают этот показатель не совсем верно при покупке первого сварочного устройства. Следует обращать внимание на то, что при различных токах этот показатель вполне может розниться. Если аппарат имеет регулировку в 10 – 200 ампер, показатель продолжительности нагрузки при работе на максимуме и на мощности в 150 ампер будет отличаться. Чем более толстый металл нужно сварить, тем более высокая мощность аппарата потребуется. А значит, сварочник будет нагреваться быстрее и продолжительность работы в результате будет меньшей, чем случае сварки более тонкого металла. Стопроцентной продолжительности работы на сегодняшний день нет даже у современных профессиональных сварочных аппаратов, которые рассчитаны на интенсивную длительную эксплуатацию. Почти всегда предприятия предпочитают приобретать устройства с некоторым запасом. К примеру, если рабочий цикл предполагает работы по сварке на 300 амперах, то устройства, имеющие предел мощности в 300 ампер будут способны выдать в лучшем случае 60% необходимой мощности. Для большинства современных предприятий такой вариант совершенно недопустим. А потому требуется использовать сварочные аппараты с мощностью в 500 ампер. При тех же 60% ПН при условии сварки на 300 амперах как раз достигнет требуемых 100%. Именно по этой причине до покупки сварочника следует уточнить, какой именно ток чаще всего будет использоваться в вашей работе. Важно проконсультироваться, заранее, какая именно продолжительность нагрузки на этих токах характерна для выбранного вами аппарата. Для использования в быту чаще всего требуется сварка на токах от 90 до 120 ампер. На таком токе для работы с коэффициентом 100% будет достаточно аппарата с пределом мощности от 160 ампер или выше. При этом стоит принимать во внимание интенсивность предстоящих сварочных работ, толщину материалов, которые предстоит сварить и, конечно же, продолжительности сварки. В большинстве случаев для частного использования на даче или в гараже вполне достаточно небольшого сварочного аппарата на 120 ампер, имеющего продолжительность нагрузки 40% на максимальном токе. В то же время цена устройств чуть более мощных не намного выше. Именно поэтому лучше приобрести более мощный аппарат, чем требуется. Ведь если понадобится более интенсивное его использование, то второй вариант будет намного предпочтительнее. При выборе конкретного сварочника главное принимать во внимание то, что ПН снижается тем сильнее, чем ближе рабочий ток к максимальному.
- О компании
- Новости
- Сертификаты
- Контакты
- Персональные данные
- Оплата и доставка
- Реквизиты (скачать)
- Организациям
- Гарантия
- Лизинг
- Купить в кредит
- Каталог товаров
- Спецпредложения
- Сервис
- Кейсы
- Обзоры и статьи
- Пуско-наладка
- Демонстрация
Принцип работы
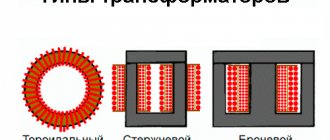
Инверторный сварочный аппарат: что это значит? Сварочный инвертор –это преобразователь переменного тока 220 вольт в постояный 70-120 вольт. То же самое делает и морально устаревший сварочный выпрямитель. Качество шва, выполняемого с помощью трансформатора-выпрямителя, сильно зависит от стабильности характеристик в электросети. Работа самого аппарата может сильно влиять на стабильность параметров сети, при зажигании дуги начинаются броски напряжения. Что же такое инверторная сварка? Сварочный инвертор также выдает на выходе 70-90 вольт, но преобразование проводится следующим образом.
- переменный ток 220вольт 50 герц выпрямляется и подается на вход высокочастотного генератора;
- генератор создает высокочастотный (20-50 килогерц) сигнал;
- он подается на трансформатор, который понижает напряжение до 70-90 вольт;
- ток выпрямляется вторым выпрямителем и постоянный ток подается на электрод и заготовку;
- зажигается электродуга, кромки заготовки оплавляются, плавится и электрод, образуя облако защитных газов и пополняя сварочную ванну;
- после остывания материала шва образуется неразъемное соединения высокой прочности и долговечности.
Теперь становится понятно, что значит инверторный: это преобразователь с двукратной инверсией (от латинского inversio переворачивание, перестановка) напряжения из переменного в постоянное и обратно.
Преобразование тока на высокой частоте позволило во много раз снизить вес и габариты трансформатора. Управление процессом на каждом этапе с помощью электронных схем позволило обеспечить высокую стабильность напряжения на выходе, независимость его от перепадов в питающей электросети (в определенных пределах) и исключило негативное влияние самого инвертора на скачки параметров этой сети. Кроме того, сварочные инверторы обеспечивают высокую стабильность дуги, облегчают ее розжиг и препятствуют «залипанию» электрода.
Устройство сварочного выпрямителяю. Низкочастотный трансформатор орпеделяет громоздкие габариты и большой вес устройства.
Это основные отличия инвертора от сварочных выпрямителей. На базе инверторного источника тока строятся и сварочные полуавтоматы, подающие в рабочую зону сварочную проволоку вместо стержневого электрода.
Если же параметры электросети гуляют существенно ниже, чем 180-190 вольт, то обычный инвертор уже не может компенсировать такое падение напряжения. Зачастую в удаленных районах оно падает и до 150 вольт.
В этом случае на помощь приходят инверторы, способные работать на пониженном напряжении. в их конструкции есть два блока, призванных исправить положение:
- стабилизатор с расширенным диапазоном он поддерживает заданное выходное напряжение, несмотря на колебания на входе;
- корректор коэффициента мощности: электронная схема, адаптирующая работу всего аппарата к изменившимся условиям электропитания.
Эти блоки не совершают чудес и не нарушают закона сохранения энергии. Если на входе будет ниже 135 вольт, работать сварочным аппаратом не удастся.
Кроме того, использовать можно будет только самые тонкие электроды или проволоку.
Корректор будет пытаться сохранить мощность, отдаваемую в дугу, на прежнем уровне.
Весьма полезен такой блок и при работе от бытового генератора или через удлинитель длиной свыше 40 метров, на котором наблюдаются большие потери.
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Зачем нужно знать и соблюдать ПН – продолжительность нагрузки сварочного аппарата? Как не допустить перегрузку инвертора и его поломку? Как эксплуатировать инвертор с учетом ПН?
