Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.
Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
ПРАВИЛА ПРИЕМКИ
3.1 Припои принимаются партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя
требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
3.2 Внешнему осмотру подвергают каждую чушку партии.
3.3 Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек в начале, середине и конце разлива плавки.
На предприятии изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
3.4 При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от этой же партии.
Результаты повторных испытаний распространяются на всю партию.
О составе ПОС
В ПОС-40 — 40 % олова, а в ПОС-61 — около 61 % олова. Все остальное – это свинец и дополнительные примеси. По внешнему виду можно определить, какой перед вами припой. Матовый и темный припой содержит больше свинца. Светлый и блестящий — больше олова. Лучше всего это можно увидеть в сравнении.
Прочность припоя зависит на ряду с легированием сплава от паяемого металла. Для пайки цинка или меди в ПОС добавляют немного цинка или меди соответственно. Что снижает химическую эрозию металла и повышает поверхностную прочность соединения.
Легирование ПОС
Эксплуатационные характеристики припоя можно улучшить с помощью легирования следующими веществами:
- Пластичность, стойкость к термоциклированию становится лучше за счет добавок серебра, индия, лития, марганца, висмута.
- Устойчивость к коррозии припоя улучшает никель и медь.
- Увеличению жаропрочности способствует кобальт, кремний, цирконий, гафний, ванадий, вольфрам, ниобий.
- Припой становиться прочнее если добавить бор, железо, никель, кобальт, цинк, кремний.
- Добавка серебра, меди, цинка, кадмия, сурьмы и алюминия улучшает адгезию припоя.
ПОС 61
Температура плавления пос 61 составляет 183 градуса, что является начальной точкой. Полное расплавление достигается при температуре около 190 градусов, что позволяет работать с ним при помощи любого бытового паяльника или профессиональной паяльной станции. Температура пайки равна 240 градусам. Это самый низкоплавкий припой из всей группы оловянно-свинцовых припоев.
Состав
Данный присадочный материал относится к категории мягких, имеет в своем составе 61% олова, 38−39% свинца и может содержать допустимый процент примесей в виде сурьмы, никеля, железа серы и висмута.
Внутри оловянно-свинцовой группы данный материал является наиболее чистым по составу припоем и больше подходит для электромонтажа и лужения, так как из-за содержания в нем меди снижает скорость растворения медных проводов и дорожек и меньше изнашивает жало паяльника, а относительно низкая температура плавления не повредит печатную плату.
Характеристики материала
- Температура начала плавления 183 градуса.
- Температура расплава 190 градусов.
- Плотность 8.5 г/куб см.
- Удельное сопротивление — 0.139мкОМ/м.
- Предел прочности — 4.3 Мпа.
Выпускается в нескольких разновидностях, которые отличаются исключительно по внешнему виду:
- В виде проволоки — толщина сечения приблизительно 2 мм, наиболее удобный и распространенный вариант. Также может быть встречена проволока с флюсом внутри. Роль флюса выполняет сосновая канифоль, которая хорошо себя показывает при пайке электромонтажных соединений, так как не окисляет детали, в отличие от кислотных флюсов, после работы с которыми детали нужно тщательно промывать.
- В виде паяльной ленты — припой в виде очень тонкой длинной ленты. Идеально подходит для быстрой пайки скруток и лужения проводов. Как и проволока, бывает с флюсом и без него.
- В виде прутьев до 8 мм толщиной и приблизительно 40 см в длину. Данные прутики удобно использовать при пайке монтажных проводов и лужения жала паяльника. При желании их можно сделать самостоятельно, отливом в заранее изготовленные формочки.
Применение в быту и на производстве
Данный припой имеет широкое распространение как в быту, так и в промышленности. Дешевизна материала делает его очень доступным, а химический состав и технические свойства допускают его применение при решении многих поставленных задач.
Так, выше уже было сказано о том, что при помощи пос 61 удобно паять радиодетали, потому что низкая температура его плавления не повредит дорожкам печатной платы и радиокомпонентам, особенно микросхемам, которые могут выйти из строя при перегреве.
Также, с помощью этого материала можно проводить качественную пайку скрутки медных проводов, что активно применяется в электромонтаже, притом паять можно как паяльником, так и газовой горелкой. Помимо этого, пос 61 имеет очень хорошую текучесть и образует герметичные швы, что допускает его применение и при сварке между собой труб при помощи газовой горелки.
Но низкая температура плавления накладывает и некоторые ограничения на сферу его применения — его нельзя применять при работе с материалами, которые в последствии будут подвержены сильному нагреву. Это может привести к тому, что сварочный шов деформируется, или даже расплавится, что испортит всю работу.
МЕТОДЫ ИСПЫТАНИЙ
4.1 Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб – по ГОСТ 24231-80. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласий в оценке качестве партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
4.3 Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку № 08 по ГОСТ 6613-86 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
4.4 Химический состав припоев определяется по ГОСТ 1429.0-77 – ГОСТ 1429.15-77 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0-77 – ГОСТ 1429.11-77.
