Technical characteristics of POS-10 solder
POS 10 solder has a distinctive chemical composition. It contains 9-10% tin, about 89% lead, 0.2% bismuth, 0.1% antimony and other impurities in small quantities. POS-10 solder is used for soldering and tinning contact surfaces of electronics. For example, they solder relays and fill control plugs in radio electronics housings.
The POS-10 soldering temperature is 299 degrees Celsius. The solidus point is 268 degrees.
Advantages of POS-10 solder:
high melting point is useful when soldering equipment cases.
Disadvantages of POS-10 solder:
- low strength and tensile strength of about 3.2 kgf/sq.mm.;
- high resistivity - 0.2 Ohm x sq.mm./m;
- high content of lead, which is hazardous to health.
ACCEPTANCE RULES
3.1 Solders are accepted in batches. Each batch should consist of pigs of the same brand and one heat. The mass of the party is not limited.
Each batch of ingots is accompanied by a quality document containing:
trademark or name and trademark of the manufacturer;
solder symbol;
chemical analysis results or confirmation of solder quality compliance
the requirements of this standard;
batch number;
net weight in kilograms;
date of manufacture.
3.2 Each pig of the batch is subjected to external inspection.
3.3 To control the chemical composition of the solder, every fiftieth pig is selected from the batch, but not less than five pigs at the beginning, middle and end of the casting of the melt.
At the manufacturing plant, it is allowed to check the chemical composition on a sample taken from the molten metal.
The manufacturer monitors the content of iron, sulfur, nickel, zinc and aluminum impurities in solders of all brands during the manufacturing process.
3.4 If unsatisfactory results of checking the chemical composition are obtained, a repeat check is carried out on a double sample taken from the same batch.
The results of repeated tests apply to the entire batch.
About the composition of the PIC
POS-40 contains 40% tin, and POS-61 contains about 61% tin. Everything else is lead and additional impurities. By appearance you can determine what kind of solder you have in front of you. Matte and dark solder contains more lead. Light and shiny - more tin. This can best be seen in comparison.
The strength of the solder depends, along with the alloying of the alloy, on the metal being soldered. To solder zinc or copper, a little zinc or copper is added to the POS, respectively. This reduces chemical erosion of the metal and increases the surface strength of the joint.
Alloying POS
Solder performance can be improved by doping with the following substances:
- Plasticity and resistance to thermal cycling are improved due to the addition of silver, indium, lithium, manganese, and bismuth.
- Solder corrosion resistance is improved by nickel and copper.
- Cobalt, silicon, zirconium, hafnium, vanadium, tungsten, and niobium contribute to increasing heat resistance.
- Solder becomes stronger if you add boron, iron, nickel, cobalt, zinc, and silicon.
- The addition of silver, copper, zinc, cadmium, antimony and aluminum improves solder adhesion.
POS 61
The melting point of pos 61 is 183 degrees, which is the starting point. Complete melting is achieved at a temperature of about 190 degrees, which allows you to work with it using any household soldering iron or professional soldering station. Soldering temperature is 240 degrees. This is the lowest melting point solder of the entire group of tin-lead solders.
Compound
This filler material belongs to the soft category, contains 61% tin, 38-39% lead and may contain an acceptable percentage of impurities in the form of antimony, nickel, iron, sulfur and bismuth.
Within the tin-lead group, this material is the purest solder in composition and is more suitable for electrical installation and tinning, since due to the copper content in it, it reduces the rate of dissolution of copper wires and tracks and wears out the soldering iron tip less, and the relatively low melting temperature does not harm printed circuit board.
Material characteristics
- The melting point is 183 degrees.
- Melt temperature 190 degrees.
- Density 8.5 g/cm3.
- Resistivity - 0.139 µOhm/m.
- Tensile strength - 4.3 MPa.
Available in several varieties, which differ only in appearance:
- In the form of wire - section thickness approximately 2 mm, the most convenient and common option. Wire with flux inside can also be found. The role of a flux is played by pine rosin, which works well when soldering electrical connections, since it does not oxidize parts, unlike acid fluxes, after working with which the parts must be thoroughly washed.
- In the form of solder tape - solder in the form of a very thin long strip. Ideal for quick soldering of strands and tinning of wires. Like wire, it comes with or without flux.
- In the form of rods up to 8 mm thick and approximately 40 cm in length. These rods are convenient to use when soldering installation wires and tinning the soldering iron tip. If desired, you can make them yourself by pouring them into pre-made molds.
Use in everyday life and at work
This solder is widely used both in everyday life and in industry. The low cost of the material makes it very accessible, and its chemical composition and technical properties allow its use in solving many problems.
So, it was already said above that using POS 61 it is convenient to solder radio components, because its low melting point will not damage the printed circuit board tracks and radio components, especially microcircuits that can fail if overheated.
Also, using this material you can carry out high-quality soldering of twisted copper wires, which is actively used in electrical installations, and you can solder with both a soldering iron and a gas torch. In addition, pos 61 has very good fluidity and forms tight seams, which allows its use when welding pipes together using a gas torch.
But the low melting point also imposes some restrictions on the scope of its application - it cannot be used when working with materials that will subsequently be subject to strong heating. This can cause the weld to become distorted or even melt, ruining the entire job.