Как правило, в описаниях сварочного инвертора (паспортах, инструкциях, рекламных проспектах) указывается номинальный сварочный ток в амперах при соответствующем значении ПН (продолжительности нагрузки) в процентах. Номинальный сварочный ток – это ток, при котором инвертор будет работать без перегрузки и не будет перегреваться, с учетом соблюдения ПН (%), т.е. в повторно-кратковременном режиме.
■ Продолжительность нагрузки – ПН (%) сварочного инвертора или продолжительность включения – ПВ:Большинство сварочных источников – выпрямители и инверторы в частности, работают в повторно-кратковременном режиме. Это значит, что период работы под нагрузкой (сварка) чередуется с периодом работы без нагрузки (на холостом ходу, режим паузы). Эти периоды повторяются и образуют сварочный цикл. Повторно-кратковременный режим характеризуется Продолжительностью нагрузки ПН (%). Значение ПН определяется делением времени работы инвертора под нагрузкой (время сварки – Тсв.) на общее времени цикла сварки (время сварки Тсв. + время паузы Тпаузы), в процентах.
За время цикла сварки обычно принимается 5мин., для промышленных выпрямителей или инверторов – 10 мин. ПН инвертора может быть, 20, 30, 40, 60 или 100%, с учетом этого значения определяется
номинальный сварочный ток. Производитель может указывать несколько значений номинального тока при соответствующих значениях ПН%, например для инвертора Форсаж-200: 200А – 40% 160А – 80% 140А – 100%
Пример: У популярного инвертора БАРС Profi ARC-207D номинальный ток при ПН=60% будет 200А, при ПН=100% – ток 160А. (при цикле сварки 5мин). Вы можете работать на номинальном сварочном токе 200А в течение 3-х минут электродами 5мм, а время паузы должно быть не менее 2 мин (ПН=60%). На сварочном токе 160А инвертор может работать в длительном (непрерывном) режиме (ПН=100%) электродами 4мм. Как правило, для оборудования российского производства ПН рассчитывается при температуре окружающего воздуха 25°С, для азиатской и европейской техники – при температуре 40°С. Считается, что на практике работать в режиме ПН=100% невозможно, т.к. всегда необходимо технологическое время для смены электрода, осмотра шва, удаления шлака, позиционирования деталей, физиологических перерывов, отдыха и т.д. Научно обоснованное ПН, при котором сварщик физически может работать в течение смены – не более 60%. Поэтому для профессиональных аппаратов ПН=60% на номинальном токе более чем достаточное,
Для большинства моделей европейского производства ПН=30% это норма, т.к. оборудование редко используется на полной мощности в длительном режиме. Значение ПН = 30-40% на максимальном токе никого не должно смущать.
Например, у инвертора БАРС MiniARC-200D, ПН=35% при токе 200А. При этом с уменьшением температуры воздуха ПН источника увеличивается, так как улучшается его охлаждение. При температуре 15º С продолжительность нагрузки этого инвертора будет уже примерно 50%, а на токе 160А – около 60%. Инвертор может работать электродом 4мм в режиме: 3 минуты – сварка, 2 минута – пауза при условии, что длина сварочных кабелей не превышает 3-5м. Этого вполне достаточно для работы в бытовых условиях. Поэтому, выбирая недорогой бытовой инвертор, можно ориентироваться на показатель ПН=30%, если модель, производитель и бренд вызывает доверие.
Ряд недобросовестных производителей завышают паспортные данные тока и ПН%, в результате чего инвертор либо не обеспечивает нужный ток, либо работает с перегрузкой, перегревается и выходит из строя. Это характерно для дешевой бытовой техники. Будьте внимательны! Рекомендуем Вам кроме рекламных материалов читать паспорта, заводские таблички на корпусе аппарата, а также изучать отзывы о работе инверторов.
Как выбрать производителя сварочного инвертора
Теперь вы знаете, как выбрать сварочный инвертор по технических характеристикам. Остается самая сложная задача: выбрать марку аппарата, а вернее, производителя.
Китайские сварочные аппараты или ?
В категории бытовых сварочных инверторов практически все агрегаты родом из Китая. Есть совсем неизвестные никому марки, есть работающие годами и заработавшие определенный авторитет. Известные китайские марки — это, как правило, оборудование, выпускаемое солидными заводами, оснащенными современным оборудованием.
«Хозяевами» бренда бывают европейцы, американцы и даже россияне, а производственные мощности размещены в Китае. Эта схема уже давно отработана и хорошо известна. Потому в последнее время в описаниях аппаратов появилось даже две строки: «родина бренда» и «страна изготовитель». Назвать эти инверторы «китайскими» вроде, и не совсем правильно, но произведены то они там. В общем, решать вам.
Известные на рынке китайские инверторные сварочные аппараты имеют не самые низкие цены. Зато они проверены, и у большей части есть сеть сервисных мастерских или договор на ремонт с какой-то из аналогичных служб. Вот несколько таких марок, которые имеют в основном, неплохие отзывы:
- Сварочные инверторы Ресанта. Родина бренда — Латвия, производитель — Китай. Есть три линейки: САИ — модели с максимальным сварочным током от 140 А до 250 А, напряжение питания от 170 В до 250 В. Цена от 6,5 тыс руб за САИ 140, до 14 тыс. руб. за 250 амперную модель.
- САИ ПН — модели, работающие на пониженном напряжении — от 150 В. Цена от 11 тыс. руб. за 160 амперный агрегат, до 18-19 тыс. руб за мощность 250 ампер.
- САИ К — компактные модели, имеющие меньший вес и габариты, а характеристики как у САИ. По цене от 7,3 тыс. руб за 160 амперный аппарат, до 12 тыс. руб за 250 А. Сварочные инверторы Ресанта линеек САИ, ПН (пониженное напряжение) и К (компактные) (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
- Бытовые модели ARS 165, ARS 205;
- Сварочные инверторы Fubag (Фубаг), родина бренда — Германия, производитель — Китай или Франция. Серию IN собирают во Франции, а серию IR в Китае. Допустимое отклонение в питающем напряжении 220 В +/- 15% (190 — 250 В). Серия сварочников Fubag IN может работать в MMA и TIG режиме (сварка в аргоновой среде, для режима ТИГ нужен специальный комплект оборудования — покупается дополнительно). Цена от 11,8 тыс рублей за аппарат мощностью 16 Ампер, до 18 тыс руб. за мощность 220 ампер.