Разновидности
Условно припои можно разделить на твёрдые и мягкие. Температурная граница между ними составляет примерно 300 градусов. Мягкие припои плавятся при температуре ниже этой границы, а твёрдые, соответственно, выше. Помимо температуры плавления, твёрдые и мягкие припои различают по различной границе придела прочности. Для мягких эта граница находится ниже 100 МПа, а для твёрдых – выше.
Мягкие припои в большинстве своём представлены сплавом свинца и олова, в зависимости от процентного содержания которых и варьируется температура плавления. Чем больше олова находится в сплаве, тем температура плавления ниже. Твёрдые же состоят в основном из сплава меди и цинка или серебра с различными добавками. Припой оловянно-свинцовый ПОС 60 относится к категории мягких припоев.
Всё повышающиеся экологические нормы требуют исключить или минимизировать количество свинца в материалах, применяемых для пайки. Поэтому на рынок выходят бессвинцовые припои, в которых свинец полностью отсутствует. Он заменён другими металлами, такими как серебро, цинк, индий, медь.
Кроме высокой цены, такие припои имеют очень плохую смачиваемость или текучесть, поэтому пока что не получили большого распространения.
Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.
Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.
Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Читать также: Какое масло заливается в рохлю
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.
Процесс пайки
Объединение 2-х или более деталей с помощью пайки осуществляется для:
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов. С ее помощью из двух или более деталей образуется единая конструкция. Канифоль или спиртовой раствор канифоли выступают в качестве флюса при пайке ПОС.
Перед началом работы требуется правильно выбрать припой, исходя из:
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;
— его стоимости.
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Паяльная паста
Пайку наиболее часто осуществляют с использованием припоя и флюса. В целях качественного выполнения работы необходимо выбирать правильную марку сплава для каждой конкретной задачи.
Паста отличается от обычного припоя тем, что в ней содержится сразу два компонента: припой и флюс, что значительно ускоряет процесс спаивания деталей, особенно когда речь идет о smd элементах.
Любая паста представляет собой густую плотную смесь различных веществ. Она получила широкое распространение в промышленности. Производители электроники активно используют ее на своем производстве.
Разновидности паяльных паст.
В зависимости от состава пасты различают следующие виды:
- отмывочные;
- водорастворимые;
- галогеносодержащие;
- безотмывочные;
- без галогенов.
Ее свойства определяются типом флюса, который в нее добавляют. Если речь идет о первом типе, тогда там используется канифоль. Чтобы очистить изделие от такой пасты применяют растворитель.
Важно выбирать правильную пасту в зависимости от выполняемой работы. Например, если предстоит паять множество мелких деталей на плате, тогда лучше отдать предпочтение более густой пасте
Для качественной пайки необходимо произвести подготовительные работы. Плату следует очистить и обезжирить. Все контакты следует залудить, используя легкоплавкий припой.
При работе с smd элементами необходимо наносить тонкий слой пасты. В противном случае можно замкнуть контакты микросхем.
При использовании платы большого размера целесообразно использовать нижний подогрев. Это лучше всего осуществить с помощью паяльной станции. Также в этих целях можно использовать термофен или другие средства, чтобы обеспечить нагрев до 150°С. Если об этом не позаботиться, тогда ее может «повести».
После окончания работы все излишки пасты удаляются, что можно легко осуществить с помощью паяльника с различными насадками.
Недостатки
- Сложен в применении, так как требует от мастера большого опыта работы;
- Для работы необходимы специальные инструменты, которые не всегда имеются в хозяйстве;
- Применяется исключительно для твердоплавких металлов.
Разновидности
Припой для латуни из самой латуни. Зачастую это металл с небольшими добавками, которые помогают сделать температуру плавления немного ниже, но не менять существенно свойства. Он наиболее сложен в использовании, так как возникает риск перепалить основной металл. Тем не менее, это самый крепкий сплав, который дает соединение высочайшего качества.
Медно-фосфорные сплавы также используются как твердые припои для пайки латуни. Они обладают более низкой температурой плавления и удобством использования. Это один из наиболее популярных вариантов, так как сочетает в себе простоту и высокое качество, а также обладает антикоррозионными свойствами.
Припой с медно-фосфорными сплавами
Серебряные припои. Марки с низким содержанием серебра, около 40-60%, которые относятся к твердому типу. Они уступают по возможности выдерживать высокую температуру, но могут легко использоваться даже новичками. Стоимость их выше, чем у других марок используемых для данной цели.
Серебряные припои
Химический состав
Состав медно-фосфорных отличается от серебряных и выглядит следующим образом:
| Марка | Содержание элементов, % | ||
| Серебро | Медь | Фосфор | |
| ПМФ 102 | 2 | 91,3 | 6,7 |
| ПМФ 105 | 5 | 88,5 | 6,5 |
| ПМФ 115 | 15 | 80,2 | 4,8 |
Более мягкие марки, такие как ПОС 40, имеют в своем составе больше серебра, но при этом содержат массу других элементов, которые позволяют сохранить высокую крепость соединения.