TEST METHODS
4.1 Inspection of the surface of pigs is carried out by visual inspection.
4.2. Sampling - according to GOST 24231-80. The shavings selected from all the ingots are crushed to a particle size of no more than 5 mm without control sieving, thoroughly mixed and reduced by quartering to a laboratory sample weighing 200 g.
The laboratory sample is melted in a crucible and ground on a belting to a particle size of no more than 2 mm, mixed and treated with a magnet. The laboratory sample is divided into two parts: one part is sent for chemical analysis, the other is saved in case of disagreement in assessing the quality of the batch.
Samples of liquid metal are taken in the form of splashes and rods with a diameter of 8 mm and a length of 75 mm.
4.3 Solder shavings containing more than 2.5% antimony are sifted through mesh No. 08 according to GOST 6613-86 to determine the fine fraction. The calculated data of the analysis results of both fractions are taken as the result of the analysis.
4.4 The chemical composition of solders is determined according to GOST 1429.0-77 - GOST 1429.15-77 or other methods that provide the required determination accuracy.
In case of disagreement in assessing the chemical composition of solder, its determination is carried out according to GOST 1429.0-77 - GOST 1429.11-77.
Varieties
Conventionally, solders can be divided into hard and soft. The temperature limit between them is approximately 300 degrees. Soft solders melt at temperatures below this limit, and hard solders, respectively, above. In addition to the melting point, hard and soft solders are distinguished by different strength limits. For soft ones this limit is below 100 MPa, and for hard ones it is higher.
Soft solders are mostly an alloy of lead and tin, depending on the percentage of which the melting point varies. The more tin there is in the alloy, the lower the melting point. Solid ones consist mainly of an alloy of copper and zinc or silver with various additives. Tin-lead solder POS 60 belongs to the category of soft solders.
Increasing environmental standards require the elimination or minimization of the amount of lead in materials used for soldering. Therefore, lead-free solders are entering the market, in which there is no lead at all. It is replaced by other metals such as silver, zinc, indium, copper.
In addition to the high price, such solders have very poor wettability or fluidity, so they have not yet become widespread.
Classification of solders for copper pipes
Solders for high-quality and reliable soldering of copper pipes are made from different components. Products differ from each other in shape and chemical composition.
The type and parameters of the connecting elements are determined by the area of subsequent operation of the pipe system made of copper parts.
Melting point differences
Based on the level of temperature treatment, solders are divided into three types:
- low temperature;
- medium temperature;
- high temperature.
Low temperature options melt in the range from 150 to 450 °C. They do not change the original physical parameters of the parts. In the connection area, a neat but not too strong seam is created. Intended for use in heating and water supply networks that are not subject to heavy loads.
Ensure the tightness and integrity of pipes with a diameter of up to 10 cm installed in communication systems transporting coolant with temperatures up to 130 °C.
Medium and high temperature materials soften at temperatures ranging from 450 to 1100/1850 °C. They guarantee the most durable, strong connection, not sensitive to external influences.
The area connected by medium-temperature or high-temperature solder exhibits resistance to mechanical damage and calmly tolerates active thermal loads.
Separation by chemical composition
According to the chemical composition, modern, practical solders are divided into soft, fusible and hard, refractory.
The first category includes the following items:
- lead - contain only pure lead and melt at temperatures from 180 to 230 °C;
- tin - consist of tin and melt at 220 °C, creating a durable and ductile seam;
- lead-tin - can contain from 15 to 90% tin. The melting temperature of such elements is 183-280 °C;
- tin-copper - 97% consist of high-quality tin and 3% copper. They are among the most popular and are sold at a reasonable price. Form a strong connection with good corrosion resistance;
- copper and silver - 95% copper and 5% silver. They are characterized by high strength characteristics and provide reliable adhesion between fragments.
Soft, low-melting components are used to combine pipes with a diameter of 6 to 108 mm into a single complex. In the joint area, a neat seam with a width of 7 to 50 mm is formed.
Lead is considered an element harmful to human health. The use of lead-containing solders is strictly prohibited in networks supplying water to apartment or private buildings, enterprises or public institutions. This prohibition does not apply to other types of communications.
Hard, refractory materials are suitable for high-temperature processing:
- copper in combination with silver and zinc - contains 30% copper, 44% silver and 26% zinc. The adhesion area has good strength, retains ductility, effectively resists corrosion and demonstrates increased thermal conductivity;
- copper with phosphorus - an alloy of 94% copper and 6% phosphorus. The soldering process does not require the use of flux. Makes a strong and reliable connection, but partially loses its elasticity at low ambient temperatures;
- silver – during soldering requires the mandatory use of flux. Creates a strong, reliable seam with good ductility and high corrosion resistance. It is much more expensive than analogues made of simple metals and is not widely used. It is used where there is economic feasibility and increased demands are placed on the quality of the pipe connection.
Using refractory solders, complexes of pipes with a diameter of 12 to 159 mm are installed, including gas communication networks, heating lines and water mains with a diameter of 28 mm.
The use of classic copper-phosphorus or any other elements is allowed when creating overlap joints. This coupling option ensures maximum structural strength and increases the operating life of the pipeline.
Read also: What kind of oil is poured into the rotator
Soft solders are usually made in the form of coils for ease of use. Solid elements are supplied in the form of wires of different lengths.