- Серия инверторнызх сварочных аппаратов IR — это только сварка MMA, есть функции «антизалипание» и «горячий старт». Цена от 7 тыс. руб. за 160 амперный и до 9,5 тыс. руб за 220 ампер.
- Еще один представитель российских инверторов, выпускаемых в Китае — инверторные сварочные аппараты «Кедр». Серия «Кедр MMA» — работают только с плавящимся электродами. Есть функция «горячий старт» и «антизалипание». Цены от 7,5 тыс. руб. за самые маломощные (170 Ампер) и до 9,5 тыс. руб. за агрегат мощностью 220 Ампер.
- Серия «Кедр ARC» агрегаты профессиональной серии, в них присутствует еще функция стабилизации дуги, цена от 10,5 тыс. руб за агрегат мощностью 160 ампер, и до 28 тыс. руб за 400 амперный агрегат.
- Сварочные инверторные аппараты «Интерскол». Это еще один бренд родом из России, выпускающий аппаратуру в Китае. Особенность комплектации: вилка подключения к электросети не входит в комплект. Заявлено, что работает аппарат при питании от 140 до 240 В. Есть две линейки: «Интерскол ИСА, для MMA (ручной электродуговой сварки плавящимся электродом). Цены от 6,5 тыс. руб. за аппарат выдающий 160 ампер, до 10 тыс. руб. за мощность 250 ампер.
- Серия Интерсокл ИСП — кроме сварки ММА может работать в режиме MIG/MAG (в среде инертных или защитных газов). Цена за ИСП 160 ампер — 19 тыс. рублей, за ИСП 200 ампер — 21 тыс. руб.
- Сварочные инверторы FoxWeld («Фоксвелд») — китайского производства. Неплохие характеристики, широкий выбор. Есть несколько линеек бюджетных сварочников для дачи, работающих на пониженном напряжении. FoxWeld Дачник — цена от 7,2 тыс рублей за агрегат мощностью 160 А. Цифровой дисплей с крупными цифрами облегчает восприятие информации. Напряжение питания — 180-240 В, правда не самые хорошие показатели работы на максимальном токе: ПВ 40%. НАпряжение холостого хода 56 В.
- FoxWeld Корунд — При общих аналогичных характеристиках имеет лучшую вольт-амперную характеристику: напряжение холостого хода 78 В.
- FoxWeld Мастер может работать с комплектом аргоннодуговой сварки. ПВ на максимальном токе еще ниже: 35%. Есть функции «горячего старта» и «антизалипания», форсаж дуги.
Что такое ПВ?
Аббревиатура ПВ расшифровывается как продолжительность включения, а ПН, соответственно, как продолжительность нагрузки. Измерения производят по разным стандартам, что существенно сказывается на результатах. В Европе сварочники оценивают при температуре в 40 градусов и течение 5-минутного интервала. А вот в странах СНГ процесс диагностики проходит немного по-другому: при температуре в 20 градусов и на протяжении 10 минут. В Беларуси же мы чаще всего встречаемся с техникой, проверенной по стандартам СНГ, правда, знаменитая российская торговая марка Сварог указывает в технических характеристиках своей продукции, что ПН оценивается при температуре окружающей среды в 40 градусов.
Почему важен и одновременно не важен этот показатель
С одной стороны полностью игнорировать ПВ не стоит. Только представьте себе ситуацию, в которой вы — счастливый обладатель аппарата с продолжительностью включения в целых 20%. А на улице жара по +30. И в итоге у вас в распоряжение всего лишь меньше 2 минут для работы на максимальном токе, а затем длительный и мучительный «перекур» в ожидании, пока инвертор остынет. Согласитесь, не самый приятный расклад. Или другая ситуация: вы выбираете сварочник и не можете определиться между 2 моделями. Максимальный ток у них одинаковый, в вот ПВ — разный. Следовательно, тот, у которого продолжительность включения дольше, скорее всего, имеет более совершенные механизмы охлаждения. А значит у него и запас прочности внушительнее, и срок эксплуатации побольше выйдет. Все эти доводы крайне показательны. Но есть один крайне неприятный нюанс. Многие производители в последнее время, сражаясь за клиента, идут на очень некрасивые уловки. Так, например, многие недобросовестные разработчики прописывают ПВ в 90% или даже 100%, но при этом забывают пометить, что это не на максимальных токах, а на 100 А, например. Печально, но факт, доверять сегодня можно только проверенным маркам, таким как Сварог, EWM или ИТС.
Как работает аппарат?
Сварочные трансформаторы уже отходят на второй план. С появлением инверторов варить металлические конструкции стало намного проще. Их конструкция простая и легкая. Само оборудование можно легко поместить в небольшую сумку или автомобиль для перевозки, например, на дачу. При этому обучиться процессу сварки на инверторе намного проще, чем с использованием трансформатора. Этот прибор не требует таких усилий и специального обучения.
Перед тем, как начинать работу, рекомендуется разобраться с основными принципами работы данного оборудования. Принцип работы заключается в нескольких этапах преобразования электрического тока инверторного типа. Основной процесс выглядит следующим образом:
- Электрический переменной ток из основной сети во время прохождения через спираль преобразуется в постоянный, что позволяет стабилизировать дугу.
- Постоянный ток вновь преобразовывается в переменный. При этом его частота повышается в несколько раз.
- После этого понижается уровень напряжения электрического тока до наиболее оптимального значения. В результате этого позволяется достичь максимального значения силы тока.
- После этого выпрямляется уровень напряжения в сети.
Такой принцип работы позволяет существенно уменьшить преобразовательные блоки, чем у трансформаторов, что удобно для начинающего сварщика. За счет такой конструкции габариты всего оборудования достаточно небольшие, что позволяет легко купить такое устройство для дачи и использовать в домашних условиях.