| Элемент | Процентное содержание |
| Серебро | 40 |
| Кадмий | 28,5 |
| Цинк | 17 |
| Медь | 17 |
| Никель | 0,5 |
| Железо | 0,1 |
| Свинец | 0,05 |
| Висмут | 0,005 |
Технические характеристики популярных марок
Медно-фосфорные марки имеют следующие характеристики:
| Марка припоя | Температура плавления, Градусы Цельсия | Температура растекания,Градусы Цельсия |
| ПМФ 102 | 645 | 820 |
| ПМФ 105 | 630 | 780 |
| ПМФ 115 | 650 | 800 |
Параметры серебросодержащих имеют следующий вид:
| Наименование свойства | Значение |
| Температура плавления, градусов Цельсия | 590-610 |
| Сопротивление удельное, Ом | 70 |
| Удельная теплоемкость, Дж/кг градусы | 20 |
| Плотность, кг/см3 | 9250 |
Особенности выбора
Подбор материала зависит от цели спаивания. К примеру, проволока латунная для пайки используется в тех случаях, когда нужно соединять части металлоконструкций и ремонтировать появившиеся трещины. За счет своей формы и относительно небольшого диаметра она позволяет заполнить места глубокой поломки, а также не подвергать риску пропала металла. Данный материал подходит только для ответственных сооружений, а также рекомендуется применять только опытным мастерам.
Припой латунный с флюсом оказывается более удобным в применении, так что для больше комфорта стоит остановить свой выбор на нем. Здесь можно не использовать буру и прочие флюсы, так как они содержатся уже внутри. Такие варианты имеют более высокую стоимость, но это окупается во время использования, так как возникает меньшее количество брака.
Выбирая, каким припоем паять латунь, следует обратить на самый распространенный вариант – медно-фосфорные сплавы. Они сочетают в себе экономическое преимущество и высокую стойкость к воздействию высоких температур и физических нагрузок. Если нет необходимости в сверхвысокой прочности, то именно такие варианты, как припои серии ПМФ становятся наиболее оптимальным выбором.
Марки с высоким содержанием серебра используются для тех случаев, когда ответственность к соединению минимальная, или же нет инструментов, чтобы расплавить твердые марки при высокой температуре. Сам процесс соединения происходит намного быстрее, чем пайка твердым припоем другого типа.
Особенности пайки
Одной из главных особенностей является использование буры в качестве флюса. Без нее ничего может не схватиться и соединение будет на крайне низком уровне. Благодаря буре снимаются все пленки и налеты, а также улучшается проникновение присадочного металла в поры. Также стоит учитывать особенность высокой температуры расплавления. Здесь применяется только лишь газовая горелка, так как другими способами не удастся достичь нудного результата.
Производители
Данные изделия производятся как отечественными, так и зарубежными компаниями:
- BrazeTec;
- Castoline;
- Юнитор;
- УкриИнтерсСталь.
Припои и способы пайки материалов.
Применение свинцово-оловянных припоев только тогда может дать хорошие результаты, когда работающий правильно представляет процесс паяния и знает основные правила работы. В зависимости от назначения спаиваемых деталей или изделий швы пайки подразделяются на : прочные швы
(должны выдерживать механические нагрузки);
плотные швы
(не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы
(должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше. Иначе говоря, качество паяния зависит от скорости диффузии. Увеличению степени диффузии способствуют: наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует; предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы; паяние при температуре, близкой к температуре плавления спаиваемой детали; медленное охлаждение после паяния (в горячем песке, горячих углях). Замечено, что при спаивании деталей, покрытых гальваническим путем другими металлами, шов не получается такой прочности, как при спаивании чистых металлов или сплавов. Это наблюдается при всех гальванических покрытиях (никелем, хромом, оловом, кадмием). Наоборот, пайка по горячему лужению оловом или оловянно-свинцовыми сплавами дает всегда более прочное соединение, чем по чистому металлу. Этот пример подтверждает влияние степени диффузии на прочность шва при паянии.
Лужение
— процесс покрытия металлических поверхностей оловом или специальным сплавом на оловянной основе (полудой).
Припой
— металл или сплав, который служит для соединения в расплавленном состоянии, в промежутке (шве) между деталями, поэтому припой должен иметь более низкую температуру плавления, чем соединяемые металлы.
По своему составу припои разделяются на несколько групп, из которых наиболее важная — оловянно-свинцовые припои.
Составы припоев.
Часто в связи с отсутствием сведений о припоях у работающего всегда имеется тенденция применять припои с высоким содержанием олова, хотя совсем не всегда в этом имеется необходимость. Правильность выбора припоя может быть гарантирована только тогда, когда известны его свойства.
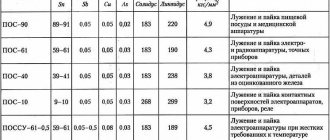
В табл. 1 указаны составы наиболее известных оловянно-свинцовых припоев.
Назначение припоев.
ПОС 90
— для паяния внутренних швов пищевой посуды (кастрюли и т.п.).
ПОС 40
— паяние латуни, железа и медных проводов.
ПОС 30
— паяние латуни, меди, железа, цинковых и оцинкованных листов, белой жести, приборов, радиоаппаратуры, гибких шлангов и бандажной проволоки электромоторов.
ПОС 18
— паяние свинца, железа, латуни, меди, оцинкованного железа, лужение дерева перед пайкой, заменитель припоя ПОС 40.