Soldering process
Combining 2 or more parts using soldering is carried out for:
— obtaining electrical contact with low resistance;
- obtaining a strong seam (sometimes thermal, absolutely sealed).
The soldering process is based on the difference in melting temperatures between the solder and the metals being joined. While the soft alloy melts and becomes liquid and fluid, the metals being joined remain solid. Molten metal flows over the parts being joined, filling the voids between them. During the soldering process, an intermediate layer is formed, which includes the combined parts of the solder and the material of the elements being combined. With its help, a single structure is formed from two or more parts. Rosin or an alcohol solution of rosin act as a flux when soldering PICs.
Before starting work, you need to choose the right solder based on:
— properties of the materials being combined;
— requirements for connection strength;
— corrosion resistance of the junction;
- its cost.
And when soldering parts that conduct current, the conductivity coefficient is also taken into account.
For soldering copper wires, use POS-40 based on rosin. Stainless steel can be joined with conventional POS, but for flux they use a special material that is more active than rosin.
Solder paste
Soldering is most often carried out using solder and flux. In order to do the job well, it is necessary to choose the right grade of alloy for each specific task.
The paste differs from ordinary solder in that it contains two components at once: solder and flux, which significantly speeds up the process of soldering parts, especially when it comes to SMD elements.
Any paste is a thick, dense mixture of various substances. It has become widespread in industry. Electronics manufacturers actively use it in their production.
Types of solder pastes.
Depending on the composition of the paste, the following types are distinguished:
- washing;
- water soluble;
- halogen-containing;
- no-wash;
- halogen-free.
Its properties are determined by the type of flux that is added to it. If we are talking about the first type, then rosin is used. To clean the product from such a paste, a solvent is used.
It is important to choose the right paste depending on the job at hand. For example, if you have to solder a lot of small parts on the board, then it is better to give preference to a thicker paste
For high-quality soldering, it is necessary to carry out preparatory work. The board should be cleaned and degreased. All contacts should be tinned using low-melting solder.
When working with SMD elements, it is necessary to apply a thin layer of paste. Otherwise, you can short-circuit the contacts of the microcircuits.
When using a large board, it is advisable to use bottom heating. This is best done using a soldering station. For these purposes, you can also use a hot air gun or other means to provide heating up to 150°C. If this is not taken care of, then she may be led away.
After finishing work, all excess paste is removed, which can be easily done using a soldering iron with various attachments.
Flaws
- Difficult to use, as it requires a lot of experience from the master;
- The work requires special tools, which are not always available on the farm;
- Used exclusively for hard-melting metals.
Varieties
Solder for brass from the brass itself. It is often a metal with small additives that help make the melting point a little lower without significantly changing the properties. It is the most difficult to use, as there is a risk of burning the base metal. However, it is the strongest alloy and produces the highest quality joint.
Copper-phosphorus alloys are also used as brazing alloys for brass soldering. They have a lower melting point and are easier to use. This is one of the most popular options, as it combines simplicity and high quality, and also has anti-corrosion properties.
Solder with copper-phosphorus alloys
Silver solders. Grades with low silver content, around 40-60%, which are of the hard type. They lack the ability to withstand high temperatures, but can be easily used even by beginners. Their cost is higher than that of other brands used for this purpose.
Silver solders
Chemical composition
The composition of copper-phosphorus differs from silver and is as follows:
| Brand | Element content, % | ||
| Silver | Copper | Phosphorus | |
| PMF 102 | 2 | 91,3 | 6,7 |
| PMF 105 | 5 | 88,5 | 6,5 |
| PMF 115 | 15 | 80,2 | 4,8 |
Softer grades, such as POS 40, contain more silver, but at the same time contain a lot of other elements that make it possible to maintain a high strength of the compound.
| Element | Percentage |
| Silver | 40 |
| Cadmium | 28,5 |
| Zinc | 17 |
| Copper | 17 |
| Nickel | 0,5 |
| Iron | 0,1 |
| Lead | 0,05 |
| Bismuth | 0,005 |
Technical characteristics of popular brands
Copper-phosphorus grades have the following characteristics:
| Solder grade | Melting point, degrees Celsius | Spreading temperature, degrees Celsius |
| PMF 102 | 645 | 820 |
| PMF 105 | 630 | 780 |
| PMF 115 | 650 | 800 |
The silver-containing parameters are as follows:
| Property name | Meaning |
| Melting point, degrees Celsius | 590-610 |
| Specific resistance, Ohm | 70 |
| Specific heat capacity, J/kg degrees | 20 |
| Density, kg/cm3 | 9250 |
Features of choice
The selection of material depends on the purpose of soldering. For example, brass soldering wire is used in cases where it is necessary to connect parts of metal structures and repair cracks that have appeared. Due to its shape and relatively small diameter, it allows you to fill places of deep damage, and also does not run the risk of missing metal. This material is suitable only for critical structures, and is also recommended for use only by experienced craftsmen.
Brass solder with flux turns out to be more convenient to use, so for more comfort you should opt for it. Here you don’t have to use borax and other fluxes, since they are already contained inside. Such options have a higher cost, but this pays off during use, as fewer defects occur.
When choosing which solder to solder brass with, you should look at the most common option - copper-phosphorus alloys. They combine economic advantages and high resistance to high temperatures and physical stress. If there is no need for ultra-high strength, then options such as PMF series solders become the most optimal choice.