Для того, чтобы начать сварочные работы, необходимо подключить электрододержатель к электроду, а зажим массы к свариваемой конструкции. После чего коснуться электродом детали, что приведет к электрическому замыканию и образованию дуги для сваривания. При плавлении электрода, обмазка с его поверхности сгорает, и защищает сварочную ванну от доступа кислорода. Этот разряд вырабатывает достаточно тепла, чтобы расплавить любые металлы, а толщина будет зависеть от силы сварочного тока.
Электрод необходимо удерживать на расстоянии нескольких миллиметров от обрабатываемой поверхности. В результате высоких температур, свариваемая деталь и пруток начинают плавится в месте прохождения электрической дуги и соединяются в монолитную конструкцию. Место соединения легко узнать по сварочному шву, с которого после работы нужно будет отбить шлак. Если хочется получить эстетически красивую деталь, сам шов следует обработать болгаркой.
Если следовать всем правилам сварки, шов не должен существенно отличаться от изначальной структуры металла. В некоторых случаях получается достичь более эффективного результата. Рассмотрим, какой сварочный аппарат лучше выбрать. Для этого рекомендуется изучить плюсы и минусы устройства.
Дополнительные функции инверторных сварочных аппаратов
Наличие или отсутствие сервисных функций не критично, но сильно облегчает жизнь, особенно новичку. Набор их обычно стандартный:
- «Горячий старт» HOT START — влияет на розжиг дуги. При розжиге подается дополнительный импульс, который позволяет легко начать сварку.
- «Форсаж дуги» — ARC FORCE — при резком приближении электрода к металлу автоматически увеличивается сила сварочного тока. Это не дает электроду залипнуть.
- «Антизалипание» — ANTI STICK — отключает питание при залипании электрода, включает после его отрыва. Удобная функция, особенно она актуальна для начинающих сварщиков.
Есть еще некоторые полезные функции. Например, индикация и автоматическое отключение при перегреве. Это полезное дополнение — не всегда можно уследить за временем, или индикатором перегрева. Автоматическое отключение спасает от перегорания и дорогостоящего ремонта.
Сварочный аппарат для ручной электродуговой сварки позволяет варить почти все металлы, кроме цветных
Обратите внимание на комплектацию: кроме сварочного аппарата обычно идет кабель притания (иногда он съемный, иногда стационарный), два сварочных кабеля — один с зажимом для крепления на деталь, второй — с держателем электрода. Лучше, если кабели легкие, гибкие и длинные. Но такая роскошь есть далеко не всегда. Чаще рабочие кабели имеют длину порядка 2 метров, что не всегда удобно. Рассматривая кабели, обратите внимание на то, как они заделаны, припаяны (лучше) или зажаты/завальцованы.
Обратите внимание на наличие гарантийного срока, а также на то, насколько близко к вашему дому/даче расположен ближайший сервисный центр. Отсутствие сервисной сети — тревожный знак. Это значит, что даже при гарантийной поломке ремонтировать вы его будете сами, за деньги. Не будете же вы отправлять на ремонт аппарат через половину нашей немаленькой страны…
Продолжительность нагрузки (ПН) сварочного инвертора. Что это и зачем его знать?
Параметр ПН/ПВ всегда указан в процентах и показывает время работы инвертора при десятиминутном цикле. Например, если ПН/ПВ равен 40% — это означает, что после 4 минут работы аппарату нужно будет передохнуть, охладиться в течении 6 минут до повторного запуска. Таким образом, цифра позволяет приблизительно оценить, сколько раз инвертор будет отключаться по перегреву при бесперебойной работе в течение длительного времени.
Нагрузка источника питания (далее по тексту ИП) для дуговой сварки имеет, как правило, переменный характер. Процесс сварки состоит из повторяющихся циклов в которых рабочий период чередуется с паузами необходимыми для замены электродов, подготовки к наложению следующего шва, подгонки деталей и т.д. Согласно стандартам различают три типовых режима работы:
- Длительный при неизменной нагрузке;
Так работают ИП для автоматической сварки и многопостовые источники.
- Чередующийся;
Рабочие периоды прерываются режимами работы на ХХ. В данном случае применяется понятие продолжительности нагрузки (ПН)
- Повторно-кратковременный
Рабочие периоды чередуются с периодами полного отключения силовых цепей ИП от сети.
В данном случае рабочий режим положено именовать как продолжительность включения (ПВ)
ПН/ПВ равно отношению времени работы аппарата к времени всего цикла. Длительность цикла принимается за 10 мин. Формула выглядит так:
Разница между ПН и ПВ
- Авторизуйтесь для ответа в теме
#1 Deputattt
Первый раз вижу аппарат с ПВ 100%, это как так.
- Наверх
- Вставить ник
#2 blazen79
ПВ(продолжительность включения) у всех аппаратов 100%, а вот ПН (продолжительность нагрузки) разные.
- Наверх
- Вставить ник
#3 AMBIVERT42
ПВ(продолжительность включения) у всех аппаратов 100%, а вот ПН (продолжительность нагрузки) разные.
Именно! ПВ справедливо для полуавтоматов. Для аппаратов РЭДС/РАДС применяют показатель ПН.
Лучше быть бараном среди мудрецов, чем мудрецом среди баранов.
- Наверх
- Вставить ник
#4 ARGONIUS
- Участник
- Cообщений: 2 578
- Город: Н.Новгород
- Наверх
- Вставить ник
#5 morgmail
ARGONIUS, сюда надо ещё и сваркостроителей пригласить.
П.С, Самопальщики, проходите мимо. Иначе они начнуть свои собственные числа тулить, дабы преукрасить возможности своих самопалов.
Сообщение отредактировал morgmail: 15 Март 2014 09:43
- Наверх
- Вставить ник
#6 ARGONIUS
- Город: Н.Новгород
- Наверх
- Вставить ник
#7 morgmail
Я тут спёр два мнения по этому поводу.