ПОСС 4—6
— паяние белой жести, железа, меди, свинца при наличии клепаных замочных швов, заменитель припоя ПОС 30.
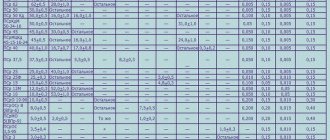
Таблица 1
Составы оловянно-свинцовых припоев:
Марка
| Состав % | Примесей % | |||||
| Олово | Свинец | Сурьма | Медь | Висмут | Мышьяк | |
| ПОС 90 | 80 — 90 | остальное | 0,1 –0,15 | 0,08 | 0,1 | 0,05 |
| ПОС 39-40 | 39-40 | ———- | 1,5-2,0 | 0,1 | 0,1 | 0,05 |
| ПОС 30 | 29-30 | ———- | 1,5-1,5 | 0,15 | 0,1 | 0,05 |
| ПОС 18 | 17-18 | ———- | 2,0-2,5 | 0,15 | 0,1 | 0,05 |
| ПОСС 4-6 | ———- | 5-6 | 0,15 | 0,1 | 0,05 | |
Свойства оловянно-свинцовых припоев.
В табл. 2 указаны свойства оловянно-свинцовых припоев по сравнению с чистыми металлами — свинцом и оловом. Наиболее важное свойство припоев — сопротивление срезу, так как большинство паяных соединений работает на срез.
Оловянно-свинцовые припои марок ПОС 18, ПОС 30, ПОС 40 имеют более высокое сопротивление срезу, чем чистые олово и свинец, и потому применение их для получения прочного шва дает более хорошие результаты.
Припои должны обладать как высоким сопротивлением разрыву, так и максимальной вязкостью. По данным таблицы можно установить взаимозаменяемость высокооловянных и малооловянных припоев. Например, припой ПОС 18 в отношении вязкости несколько лучше припоя ПОС 40, причем незначительно отличается от последнего по прочности. Припой ПОС 50 вполне может быть заменен припоем ПОС 40 и ПОС 30. Знания твердости важны в том отношении, что более твердые припои лучше сопротивляются истиранию, чем мягкие.
Поэтому все преимущества в этом отношении будут за припоем ПОСС 4 — 6. Остальные припои (ПОС 18, ПОС 30 и ПОС 40) имеют несколько меньшую твердость. Ударная вязкость (сопротивление удару) имеет наибольшее значение для чистого олова, но припой ПОС 40 и ПОС 30 немногим отличается в этом отношении от олова. Поэтому припой ПОС 40 может быть применен в особых случаях, где места спайки подвергаются сильной вибрации. Для обычных условий работы, при небольших вибрациях, применяют припой ПОС 18.
Температура плавления припоя имеет тоже большое значение: от нее зависит выбор метода паяния. Наиболее низкой температурой плавления обладает припой ПОС 62, содержащий 62 % олова. Этот припой применяют в случаях, когда при паянии нельзя перегревать детали, например при соединении очень тонких проводов. Возможность применения в таких случаях тройных легкоплавких сплавов, в которых
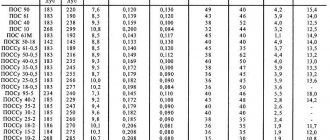
Таблица 1 Свойства оловяино-свинцовых припоев
| Марка припоя | Температура плавления | Температура начала расплавления | Интервал затвердения | Предел прочности приРазтяжении Кгс\ мм2 | Относительное удлинение |
| 0,1 | 232 | 232 | 0 | 1,9 | 43 |
| ПОС 90 | 222 | 183 | 39 | 4,3 | 25 |
| ПОС 50 | 209 | 183 | 26 | 3,6 | 32 |
| ПОС 40 | 235 | 183 | 52 | 3,2 | 63 |
| ПОС-30 | 256 | 183 | 73 | 3,3 | 58 |
| ПОС 25 | 265 | 183 | 82 | 2,8 | 52,1 |
| ПОС 18 | 277 | 183 | 94 | 2,8 | 67 |
| ПОСС 4-6 | 265 | 245 | 20 | 5,9 | 23,7 |
| С1 | 327 | 327 | 0 | 1,1 | 45 |
низкая точка плавления достигается добавкой третьего компонента (например, висмута), исключается, в связи с тем, что тройные сплавы не обладают такой высокой вязкостью, как двойные сплавы. Припой НОС 62 теперь применяют мало, так как перегрева при паянии легко избежать, применив припой ПОС 40 очень тонкого сечения, например в виде проволоки диаметром 1—2 мм. Под действием паяльника расплавление тонкой проволоки происходит быстро, вследствие чего уменьшается до минимума время воздействия высокой температуры.
Практика показала, что припой марки ПОСС 4—6 в отношении прочности спайки равноценен припою марки ПОС 30 для всех материалов, кроме оцинкованного железа и меди. При этом припой марки ПОС 40 в большинстве случаев обладает наибольшей прочностью и в этом отношении превосходит высокооловянный припой марки ПОС 62 и чистое олово. Поэтому для получения наибольшей прочности шва ни в коем случае не следует применять чистое олово.