Grades with a high silver content are used in cases where the responsibility for joining is minimal, or where there are no tools to melt hard grades at high temperatures. The joining process itself is much faster than other types of brazing.
Soldering Features
One of the main features is the use of borax as a flux. Without it, nothing may stick and the connection will be at an extremely low level. Thanks to the borax, all films and deposits are removed, and the penetration of the filler metal into the pores is improved. It is also worth considering the peculiarity of the high melting temperature. Here only a gas burner is used, since other methods will not achieve a tedious result.
Manufacturers
These products are produced by both domestic and foreign companies:
- BrazeTec;
- Castoline;
- Unitor;
- UkriIntersStal.
Solders and methods of soldering materials.
Lead-tin solders (POS.)The use of lead-tin solders can only give good results when the worker correctly understands the soldering process and knows the basic rules of work. Depending on the purpose of the parts or products being soldered, soldering seams are divided into: strong seams
(must withstand mechanical loads);
tight seams
(should not allow liquids or gases under low pressure to pass through);
durable and tight seams
(must withstand the pressure of liquids and gases under high pressure).
During the soldering process, as a result of wetting, solder forms an intermediate alloy zone with the surface of the part being soldered, and the quality of soldering in this case, in the presence of clean metal surfaces, will depend on the rate of dissolution of a given metal in the solder: the higher the dissolution rate, the better the quality of soldering. In other words, the quality of soldering depends on the diffusion rate. The increase in the degree of diffusion is facilitated by: the presence of clean metal surfaces of the parts being soldered. With an oxidized surface, the degree of solder diffusion is significantly reduced or completely absent; preventing oxidation of the molten solder during the soldering process, for which appropriate soldering fluxes are used; soldering at a temperature close to the melting point of the part being soldered; slow cooling after soldering (in hot sand, hot coals). It has been noticed that when soldering parts galvanically coated with other metals, the seam is not as strong as when soldering pure metals or alloys. This is observed with all galvanic coatings (nickel, chromium, tin, cadmium). On the contrary, soldering over hot tinning with tin or tin-lead alloys always gives a stronger connection than over pure metal. This example confirms the influence of the degree of diffusion on the strength of the weld during soldering.
Tinning
- the process of coating metal surfaces with tin or a special tin-based alloy (semi-doy).
Solder
- a metal or alloy that serves to join in a molten state, in the gap (seam) between parts, therefore the solder must have a lower melting point than the metals being joined.
Based on their composition, solders are divided into several groups, the most important of which are tin-lead solders.
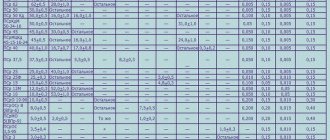
Solder compositions.
Often, due to the lack of information about solders, the worker always has a tendency to use solders with a high tin content, although this is not always necessary. The correct choice of solder can only be guaranteed when its properties are known.
In table Table 1 shows the compositions of the most well-known tin-lead solders.
Purpose of solders.
POS 90
— for soldering internal seams of food utensils (pans, etc.).
POS 40
— soldering of brass, iron and copper wires.
POS 30
— soldering of brass, copper, iron, zinc and galvanized sheets, tinplate, instruments, radio equipment, flexible hoses and banding wire for electric motors.
POS 18
— soldering of lead, iron, brass, copper, galvanized iron, tinning of wood before soldering, solder substitute POS 40.
POSS 4-6
- soldering of tinplate, iron, copper, lead in the presence of riveted key seams, solder substitute POS 30.
Table 1
Compositions of tin-lead solders:
Brand
| Compound % | Impurities % | |||||
| Tin | Lead | Antimony | Copper | Bismuth | Arsenic | |
| POS 90 | 80 — 90 | rest | 0,1 –0,15 | 0,08 | 0,1 | 0,05 |
| POS 39-40 | 39-40 | ———- | 1,5-2,0 | 0,1 | 0,1 | 0,05 |
| POS 30 | 29-30 | ———- | 1,5-1,5 | 0,15 | 0,1 | 0,05 |
| POS 18 | 17-18 | ———- | 2,0-2,5 | 0,15 | 0,1 | 0,05 |
| POSS 4-6 | ———- | 5-6 | 0,15 | 0,1 | 0,05 | |
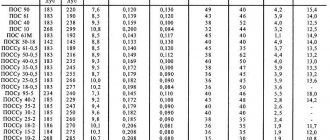
Properties of tin-lead solders.
In table Table 2 shows the properties of tin-lead solders in comparison with pure metals - lead and tin. The most important property of solders is shear resistance, since most solder joints are shear-resistant.
Tin-lead solders of the POS 18, POS 30, POS 40 brands have higher shear resistance than pure tin and lead, and therefore their use to obtain a strong seam gives better results.
Solders must have both high tensile strength and maximum toughness. According to the table, it is possible to establish the interchangeability of high-tin and low-tin solders. For example, POS 18 solder in terms of viscosity is slightly better than POS 40 solder, and differs slightly from the latter in strength. POS 50 solder can easily be replaced by POS 40 and POS 30 solder. Knowledge of hardness is important in the sense that harder solders resist abrasion better than soft ones.