Отдельному рассмотрению подлежат составляющие элемента характеристики — ПВ(ПН)
Продолжительность включения (ПВ) или продолжительность нагрузки (ПН) в процентах — отношение времени работы под нагрузкой или охлаждения за определенный промежуток времени, при определенной температуре окружающей среды. (соотношение времени работы под нагрузкой и отдыха от перегрева). Принятое значение общего времени по Евростандарту составляет 5 минут при 40 градусах Цельсия, других странах и Росси 10 минут и при 20 градусах Цельсия. Оптимальное значение ПВ — около 60%, т.е. 6 минут работы и 4 минуты перерыва. Увеличение времени работы под нагрузкой приведет к срабатыванию тепловой защиты блока управления.
Иными словами, если включить аппарат на максимальную нагрузку, и засечь время через которое он отключится от перегрева, это и будет его ПВ. А так как ПВ измеряется в %, то это соотношение времени «работы» и «отдыха» сварочного аппарата.
Приводим пример если взять сварочный цикл 10 минут (а не 5 минут -евростандарт ), температуру окружающей среды 20 градусов (а не 40 градусов -евростандарт) и аппарат отключается через 5 минут, значит ПВ 50% (5 минут работаем 5 минут отдыхаем), если отключается через 3 минуты значит ПВ 30% (3 минут работаем 7 минут отдыхаем), если аппарат отключается через 6 минут, значит ПВ 60% (6 минут работаем 4 минут отдыхаем). Что это значит для нас в практическом смысле? ПВ 50-60% (сварочном цикле 10 минут и температуре окружающей среды 20 градусов) более чем достаточно для любых ММА сварочных работ на токах до 200А.
Что такое «ПВ» и на что этот показатель влияет?
— это продолжительность включения сварочного аппарата
, т. е. время его непрерывной работы. Данный показатель является одной из основных характеристик
сварочного инвертора
. ПВ всегда указывается в % исходя из 10-минутного сварочного цикла. Указывается на шильдике на задней панели аппарата. У всех сварочных инверторов (САИ) ПВ на максимальном токе составляет 70% (например, у САИ 220 ПВ составляет 70% именно при токе 220А), т. е. 7 минут аппарат работает, после чего в.теории ему требуется 3 минуты отдыха.
Обычный человек может неправильно понять данный показатель. Они говорят: «Что я успею сварить за 7 минут? А потом ему постоянно надо отдыхать 3 минуты?». НЕТ! ПВ
показывает продолжительность непрерывной варки. Семь минут варить непрерывно не возможно! Во-первых, потому, что электрод прогорит гораздо быстрее и пока человек меняет электрод, аппарат остывает. Во-вторых, после 3–5 минут процесса сварки обычно возникает необходимость подготовки деталей для дальнейшей работы и проверки сварочного шва — этого времени вполне хватает, чтобы САИ успел остыть. Именно поэтому при работе в бытовых условиях обычно достигается практически 100% ПВ — работа ведется непрерывно и качественного на протяжении всего дня!
Если всё же покупатель хочет приобрести сварочный аппарат, с большим показателем ПВ
, чем 70% (обычно это профессиональные сварщики или люди в возрасте, которые «где-то, что-то» услышали от соседа) ему следует просто рекомендовать покупку аппарата большего номинала, чем он выбрал. Т.к. 70% это на максимальном сварочном токе, при уменьшении значения на регуляторе данный показатель сразу растёт. Т.е., например у САИ 160 ПF3 на 160А составляет 70%, а у САИ 250 на те же 160А будет уже 100%, т. е. непрерывная работа (см. рис. 2).
Всегда обращайте внимание на показатель ПВ
! Он вам может очень сильно помочь в качестве позиционирования САИ. Так, например, что мы можем увидеть при рассмотрении Telwin САИ 165. ПВ на максимальном токе (150А) не указан вообще, есть данные только на 140А и показатель ПВ на этом токе составляет всего 7% (42 секунды. ). Это всего лишь то время из 10-ти минутного lfiacria, которое сварочник на этом токе находится в режиме работы. Неплохое обоснование в нашу пользу, да? Да, тут один человек из тысячи может поспорить по поводу температурных режимов, на которые считаются ПВ (об этом можете прочитать в любом источнике в Интернете). Но всё равно попытка обоснования будет звучать вяло!
Также, например, у аппаратов (Weld hWD-200) и «ДОН» (ДОН-230) реальный показатель ПВ практически в 3 раза ниже, чем заявленный: 13% и 12% соответственно при заявленных 35% на максимальном токе.
Важно: Помните, что показатель ПВ рассчитан на температуру окружающей среды +25°С, следовательно если человек работает аппаратом летом в жару при большей температуре, корпус аппарата дополнительно нагревается (соответственно показатель ПВ будет немного падать) и вероятность отключения сварочника по тепловой защите возрастает. Если вдруг температура подойдет к предельному показателю загорится индикатор перегрева на лицевой панели САИ и аппарат отключится и включится только после остывания.
Выбор сварочного инвертора для дома и дачи
В зависимости от класса, сварочные инверторы бывают бытовыми, полупрофессиональным и профессиональными. Первые доступны по цене и сгодятся для несложных работ и периодического использования. Профессиональные (универсальные) инверторы предназначены для ежедневной многочасовой эксплуатации. Золотой серединой можно назвать полупрофессиональные агрегаты. Сегодня я расскажу, какие технические параметры заслуживают внимания при выборе.
Как выбрать инверторный сварочный аппарат для дома по току
В первую очередь советую выбрать максимальный сварочный ток (единица измерения – Амперы, обозначение – Imax). Дело в том, что от тока зависит толщина металла, с которым можно будет работать. Скажем, для варки швеллера, уголка и прочего черного металла до 1 см, хватит инвертора на 160-180 А.
Если придется работать с большей толщиной, нужны все 200 А. В быту практически не используются листы толще 2 см, поэтому ток на 250 А – это явный перебор для дачи и дома. Не стоит переплачивать за лишнюю мощность, лучше отдать эти деньги за технику более высокого класса.
Минимальный ток нужен при работе с нержавейкой, сталью до 2 мм. Обычно нижний предел составляет 10 А, но есть экземпляры, у которых минимум рассчитан на 30-40 А. Такие агрегаты хороши, когда для тонких металлов есть отдельный сварочный полуавтомат.
Проверьте регулировку силы тока. Оптимальные настройки режима для конкретного металла и электрода даёт плавная регулировка.
Yandex.RTB R-A-1479455-2 Как выбрать сварочный инвертор для дома или дачи, если марок насчитываются десятки?