Припой марки ПОС 18 при паянии встык дает более высокую прочность спайки, чем припой марки ПОС 40. Поэтому припой ПОС 18 применяют, когда температура плавления припоя не имеет решающего значения.
Технологический процесс паяния.
Для получения наилучших результатов технологический процесс паяния должен состоять из следующих операций:
механической (шабером, напильником, наждачной бумагой) или химической очистки; покрытия флюсом; нагревания (паяльником, паяльной лампой, на горне); предварительного облуживания припоем (паяльником, или натиранием, или погружением в припой); скрепления мест для спаивания, покрытия их флюсом и нагревания; введения припоя, его расплавления и удаления излишков припоя, а также остатков флюса.
Очистку
спаиваемых поверхностей от окислов производят напильником или шабером так, чтобы промежуток между двумя поверхностями был везде одинаков и не превышал 0,1—0,3 мм. Такой небольшой промежуток необходим для образования капиллярных сил, которые способствуют засасыванию припоя на значительную глубину от кромки. Если спаиваемые поверхности имеют следы жира или масла, то их обрабатывают горячим раствором щелочи. Обычно берут 10 %-ный раствор соды. Если механически очистить детали по какой-либо причине нельзя, то применяют травление деталей в кислотах. Обычно берут 10 %-ный раствор серной кислоты для меди и ее сплавов, а для деталей из черных металлов — 10 %-ный раствор соляной кислоты, причем раствор должен быть подогрет до 50—70 °С. После очистки и подготовки деталей места спайки должны быть облужены. Предварительное лужение имеет весьма важное значение, так как а этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты, конечно, будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния. Если, например, паяние производится припоем марки ПОС 30, то и предварительное лужение должно быть осуществлено тем же припоем.
Перед паянием
детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника. Самый простой способ скрепления — обвязка мягкой проволокой, лучше железной, но, конечно, не исключены и другие способы, например сжатие струбцинами, загиб шва с образованием «замка».
Метод паяния в значительной мере зависит от типа применяемого припоя. Наиболее характерные случаи паяния:
паяльником
с применением мягких припоев;
ручной паяльной лампой
с применением обычно твердых припоев;
электрическое паяние
(место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327°С). Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания. Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника
для работы производят одновременно с подготовкой деталей. Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой. Если опиливать паяльник без предварительной проковки, то он скоро изнашивается. Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С, конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворяющую следующему требованию: если паяльник приложить рабочим местом к прутку припоя, часть припоя, прилегающая к паяльнику, должна расплавиться через 0,5—1 с. Во время работы температура паяльника должна быть такова, чтобы полуда или капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя. Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя. Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов. Излишек припоя разглаживают по шву паяльником. Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов. Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Лужение.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или наждачной бумагой; обезжиривания бензином или горячим водным раствором соды или едкого натра; промывки в воде; химической чистки от окислов травления в кислотах; покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса; подогревания до температуры плавления полуды и лужения. Лудят небольшие предметы паяльником, в случае надобности рабочей части паяльника придают формы облуживаемого предмета (например, полукруга при лужении трубок и проволоки).
Лужение больших предметов — баков и других емкостей — производят методом натирания. Для этого изделие смачивают раствором хлористого цинка и нагревают (на горне, углях и т. п.) до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем). Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой полуды. После лужения остатки флюса отмывают горячей водой.
При лужении пищевой посуды старую полуду проверяют на содержание свинца, для чего часть луженой поверхности смачивают 10—15 %-ным раствором уксусной кислоты. Через 2—3 мин на это же место наносят 5—6 капель 8—10 %-ного раствора йодистого калия, добавляют воды и растирают оба раствора по поверхности. При наличии свинца в полуде на смоченной поверхности появляется характерное желтое окрашивание раствора. В случае обнаружения свинца поверхность изделия протравливают смесью азотной и соляной кислот или же очищают пескоструйным аппаратом до полного удаления полуды.
Способы паяния.
Некоторые металлы или сплавы требуют специальных способов паяния.
Свинец.
При нагревании свинец настолько быстро окисляется, что паяние его приходится вести в восстановительной атмосфере, которая предохраняет спаиваемые места от окисления и дает возможность припою легко соединяться с основным металлом. Восстановительная атмосфера образуется в результате применения для нагревания горелки, в которую поступает водород и ‘кислород воздуха, причем водород всегда должен быть в избытке. В качестве припоя применяют свинец.
Применение свинцово-оловянных припоев нежелательно, так как шов тогда начинает коррозировать в кислотах.
Цинк
. Для паяния цинка применяют обычные свинцово-оловянные припои. Рекомендуем применять припой ПОС 30 в смеси с хлористым флюсом.
Если цинк чистый, то при паянии его обычно применяют насыщенный раствор хлористого цинка или разбавленную соляную кислоту. Если паяется загрязненный цинк или цинковый сплав, то при использовании в качестве флюса соляной кислоты в месте травления образуется черное отложение (поэтому рекомендуют применять соляную кислоту с хлористым аммонием).