Therefore, all the advantages in this regard will be for POSS 4 - 6 solder. The remaining solders (POS 18, POS 30 and POS 40) have a slightly lower hardness. Impact strength (impact resistance) is of greatest importance for pure tin, but POS 40 and POS 30 solder differs little from tin in this regard. Therefore, POS 40 solder can be used in special cases where soldering points are subject to strong vibration. For normal operating conditions, with minor vibrations, POS 18 solder is used.
The melting temperature of the solder is also of great importance: the choice of soldering method depends on it. POS 62 solder, containing 62% tin, has the lowest melting point. This solder is used in cases where parts cannot be overheated during soldering, for example, when connecting very thin wires. The possibility of using ternary low-melting alloys in such cases, in which
Table 1 Properties of tin-lead solders
| Solder grade | Melting temperature | Melting start temperature | Curing interval | Tensile strength Kgs\mm2 | Relative extension |
| 0,1 | 232 | 232 | 0 | 1,9 | 43 |
| POS 90 | 222 | 183 | 39 | 4,3 | 25 |
| POS 50 | 209 | 183 | 26 | 3,6 | 32 |
| POS 40 | 235 | 183 | 52 | 3,2 | 63 |
| POS-30 | 256 | 183 | 73 | 3,3 | 58 |
| POS 25 | 265 | 183 | 82 | 2,8 | 52,1 |
| POS 18 | 277 | 183 | 94 | 2,8 | 67 |
| POSS 4-6 | 265 | 245 | 20 | 5,9 | 23,7 |
| C1 | 327 | 327 | 0 | 1,1 | 45 |
the low melting point achieved by adding a third component (for example, bismuth) is excluded due to the fact that ternary alloys do not have such high viscosity as binary alloys. NOS 62 solder is now rarely used, since overheating during soldering can be easily avoided by using POS 40 solder of a very thin section, for example in the form of wire with a diameter of 1-2 mm. Under the action of a soldering iron, thin wire melts quickly, as a result of which the time of exposure to high temperature is reduced to a minimum.
Practice has shown that POSS 4-6 grade solder in terms of solder strength is equivalent to POS 30 grade solder for all materials except galvanized iron and copper. At the same time, solder of the POS 40 brand in most cases has the greatest strength and in this respect is superior to high-tin solder of the POS 62 brand and pure tin. Therefore, to obtain the greatest strength of the weld, pure tin should never be used.
POS 18 brand solder, when butt soldering, gives higher adhesion strength than POS 40 brand solder. Therefore, POS 18 solder is used when the melting temperature of the solder is not critical.
Soldering technological process.
To obtain the best results, the soldering process should consist of the following operations:
mechanical (scraper, file, sandpaper) or chemical cleaning; flux coatings; heating (soldering iron, blowtorch, forge); pre-tinning with solder (with a soldering iron, or rubbing, or immersion in solder); fastening places for soldering, coating them with flux and heating; introducing solder, melting it and removing excess solder, as well as flux residues.
Cleaning
oxides are removed from soldered surfaces with a file or scraper so that the gap between the two surfaces is the same everywhere and does not exceed 0.1-0.3 mm. Such a small gap is necessary for the formation of capillary forces, which contribute to the suction of solder to a significant depth from the edge. If the surfaces to be soldered have traces of fat or oil, then they are treated with a hot alkali solution. Usually they take a 10% soda solution. If it is impossible to mechanically clean the parts for any reason, then etching of the parts in acids is used. Typically, a 10% solution of sulfuric acid is used for copper and its alloys, and for parts made of ferrous metals, a 10% solution of hydrochloric acid is used, and the solution must be heated to 50-70 °C. After cleaning and preparing the parts, the soldering points should be tinned. Pre-tinning is very important, since in this case increased strength and density of the joint are achieved. If pre-tinning is not possible, soldering can also be done on a clean surface, but the results, of course, will be lower. For preliminary tinning, the same solder is used as for subsequent soldering. If, for example, soldering is performed with POS 30 grade solder, then preliminary tinning should be carried out with the same solder.
Before soldering
the parts are fastened so that the joints do not diverge under minor mechanical influences, for example when applying a soldering iron. The simplest way of fastening is tying with soft wire, preferably iron, but, of course, other methods are not excluded, for example, compression with clamps, bending the seam to form a “lock”.
The soldering method depends greatly on the type of solder used. The most typical cases of soldering:
soldering iron
using soft solders;
hand blowtorch
usually using hard solders;
electrical soldering
(the junction serves as a resistance; a low voltage current is passed through the resistance).
When soldering with a soldering iron, solders are usually used whose melting point is not higher than the melting point of lead (327°C). Such soldering is performed when the parts are not subjected to heavy loads or require further soldering. If parts are heated to high temperatures during operation, soldering with a soldering iron using soft solders is excluded.
Preparing the soldering iron
for work are carried out simultaneously with the preparation of parts. The soldering iron is lightly forged (partially to remove carbon deposits and oxides), clamped in a vice and filed so that its working part is semicircular. If you file a soldering iron without first forging it, it will soon wear out. The end of the soldering iron is made semicircular because in this case it does not cool as quickly as a sharp one, it warms up the soldering areas better and is corroded more evenly by liquid solder.
After mechanical preparation, the soldering iron is tinned, for which it is heated no higher than 400 ° C, the end of the soldering iron is dipped into an aqueous solution of zinc chloride, after which the hot soldering iron is rubbed against a piece of solder until the entire working part is covered with a layer of poluda.