Важные параметры
Прежде чем начинать работу, надо понимать, с какими величинами предстоит иметь дело. Основные параметры, влияющие на режим сварки:
- сила, вид и полярность в случае применения постоянного тока;
- напряжение электрической дуги;
- толщина сварочной проволоки;
- количество проходов;
- скорость сварки.
Второстепенными факторами, влияющими на характеристики соединения, можно назвать состояние свариваемых деталей, форму кромок, марку, тип и толщину обмазки электрода. Определенное влияние оказывает выбор вида сварочного шва.
Самым ответственным является расчет режимов при автоматической сварке. Часть характеристик выставляют по готовым таблицам, а часть приходится определять по формулам, заложенным в инструкциях на аппаратуру. Каждому оборудованию соответствуют свои таблицы, отработанные опытным путем.
Что такое ПВ?
Аббревиатура ПВ расшифровывается как продолжительность включения, а ПН, соответственно, как продолжительность нагрузки. Измерения производят по разным стандартам, что существенно сказывается на результатах. В Европе сварочники оценивают при температуре в 40 градусов и течение 5-минутного интервала. А вот в странах СНГ процесс диагностики проходит немного по-другому: при температуре в 20 градусов и на протяжении 10 минут. В Беларуси же мы чаще всего встречаемся с техникой, проверенной по стандартам СНГ, правда, знаменитая российская торговая марка Сварог указывает в технических характеристиках своей продукции, что ПН оценивается при температуре окружающей среды в 40 градусов.
Продолжительность непрерывной работы сварочного аппарата: в чем суть?
Перейдем непосредственно к сути и смыслу показателя. Допустим, приобретенный инвертор российского производителя обладает ПВ стандартным значением 60%. Это означает, что при максимальной силе тока его можно использовать на протяжении 6 минут из 10-тиминутного цикла. Затем оборудованию нужно 4 минуты для остывания.
Напомним, таковы рекомендации производителя при температуре окружающей среды +20 °С. Что это означает практически? Если работа осуществляется в летнюю жаркую пору, когда на термометре температура +30 °С или больше, то время непрерывной эксплуатации инвертора снижается. Если же температура ниже установленного показателя замера (+20 °С), то эксплуатировать аппарат на максимальных значениях можно несколько дольше.
У продукции европейских брендов (например, EWM, Esab, Foxweld, Telwin и другие) подход к оцениванию эффективности и времени непрерывной работы инвертора будет иным. Они проверяются при температуре, почти недостижимой в условиях Средней полосы России и тем более северных и континентальных областях страны. Поэтому фактическое время работы прибора на максимальном токе можно повышать через определенный коэффициент. Его можно определить как отношение теоретической расчетной температуры (+40 °С) к реальной (например, +25 °С). Таким образом, длительность работы без необходимости охлаждения на практике в подобных условиях растет.
Угол наклона электрода
К понятию режима сварки относится угол наклона электрода. Во время работы электрод относительно шва располагается с отклонением от нормали примерно на 10 градусов в любую сторону. От положения сварочной проволоки относительно стыка заготовок зависит глубина и ширина шва.
Если сварку производят углом вперед, то глубина уменьшается, а шов становится шире. Это связано с тем, что дуга как бы нагоняет волну расплава перед собой, через которую приходится расплавлять металл изделия.
Если выбран режим сварки углом назад, то расплав выгоняется в конец ванны. Электрическая дуга воздействует непосредственно на свариваемые изделия. Этот режим электродуговой сварки делает более глубокое проплавление стыка и одновременно уменьшает ширину соединения.
Длина рабочей части электрода тоже имеет значение. Чем он длиннее, тем сильнее он разогревается и расплавляется, что уменьшает ток, соответственно уменьшается глубина ванны. Особенно это проявляется при использовании тонкой сварочной проволоки.
Параметры сварки
Перед тем как выбрать нужный режим сварки, необходимо точно определить состав металлов, толщину и тип конструкции. После получения данных устанавливают подходящий режим. Всего факторов, от которых зависит качество сварки, много, поэтому их разбили на две группы: основные и второстепенные.
Основные
От этих параметров зависит количество энергии, а также способ ее передачи на поверхность металла. К основным параметрам режима сварки относятся:
- величина тока, полярность и род;
- диаметр электрода;
- длина дуги сварки и напряжение;
- скорость движения вдоль шва;
- количество проходов.
От каждого из параметров зависит формирование шва. Изменяя тот или иной показатель, можно получить более надежное соединение. Вкратце рассмотрим некоторые пункты.
- От силы тока зависит, насколько интенсивно расплавляется материал. Чем выше показатель, тем производительнее сварка. Если установить слишком большую силу тока, не взяв достаточный диаметр электрода, тогда качество снизится. И наоборот: при низких показателях силы тока сварная дуга может обрываться, из-за чего появятся непровары.
- Под полярностью тока подразумевают направление движения энергии — от катода к аноду или обратно. Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.
- Важно, чтобы расплавляемый материал успевал заполнить шов и делал это равномерно. В противном случае прочность снизится.
Дополнительные
К второстепенным параметрам относятся:
- вылет электрода;
- материал и толщина покрытия электрода;
- температура свариваемых деталей;
- положение заготовок;
- форма кромок;
- качество подготовки поверхности.
Характеристики электрода
Габариты электрода взаимосвязаны с размерами изделий, видом кромок. Если толщина свариваемого сплава равна 3-5 мм, то сварочная проволока должна быть 3-4 мм.
При сваривании толстостенных заготовок требуется делать много проходов. В первый раз проходят электродом диаметром не более 4 мм. При производстве потолочного шва тоже рекомендуют использовать проволоку толщиной не больше 4 мм.
Обычно на упаковке электродов имеется таблица, в которой указывают наиболее предпочтительные режимы. При диаметре 1,5-2 мм рекомендуемый ток сварки 30…45 А, 3 мм – 65…100 А, для 3-4 мм – 100…160 А, и так далее. Разброс связан с видом сварки и толщиной сплава.