Заметим, что двойные флюсы в большей степени предохраняют металл от коррозии, чем обыкновенный флюс. При паянии свинцово-оловянными припоями лучше применять флюс, содержащий хлористый аммоний и насыщенный раствор хлористого цинка, взятые в соотношении 1:5 (по массе). Для оловянно-кадмиевых припоев в качестве флюса рекомендуют брать едкий натр. При паянии цинковых сплавов, содержащих свыше 2 % алюминия (детали, изготовленные способом литья под давлением), применяют те же методы, что и при паянии алюминия или сплавов. В этом случае применяют припои оловянно-цинковые, а в качестве флюсов берут соляную кислоту, вазелин или стеарин. Иногда применяют флюс, состоящий из 85 % стеариновой кислоты и 15 % хлористого натрия.
Чугун.
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция —- предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, надо острым зубилом снять с обоих краев ее небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Припаивание металлов к стеклу, кварцу, фарфору. При припаивании металла к стеклу и другим подобным материалам необходимо на место паяния осадить гальваническим способом слой металла и далее производить паяние обычным способом.
Припаивание стеклянных изделий к металлу (например, при соединениях стеклянных трубок с металлическими фланцами и т. п.) производят так: предварительно поверхность стекла шлифуют наждачной бумагой, затем тряпкой в шероховатую поверхность втирается графит, и на это место осаждают медь в гальванической ванне. Далее производится паяние и вторичное осаждение меди (или никеля).
Кварц
. Кварцевую деталь тщательно очищают и обезжиривают последовательной промывкой в азотной кислоте, щелочи и воде. На очищенную деталь наносят слой серебра с помощью двух растворов (содержание компонентов дано в граммах).
Раствор
(серебрильный) Вода 200 Азотнокислое серебро 2 Аммиак до растворения осадка
Раствор 2
(восстановительный) Вода 1000 Азотнокислое серебро 10 Сегнетова соль 3,3 Сахар-рафинад 3,3
Растворы 1 и 2 сливают вместе и наносят на поверхность детали с таким расчетом, чтобы вся подлежащая серебрению площадь была покрыта раствором. Непосредственно перед серебрением деталь следует обработать в течение 1—2 мин. 1 %-ным раствором хлористого олова и промыть дистиллированной водой. Процесс серебрения длится 20—30 мин до получения осадка золотистого оттенка. Посеребренную деталь ополаскивают и просушивают при 50—70 °С. После просушки на полученный слой серебра электролитически наращивают слой меди требуемой толщины из кислой медной ванны. Точно так же производят серебрение и меднение на фарфоре.
Алюминий.
Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали марки У-7 и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если облуженное место шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС 50 и ПОС 90. Флюсом служит минеральное масло (особенно рекомендуется оружейное). Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки. Паяние ведут мощным, хорошо прогретым паяльником. Перед началом паяния металл следует хорошо прогреть. Для паяния алюминиевых сплавов выпускается и специальный припой П250А, он состоит из 80 % олова и 20 % цинка. Флюсом служит смесь йодида лития (2.—Зг) и олеиновой кислоты (20 г). Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью. Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Паяние изделий с тонкими швами.
Для паяния таких изделий (например, цепочек, колец или иных ювелирных изделий) применяют специальный припой, состоящий из смеси равных частей — борной кислоты, цинка (тонкого цинка), меди, фосфора, которые замешивают на касторовом масле. В этот припой изделия окунают, и припой проникает в стык изделия. Затем изделия присыпают тальком для удаления лишнего припоя, оставшегося на поверхности изделия, после чего изделие интенсивно нагревают на газовой горелке с температурой 1000°С. При быстром нагревании припой дает микровспышку, при этом температура повышается до 1200 °С.
Паяние твердыми припоями.
Для паяния изделий из меди и латуни, при паянии наиболее ответственных швов, применяют твердые припои, состоящие из сплава меди и цинка. К таким припоям относится латунь марки Л-63, которая содержит меди от 62 до 65 %, остальное цинк, а также припои с содержанием меди — 51 %, цинка — 44 и олова — 5%. Добавка олова придает припою пластичность и улучшает растекаемость по металлу. Температура плавления припоя Л-63—950 °С, припоя с оловом — 860 °С. Для паяния тонких изделий применяют припои в виде опилок, на одну часть припоя берут одну часть флюса — прокаленную буру. Паяние производят в струе пламени от паяльной лампы,
Флюсы.
При паянии флюсы играют роль химических растворителей и поглотителей окислов. В процессе паяния они предохраняют металл от окисления и создают условия для смачивания металла припоем. При работе со свинцово-оловянными припоями в качестве флюсов применяют соляную кислоту, хлористый цинк, борную кислоту, буру, хлористый аммоний и др. К флюсам, не производящим химического действия, относятся: канифоль, воск, вазелин, оливковое масло и др. Эти флюсы образуют покрытие на поверхности металла, защищающее его от окисления.
Раствором соляной кислоты пользуются при паянии свинцово-оловянными и другими мягкими припоями.
Хлористый цинк — хорошее флюсующее средство для паяния латуни, меди, железа и других металлов и сплавов. Для приготовления хлористого цинка, нарезав мелкими кусочками цинк, «растворяют» в соляной кислоте, и затем приготовленный хлористый цинк разбавляют равным объемом воды.