During operation, the soldering iron must have a temperature that satisfies the following requirement: if the soldering iron is applied with a working place to a solder bar, the part of the solder adjacent to the soldering iron should melt in 0.5-1 s. During operation, the temperature of the soldering iron should be such that the solder flakes or drops of solder adhering to the soldering iron are in a liquid state.
A more convenient way to service a soldering iron is as follows: make small indentations in a piece of ammonia (ammonium chloride) and place pieces of solder there. As you move the hot soldering iron back and forth across the solid ammonia, you simultaneously touch the solder. This way the soldering iron is tinned faster.
If you touch the seam with a heated soldering iron and at the same time place a piece of solder in the form of a rod, tape or wire on the seam, the solder will melt and penetrate into the seam. Excess solder is smoothed along the seam with a soldering iron. Solder is also applied to the seam with a soldering iron, since drops of solder always stick to the soldering iron, and if the tip of the soldering iron is passed along the seam, liquid solder is sucked into the seam. In order for new drops of solder to transfer to the soldering iron, it is again taken away from the seam and applied to a piece of solder.
Tinning.
The technological process of tinning consists of the following operations:
cleaning the surface from foreign substances with a wire brush, sand, lime or sandpaper; degreasing with gasoline or a hot aqueous solution of soda or caustic soda; washing in water; chemical cleaning from etching oxides in acids; coating with fluxes (zinc chloride) by brush or immersion in an aqueous solution of flux; heating to the melting temperature of semi-solid and tinning. They tin small objects with a soldering iron; if necessary, the working part of the soldering iron is tinned into the shape of the object being tinned (for example, a semicircle when tinning tubes and wire).
Tinning of large objects - tanks and other containers - is done by rubbing. To do this, the product is moistened with a solution of zinc chloride and heated (on a forge, coals, etc.) to the melting point of tin, after which it is sprinkled with a powdered mixture of tin and ammonium chloride (ammonia). At the same time, the tin melts and, ground with tow, forms an even layer of poluda on the surface. After tinning, flux residues are washed off with hot water.
When tinning food utensils, the old half is checked for lead content, for which part of the tinned surface is moistened with a 10-15% solution of acetic acid. After 2-3 minutes, apply 5-6 drops of an 8-10% solution of potassium iodide to the same place, add water and rub both solutions over the surface. If there is lead in the solution, a characteristic yellow color of the solution appears on the wetted surface. If lead is detected, the surface of the product is etched with a mixture of nitric and hydrochloric acids or cleaned with a sandblaster until the half-lead is completely removed.
Soldering methods.
Some metals or alloys require special soldering techniques.
Lead.
When heated, lead oxidizes so quickly that soldering must be carried out in a reducing atmosphere, which protects the soldered areas from oxidation and allows the solder to easily connect to the base metal.
A reducing atmosphere is formed as a result of the use of a burner for heating, into which hydrogen and air oxygen are supplied, and hydrogen should always be in excess. Lead is used as solder. The use of lead-tin solders is undesirable, since the seam then begins to corrode in acids.
Zinc
. For soldering zinc, conventional lead-tin solders are used. We recommend using POS 30 solder mixed with chloride flux.
If the zinc is pure, then when soldering it, a saturated solution of zinc chloride or dilute hydrochloric acid is usually used. If contaminated zinc or a zinc alloy is soldered, then when hydrochloric acid is used as a flux, a black deposit forms at the etching site (therefore, it is recommended to use hydrochloric acid with ammonium chloride).
Note that double fluxes protect metal from corrosion to a greater extent than ordinary flux. When soldering with lead-tin solders, it is better to use a flux containing ammonium chloride and a saturated solution of zinc chloride, taken in a ratio of 1:5 (by weight). For tin-cadmium solders, it is recommended to use caustic soda as a flux. When soldering zinc alloys containing more than 2% aluminum (parts made by injection molding), the same methods are used as when soldering aluminum or alloys. In this case, tin-zinc solders are used, and hydrochloric acid, petroleum jelly or stearin are used as fluxes. Sometimes a flux consisting of 85% stearic acid and 15% sodium chloride is used.
Cast iron.
To solder a crack or other defect in a cast iron part with soft solder, thoroughly mechanically clean the soldering area and moisten it well with hydrochloric acid. Then this place is treated with an aqueous solution of zinc chloride, sprinkled with ammonia (ammonium chloride) powder and heated with a soldering iron or blowtorch. It is necessary to heat the soldering area until the solder brought to it begins to melt. Then rub the solder area with solder and immediately wipe it with ammonia powder applied to a thick metal brush or tow. This operation is preliminary tinning before soldering. While the part is still hot, solder cracks or other defects with a soldering iron, moving it from one end of the crack to the other. If the solder does not penetrate into the crack, you need to remove a small chamfer from both edges with a sharp chisel, tin this place and perform soldering again. Excess solder is removed with a scraper or file.
Soldering metals to glass, quartz, porcelain. When soldering metal to glass and other similar materials, it is necessary to galvanically deposit a layer of metal at the soldering site and then perform soldering in the usual way.
Soldering glass products to metal (for example, when connecting glass tubes with metal flanges, etc.) is done as follows: first, the surface of the glass is ground with sandpaper, then graphite is rubbed into the rough surface with a rag, and copper is deposited in this place in an electroplating bath. Next is soldering and secondary deposition of copper (or nickel).