При толщинах свариваемого сплава 1-2 мм рекомендуется использование сварочной проволоки диаметром 2-3 мм, при толщине 3-5 мм – 3-4 мм, толщина 4-10 мм – диаметр 4-5 мм, если толщина 12-24 мм, то используют 5-6 мм электрод. Выбирая режим, необходимо учитывать положение детали или шва в пространстве, также на выбор влияет количество проходов.
ПН/ПВ =tраб./tцикла *100%
Для большинства сварщиков-профессионалов, не говоря уже о любителях, понятие режима работы сварочного аппарата является не очень понятным. Данная характеристика должна показать, как поведет себя сварочный аппарат при работе на максимальном токе и температуре +40 градусов. Сварщики профессионалы, выбирая аппарат для работы, смотрят на ток длительной нагрузки, который обозначен на шильде аппарата в графе ПН 100%. Опираясь на цифры в данной графе, эксперт в сварке может представить, будет ли достаточно заявленного производителем тока для решения тех задач, которые стоят перед сварщиком. Если токовые режимы, указанные в графе 100% совпадают или превосходят предполагаемые токи необходимые для выполнения конкретных задач, значит аппарат в процессе работы не будет перегреваться и уходить в защиту.
Для бытового использования высокие значения ПН не столь важны, поскольку для работы по дому аппарат редко используется на пределе своих возможностей, да и нагрузки носят скорее кратковременный характер. Заявленные данные по режиму работы инвертора являются результатами изысканий разработчиков оборудования. Необходимый ПН или ПВ закладывается в расчете при проектировании. В соответствии с поставленной задачей по продолжительности нагрузки инженеры подбирают компоненты сварочного аппарата. В расчет принимается множество нюансов. Например, теплостойкость изоляции проводов, размеры и число охлаждающих радиаторов, номиналы температурных датчиков, места их установки. Инженеры просчитывают наиболее теплонагруженные узлы и проверяют, как они будут влиять на режим работы инвертора в процессе длительной эксплуатации.
Выбор подходящего режима
Увидев, какие параметры режима бывают в целом, перейдем к настройкам каждого в отдельности.
Отношение силы тока к толщине электрода
Диаметр электрода подбирают, основываясь на толщине свариваемого шва и метода сварки. Так, для металла толщиной 3-4 мм подойдет электрод 3 мм. Многопрофильные детали сваривают в несколько проходов, вначале применяют электрод 4 мм.
Важно! Если взять электрод с меньшим диаметром, тогда шов не будет заполненв должной мере, что снизит прочность соединения.
Выбрав электрод, обращаются к таблицам для определения необходимой силы тока. На тот же диаметр 3 мм рабочий показатель составляет 65-100 А. Кроме того, если приходится вести вертикальную сварку или шов над головой, диаметр электрода не должен быть меньше 4 мм. При горизонтальной сварке силу тока снижают на 15-20 %.
Длина дуги
Под этим параметром подразумевается расстояние от конца электрода до предмета. Показатель зависит от размера выбранного электрода и дан в таблицах. Для качественного провара необходимо добиться единого значения на всей протяженности шва. Человеку проследить за равномерностью показателя сложно, нужен опыт. Так, для электрода 4 мм длина дуги составляет 4,5 мм, и сохранить это расстояние сложно. Чтобы автоматизировать процесс, применяют сварочные каретки.
Скорость провара
При проведении сварочных работ важно, чтобы расплавленный металл заполнял ванну. Должен получиться равномерный переход, покрытие кромок, шов без подрезов, наплывов. При этом рекомендуемая ширина шва в 1,5-2 раза больше диаметра используемого электрода. Если слишком превысить скорость сварки, металл не прогреется в достаточной степени и прочность будет потеряна.
Полярность и род тока
Многие модели сварочных аппаратов переводят бытовой переменный ток в постоянный. При этом важно не ошибиться с полярностью, направлением течения электричества. Базовая полярность подразумевает подключение детали к «+», а электрода – к «-». В зависимости от свойств применяют выбранный параметр режима.
- Прямая полярность подойдет для сварки чугуна, низко- и среднеуглеродистой стали толщиной более 5 мм.
- Обратная полярность выбирается при соединении низкоуглеродистой стали и тонколистовых конструкций.
Наклон электрода и его длина
Положение электрода влияет на качество проварки шва. В большинстве случаев электрод держат перпендикулярно заготовке и двигаются углом вперед. Такой метод дает возможность увеличить ширину шва. Если же угол будет больше 90°, тогда направление меняют. Это положение помогает полностью заполнить глубокую ванну.
Вылет электрода зависит от его диаметра и силы подаваемого тока. Чем больше длина, тем медленнее происходит нагрев.
Наклон заготовок
Для нормального заполнения шва рекомендуется наклонять детали под углом 8-10°. В противном случае либо могут получиться непровары, либо расплавленный металл будет стекать. При соединении труб изменить угол наклона шва невозможно, поэтому сварку производят по направлению сверху вниз.
Прежде чем приступить к работе, необходимо получить все данные по свариваемым деталям. После этого можно сделать правильный выбор режима сварки. Рекомендуем грамотно настраивать аппарат, выбирать электроды и вести сварку с нужной скоростью. Если примените советы из статьи, соединения будут прочными и надежными.
Как проверяют ПН/ПВ?
Рассчитать ПН инвертора могут только инженеры на этапе проектирования источника. В условиях лаборатории можно только подтвердить исходные данные, заявленные производителем, либо опровергнуть их. Посчитать ПН конкретного аппарата, опираясь на данные, полученные во время испытаний, можно только условно и очень приблизительно. Существует метод проверки работы ИП. Он обозначен в ГОСТ Р МЭК 60974-1-2012 и подразумевает нагружение источника максимальным током заявленным производителем. Данный способ позволяет подтвердить или опровергнуть заявленные значения режима работы достаточно быстро. Однако он связан с привлечением дополнительных калиброванных приспособлений для имитации работы аппарата под нагрузкой, приборов контроля температуры в определенных точках и т.д. Среди важных параметров данной проверки следует отметить время испытания, которое согласно стандарту должно составлять 10 мин, а также температуру внутри термокамеры в 40 о С. Два этих параметра позволяют получить данные с едиными исходными условиями.