Нашатырь (хлористый аммоний) хорошо растворяет жировые вещества.
Буру применяют как в растворенном, так и в твердом виде. Вместо буры можно также брать порошок стекла. Жидкое стекло тоже применяют в качестве флюса.
Флюс для паяния алюминия состоит из тунгового масла, канифоли и кальцинированного хлористого цинка, взятых в соотношении 3:2:1 (по массе).
Для удаления окислов на алюминии при паянии применяют мелкие стальные опилки, которые в процессе паяния сдирают образующийся окисел.
Применение ПОС — 61
Этот припой целесообразно использовать там, где необходимо избежать перегрева.
- Печатные платы (их дорожки легко отслаиваются).
- Лужение проводников, использующихся для радиомонтажных работ (изоляция от чрезмерного нагрева плавится), их соединение.
Стоимость припоя
В продаже ПОС – 61 встречается в двух вариантах – в виде прутка или проволоки, намотанной на бобину (по 100 г или 1 кг). Цена в основном определяется не сечением образца (вес стандартный), а наличием (отсутствием) канифоли. В первом случае припой представляет собой трубку с наполнением, что при пайке мелких деталей гораздо удобнее.
| Диаметр (мм) | Наполнение | Розничная цена (руб/кг) | |
| 0,1 | 1 | ||
| 0,5 | — | 258 | 2 239 |
| + | 262 | 2 348 | |
| 0,8 | — | 248 | 2 247 |
| + | 250 | 2 266 | |
| 1 | — | 234 | 2 116 |
| + | 236 | 2 134 | |
| 1,5 | — | 228 | 1 864 |
| + | 230 | 1 878 | |
| 2 | — | 224 | 1 528 |
| + | 226 | 1 534 | |
| 3 | — | 218 | 1 418 |
| + | 220 | 1 425 |
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы
— вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы
, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости
от температурного интервала активности
паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя
паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов
определяющего действия
низкотемпературные паяльные флюсы
подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы
подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия
паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные.
По агрегатному состоянию
паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Читать также: Надувные домкраты для автомобилей
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
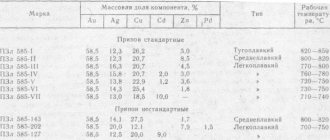
Марки оловянных и оловянно-свинцовых припоев
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
ПОС 90
Применяется для пайки таких металлов, как латунь, медь, сталь, бронза. Химический состав: 9 – 11% Pb и 89 – 91% Sn. Плавиться в интервале температур 183 – 220 ºС. Характеризуется высокой теплопроводностью, пластичностью, имеет выраженный металлический блеск. Также изделию присущ высокий коэффициент ударно вязкости, хорошо сопротивляется разрывам. Не имеет зарубежных аналогов. Производится в соответствии с ГОСТ 21930-76. Кроме основных элементов в состав сплава (по ГОСТ 21930-76) могут входить: медь – 0,05%, сурьма – 0,1%, висмут – 0,1%, мышьяк – 0,01%. Указанные примеси не влияют на эксплуатационные и физико-химические показатели ПОС 90.
ПОС 90 – востребованное изделие. Элементы, соединенные данным оловянным припоем, можно в дальнейшем подвергать гальваническому покрытию другими металлами, эксплуатировать в контакте с продуктами питания. Данным сплавом паяют медицинские инструменты, оборудование. Полученные спаи – качественные, долговечные.
ПОС 63
Широко используется для пайки микросхем, печатных плат, пружин, важных узлов различных высокоточных приборов и измерительного оборудования из таких металлов, как сталь, медь, бронза, латунь. ПОС 63 востребован при групповой пайке на окунанием с протяжкой, соединении волной припоя на автоматических линиях. Плавиться при 183 ?С. Характеризуется небольшой плотностью, хорошей пластичностью, коррозионной стойкостью, высоким показателем текучести. В состав ПОС 63 входит 62,5 – 63,5% олова, около 37% свинца. Содержит примеси висмута (0,1%), Cu, сурьмы (по 0,05%), Ni, As, Fe, S (не более 0,02% каждого), Al, Zn (0,002%). Они оказывают непосредственное влияние на технические характеристики.
ПОС 61 и ПОС 61М
ПОС 61 – универсальный оловянный припой, применяемый во многих отраслях. Им паяют детали из нержавейки, стали, латуни, меди, олова, бронзы, свинца. Для соединения меди, стали, латуни, бронзы припой ПОС 61 – наилучший выбор. Плавиться при 183-190 градусов Цельсия. Химсостав содержит: 59 – 61% олова, около 39% свинца, 0,1% сурьмы, 0,2% висмута, 0,05% Cu, 0,02% As. В состав ПОС 61М входит 1,2 – 2% Cu, которые оказывают влияние на свойства. Прекрасно подойдет для пайки проводов, микросхем, фольги, печатных плат, радио, электроаппаратуры, высокоточных приборов, которые чувствительны к перегреву. В сравнении с другими видами оловянных припоев, которые можно купить, ПОС 61 отличается более высокой химической чистотой. Для пайки используется помимо профессионального оборудования, традиционные паяльники. А благодаря вхождению в состав ПОС 61М Cu, возрастает износостойкость стержней из меди в электропаяльниках.