Quartz
. The quartz part is thoroughly cleaned and degreased by successive washing in nitric acid, alkali and water. A layer of silver is applied to the cleaned part using two solutions (the content of components is given in grams).
Solution
(silver) Water 200 Silver nitrate 2 Ammonia until the precipitate dissolves
Solution 2
(reducing) Water 1000 Silver nitrate 10 Rochette salt 3.3 Refined sugar 3.3
Solutions 1 and 2 are poured together and applied to the surface of the part in such a way that the entire area to be silvered is covered with the solution. Immediately before silvering, the part should be processed for 1-2 minutes. 1% solution of stannous chloride and rinse with distilled water. The silvering process lasts 20-30 minutes until a golden-colored sediment is obtained. The silver-plated part is rinsed and dried at 50-70 °C. After drying, a copper layer of the required thickness is electrolytically grown onto the resulting silver layer from an acidic copper bath. Silver plating and copper plating are done on porcelain in the same way.
Aluminum.
To solder aluminum, put a corrugated tip on the soldering iron (its working part is cut with a triangular file). The nozzle is made of U-7 steel and hardened so that the teeth do not work together. The nozzle is turned on a lathe and its end is sawed off. The nozzle tube is sawed into four parts with a hacksaw, this creates springiness of the nozzle, and it is tightly inserted into the working part of a regular soldering iron. The diameter of the hole in the nozzle is drilled in accordance with the diameter of the working end of the soldering iron.
The welding areas are thoroughly cleaned until shiny, melted rosin is taken onto the teeth of the nozzle and applied to the soldered area. When the rosin begins to cover the aluminum during the tinning process, the soldering iron is moved back and forth in short movements, and the teeth will scrape the metal. Using this method, the entire surface of the joint is cleaned, after which the cleaned areas are tinned. Then they start soldering. To do this, take a drop of tin, previously sprinkled with rosin, on a soldering iron and bring it to the tinned area. If the tinned area is rough, then use a soldering iron to remove this roughness, which is porous tin mixed with particles of aluminum oxide formed due to a lack of flux. First, pour rosin onto the soldered joint, take a drop of tin on the soldering iron and apply it to the seam to be soldered. As soon as the tin wets the joint, the soldering iron is removed from the metal. Then soldering is performed a second time; for this, the soldering area is again sprinkled with rosin.
When soldering aluminum, especially during the tinning process, the soldering iron should be warmed up well and kept in one place for a long time and, after heating the metal, slowly move along the seam being soldered.
For soldering aluminum alloys, POS 50 and POS 90 solders are recommended. The flux is mineral oil (weapons oil is especially recommended). First, flux is applied to the seams to be soldered and then the soldering areas are cleaned. Soldering is carried out with a powerful, well-heated soldering iron. Before starting soldering, the metal should be warmed up well. For soldering aluminum alloys, a special P250A solder is also produced; it consists of 80% tin and 20% zinc. The flux is a mixture of lithium iodide (2.-3g) and oleic acid (20 g). Before use, the soldering iron must be tinned with the specified solder using rosin. The surfaces to be soldered are cleaned of flux residues with a gauze swab soaked in acetone.
Soldering products with thin seams.
To solder such products (for example, chains, rings or other jewelry), a special solder is used, consisting of a mixture of equal parts - boric acid, zinc (fine zinc), copper, phosphorus, which is mixed with castor oil. The products are dipped into this solder and the solder penetrates into the joint of the product. Then the products are sprinkled with talc to remove excess solder remaining on the surface of the product, after which the product is intensively heated on a gas burner at a temperature of 1000°C. When heated quickly, the solder produces a microflash, and the temperature rises to 1200 °C.
Hard soldering.
For soldering products made of copper and brass, when soldering the most critical seams, hard solders consisting of an alloy of copper and zinc are used. Such solders include brass grade L-63, which contains copper from 62 to 65%, the rest zinc, as well as solders containing copper - 51%, zinc - 44 and tin - 5%. The addition of tin gives the solder plasticity and improves spreadability over the metal. The melting point of solder L-63 is 950 °C, solder with tin is 860 °C. For soldering thin products, solders in the form of sawdust are used; for one part of the solder, one part of the flux is taken - calcined borax. Soldering is carried out in a stream of flame from a blowtorch,
Fluxes.
When soldering, fluxes play the role of chemical solvents and oxide absorbers. During the soldering process, they protect the metal from oxidation and create conditions for wetting the metal with solder. When working with lead-tin solders, hydrochloric acid, zinc chloride, boric acid, borax, ammonium chloride, etc. are used as fluxes. Fluxes that do not produce a chemical effect include: rosin, wax, petroleum jelly, olive oil, etc. These fluxes form a coating on the surface of the metal that protects it from oxidation.
A solution of hydrochloric acid is used when soldering with lead-tin and other soft solders.
Zinc chloride is a good fluxing agent for soldering brass, copper, iron and other metals and alloys. To prepare zinc chloride, cut the zinc into small pieces, “dissolve” it in hydrochloric acid, and then the prepared zinc chloride is diluted with an equal volume of water.
Ammonia (ammonium chloride) dissolves fatty substances well.
Borax is used both in dissolved and solid form. Instead of borax, you can also use glass powder. Liquid glass is also used as a flux.