Стоит сказать пару слов о том, почему единый стандарт времени и температуры так важен. Некоторые производители в маркетинговых целях стремятся увеличить значение ПН/ПВ и указывают данные для пятиминутного цикла. Например, аппарат с циклом испытаний 5 минут заявляется как инвертор с ПН 40%. По факту, если перевести данное значение в систему координат, регламентированную ГОСТ Р МЭК 60974-1-2012 ПН составит 20% (при цикле 10 мин). Та же история с температурой. В ГОСТе значение данного параметра испытания обозначено в 40 о С. Если температуру в термокамере понизить до (20 -25) о С , то ПН вырастет в 2 раза и составит 80%. То есть инвертор с реальным ПН 40% при температуре 20 о С сможет простоять под нагрузкой более 8 мин. И при этом не перегреться. Этим «финтом» , кстати, часто пользуются недобросовестные производители сварочного оборудования. Указывая ПН при 20 о С или для 5-минутного цикла испытания можно получить гораздо более красивые цифры никак не меняя при этом реальный режим работы инвертора. Поэтому при покупке аппарата нужно уточнять, насколько данные, указанные на инверторе соответствуют требованиям ГОСТ.
Влияние тока
Выставляя режим, подбор силы тока делают по таблицам. Ток зависит от толщины свариваемых изделий и сварочной проволоки. Точную юстировку делают по виду дуги и шва. Необходимо понимать, чем сильнее ток, тем температура под основанием дуги будет выше и это скажется на быстроте сварки.
Режим сварки при сильном токе и чрезмерно тонком сварочном проводе вызовет перегрев и разбрызгивание металла. Если заготовки тонкие, то часто при таком режиме происходит их прожигание.
При слабом токе дуга становится неустойчивой или вовсе обрывается. Шов получается некачественный, появляются непроваренные участки. Такой режим не стоит выбирать.
Необходимо учитывать, что глубина сварочной ванны зависит от вида тока. Если используется аппарат на постоянном токе, то глубина провара у него будет на 15 % больше, чем у переменного.
Сварка в режиме постоянного тока тоже имеет свои особенности. Так, при прямой полярности глубина кратера получается на 40% меньше, чем при использовании обратной полярности.
Прямая полярность – это когда электрод подсоединен к клемме инвертора со знаком «-», а соединяемые изделия к клемме со знаком «+». При обратной полярности все подключается наоборот.
При прямой полярности может применяться электрод с кальциево-фтористой обмазкой, позволяет варить низко и среднеуглеродистую сталь, чугун.
Инверторный режим (обратная полярность) используется, когда необходимо варить низкоуглеродистые и низколегированные стали, тонколистовые детали.
От положения свариваемого стыка в пространстве изменяется и ток. Так, при горизонтальном шве табличные значения рекомендуют уменьшать на 15-20%.
Продолжительность включения (ПВ) как средство манипуляции покупателем
Как мы видим, продолжительность включения при максимальном токе для инвертора является с одной стороны довольно важным показателем. Представьте ситуацию, при которой Вы выбираете две похожие модели сварочного аппарата. Ряд характеристик включая максимальный ток у них почти аналогичны, а вот ПВ различается. Разумно предположить, что система охлаждения той модели, у которой ПВ выше, является более совершенной и эффективной. Это положительно сказывается на оперативности выполнения сварочной задачи, надежность и общем сроке эксплуатации оборудования.
НО! Далеко не всегда стоит ориентироваться в таких случаях на этот показатель. И тому есть ряд причин, которые однозначно заслуживают того, чтобы их приняли во внимание. В число таких причин входят:
- Манипуляции с замерами со стороны производителей. Особенно малоизвестные изготовители оборудования часто грешат с этим показателем. В паспорте к бытовому инвертору, обладающим ПВ в 80-90%,маленьким шрифтом может быть прописано «замеры произведены при 100 А). То есть, не при максимальном выдаваемом токе, а при другом значении амперности, нагружающем прибор ощутимо менее интенсивно.
- Редкая работа сварщика на максимальном токе. Это обстоятельство может значительно повысить время непрерывной работы инвертора без необходимости в перерыве на его охлаждение.
- Значительный показатель ПВ нужен далеко не для всех видов сварки. Как правило, стандартного электрода хватает не более чем на минуту с небольшим непрерывного горения. Таким образом, сварщику наверняка придется прерываться, чтобы заменить его, проверить качество выполненного шва или произвести зачистку его поверхности. А в этом время инвертор будет остывать. Поэтому продолжительности включения при максимальном токе даже в 50% вполне достаточно для выполнения большинства бытовых задач по сварке.
Как Вы сами можете убедиться, показатель ПВ не является приоритетным для выбора бытовых сварочных аппаратов. При подборе профессионального сварочного оборудования для того или иного производства на первый план и вовсе выходят совершенно другие критерии.
Соответствующие выводы покупатели сварочной техники могут делать самостоятельно. А в случае поиска соответствующей высокотехнологичной продукции для своих нужд рекомендуем искать ее в нашем интернет-магазине.
Длина дуги и качество шва
Длина дуги влияет на качество соединения. Важно, чтобы она была одинаковой на всем протяжении шва, расстояние между концом сварочной проволоки и гранью детали должно равняться ее толщине.
Режим сварки при слишком короткой дуге приводит к прожигу или прилипанию электрода. Режим при длинной дуге вызывает ее гашение и непровары. Контроль длины дуги можно осуществлять по издаваемому ею звуку.
Оптимальной считается ширина сварного шва равная 1,5-2 диаметрам проволоки. При этом должен образовываться небольшой валик по линии соединения без наплывов от расплавленного электрода. Оптимальный шов зависит от скорости сварки, толщины изделия и ширины шва.
Режим сварки, при котором держак с электродом движется очень медленно, приводит к чрезмерному накоплению в сварочной ванне жидкого металла, который будет расплескиваться и препятствовать нормальному провару стыка.
Слишком быстрое перемещение держака вдоль шва приведет к непровару, он может потрескаться или деформироваться после остывания.
Если будет образовываться ванночка шириной в 1,5-2 диаметра проволоки, глубиной до 6 мм и длиной 10-30 мм, то это говорит об оптимальной скорости сварки для данного конкретного материала и вида соединения.