ПОС 50
Сплав содержи 50% олова, около 50% свинца, незначительные доли примесей. Используется для соединения деталей из железа, латуни, стали, меди, бронзы. Плавиться при 209 градусах по Цельсию. Применяется в самых разных сферах. Прочность на растяжение – 3,6 кгс/мм2.
ПОС 40
Состоит из 39 – 40% Sn, около 60% свинца и примесей: сурьмы (0,1%), меди (0,5%), мышьяка (0,02%). Используется для меди, стали, бронзы, латуни, оцинкованных изделий (в том числе, методом горячего цинкования). ПОС 40 соединяют детали радиаторов, трубопроводов, аппаратуры. Спай полностью герметичен. Формирует прочный шов, электроконтакт с малым переходным сопротивлением. Оловянно-свинцовый припой совместим со всеми видами оборудования, поэтому широко востребован не только в бытовых ремонтах, но и на крупных заводах.
ПОС 35
Используется в машиностроении, монтажных и ремонтных работах, для соединения деталей электрооборудования, гибких шлангов, изделий из белой жести и пр. Аналоги – ПОС 40, ПОС 30. Свойства и характеристики очень схожи.
ПОС 30
Содержит в составе 29 – 31% олова, 0,1% сурьмы, 0,02% мышьяка и 0,05% меди, остальное – свинец. Применяется для пайки деталей в машиностроении, изделий из оцинкованного железа, латуни, меди, бронзы, стали, лужения. Обеспечивает высокую герметичность швов. Популярный среди радиолюбителей. Из-за высокого содержания свинца пруток с диаметром до 10 мм можно легко согнуть руками. Плавиться при более высоких температурах (около 250 градусов по Цельсию), чем рассмотренные ранее оловянные прутки. При работе с данным материалом температуру плавления необходимо учитывать, чтоб не повредить спаиваемые элементы.
ПОС 20
Используется при высокотемпературной пайки, ввиду относительной тугоплавкости. Большая часть в составе (около 80%) приходится на свинец. Применяется при ремонте радиаторов, спайке крупных проводов и пр.
ПОСу 95-5
Сурьмянистый припой, в химсоставе которого 4 – 5% сурьмы, остальное — Sn. Допускаются примеси Cu – 0,05%, висмута – 0,1%, не более 0,02% железа, мышьяка, серы, никеля, не больше 0,002% алюминия, цинка. Используется для спаивания элементов трубопроводов, в электропромышленности, для соединения деталей, эксплуатирующихся при повышенной температуре. Бессвинцовый припой ПОСу 95-5 пригоден для пайки нержавейки, бронзы, меди, латуни, свинца, олова. Примеси в составе продукта оказывают значительное влияние на его технические характеристики, свойства.
ПОССу 40-2
В составе данного материала 39 – 41% олова, 1,5 – 2% сурьмы, около 58% свинца. Также присутствуют примеси 0,08% Cu, 0,2% висмута, 0,02% мышьяка и 0,08% никеля, каждая из которых оказывает непосредственное влияние на свойства ПОССу 40-2. Плотность соединения (спая) – 9,2 г/см3. Применяется для пайки тонколистовых материалов, лужения, скрепления некоторых деталей холодильного оборудования. Хорошо спаивает медь, латунь, бронзу. Достаточно широко применяется в разных сферах. Начинает плавиться при температуре 185 ºС, сохраняет свойства до 229 ºС.
ПОССу 30-2
Содержит 29 – 31% олова, 1,5 – 2% сурьмы, 0,08% Cu, 0,02% мышьяка, остальное – свинец. Начало плавления – 185 ºС, а конечная температура – 250 ºС. Плотность – 9,6 г/см3. Применяется ПОССу 30-2 для абразивной пайки, на электроламповом производстве, для проведения процессов лужения, пайки холодильного оборудования, в автомобилестроении.
Производители
Несколько производителей в разных странах выпускают серебряную проволоку для пайки. Продажа осуществляется оптом и в розницу. Любое свойство изделия регламентировано нормативными документами. Специалисты не замечали существенных отличий между продукцией разных фирм.
Эксплуатационная характеристика соединений деталей, созданных пайкой, в большинстве случаев зависят от правильного выбора марки припоя, флюса и температуры паяльника.
На территории страны в основном используют проволоку от производителей:
- Felder – немецкая компания расположена в Германии, имеет несколько филиалов в других странах;
- Sparta – ООО известное в России производством горячекатаной проволоки, включая материалы для пайки;
- Укринтерсталь – объединяет несколько крупных сталепрокатных предприятий, расположенных в Днепропетровске, Никополе и Мариуполе;
- Донмет – Донецкая область, производит проволоку из цветных и высоколегированных сталей.
Производство проката, содержащего серебро и медь – энергоемкое производство, требующее сложного оборудования.
Припой серии ПСр пользуется широким спросом. Он универсальный при пайке материалов с высокой температурой плавления, которые сложно сваривать и паять другими способами.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности. Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов
Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Виды оловянных припоев, свойства и характеристики
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.