Flux for soldering aluminum consists of tung oil, rosin and calcined zinc chloride, taken in a ratio of 3:2:1 (by weight).
To remove oxides on aluminum during soldering, fine steel filings are used, which remove the resulting oxide during the soldering process.
Application of PIC - 61
It is advisable to use this solder where it is necessary to avoid overheating.
- Printed circuit boards (their tracks peel off easily).
- Tinning of conductors used for radio installation work (the insulation melts from excessive heat), their connection.
Solder cost
POS-61 is commercially available in two versions - in the form of a rod or wire wound on a reel (100 g or 1 kg). The price is mainly determined not by the cross-section of the sample (standard weight), but by the presence (absence) of rosin. In the first case, the solder is a tube with filling, which is much more convenient when soldering small parts.
| Diameter (mm) | Filling | Retail price (RUB/kg) | |
| 0,1 | 1 | ||
| 0,5 | — | 258 | 2 239 |
| + | 262 | 2 348 | |
| 0,8 | — | 248 | 2 247 |
| + | 250 | 2 266 | |
| 1 | — | 234 | 2 116 |
| + | 236 | 2 134 | |
| 1,5 | — | 228 | 1 864 |
| + | 230 | 1 878 | |
| 2 | — | 224 | 1 528 |
| + | 226 | 1 534 | |
| 3 | — | 218 | 1 418 |
| + | 220 | 1 425 |
3.3. Classification of fluxes and their designation system
Soldering fluxes
- substances and compounds used to prevent the formation of an oxide film on the surface of the solder and soldered material, as well as to remove oxidation products from the soldering zone. The melting point of fluxes is lower than the melting point of solder. Fluxes are used in solid, paste and powder form, as well as in the form of aqueous, alcohol or glycerin solutions.
Fluxes
used for soldering are classified according to: temperature range of activity;
nature of the solvent; the nature of the activator of the determining action; mechanism of action; state of aggregation. Depending on the temperature range of activity,
soldering fluxes are divided into: low-temperature (≤ 450 ° C); high temperature (> 450 °C).
By the nature of the solvent
soldering fluxes are divided into: water-based; non-aquatic
By the nature of activators
Low-temperature soldering fluxes
that determine their action are divided into: rosin; acidic; halide; hydrazine; fluoroborate; aniline; stearic.
By the nature of the activators of the determining action, high-temperature soldering fluxes
divided into: halide; fluoroborate; boride-carbon dioxide.
If the flux contains several activators, all activators must be named. For example, rosin-halide, fluoroborate-halide flux.
By mechanism of action
soldering fluxes are divided into: protective;
chemical action; electrochemical action; reactive. According to their state of aggregation,
soldering fluxes are divided into: solid; liquid; pasty.
Specifications
Solder for soldering POS 61 is quite common in our country. It is widely used both at the industrial level and in domestic conditions. Its distinctive feature is that due to the high percentage of tin in the chemical composition, its temperature point at which the material begins to melt is very low. It is worth noting that this solder can be classified as one of the most fusible consumables for soldering. This category includes all filler materials whose melting point is less than 450 degrees Celsius. POS 61 melts at temperatures below 200 degrees Celsius. This model is produced in our country in strict accordance with government standards.
Due to the properties described above, the filler material of this model has increased fluidity. In some cases, this property is considered a disadvantage, but not in this case. Due to the low melting point and high fluidity of solder, you can work with it with almost any equipment, from an ordinary household soldering iron to professional specialized units. During the soldering process, solder is able to penetrate even the smallest cracks and recesses, which, of course, allows you to raise the level of quality of the final result of the connection, in particular its strength.
The filler material also interacts well with water. Due to good wetting, soldering using solder of this model does not cause any difficulties during operation. All chemical, physical and mechanical properties of a consumable material are determined by its chemical composition, or rather by a certain ratio of elements in it. Even if you change this value by just one percent, all the characteristics of the material can change dramatically. In addition to the main elements in the composition, additional substances can be added to its structure, which can improve one or another specific characteristic of the solder.
This filler material can be used when working with microcircuits, since the low melting point will not cause technical problems, and most importantly, it minimizes the risk of damage to the thin surface. Unlike other solder models, which work with high temperatures, which can damage the condition of the working surface, using POS 61, with the proper skill and equipment, is absolutely safe even for the thinnest metal.
The low temperature point at which the material begins to melt helps achieve another important property of the material. It lies in the fact that in addition to its main use as a consumable for soldering, it can be used as a substance for tinning a soldering iron and working surface
There is a characteristic feature, the essence of which is that the less lead is present in the chemical composition of the solder, the more various additional elements there are. The rarest element, which is found quite rarely in alternative models, is antimony. Its presence makes it possible to obtain connections with the maximum level of tightness, which significantly improves the quality of the final result of the connection as a whole.
Read also: Inflatable jacks for cars
Solder POS 61 GOST 21931 76 is very often used in the process of repairing pipelines and other products whose working activities are carried out in constant contact with water and other various liquids. The high level of popularity is due to the ease of use of this material model.
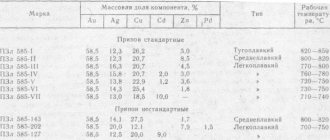
Brands of tin and tin-lead solders
To mark tin solders, letters of the Russian alphabet and numbers are used. Example: POS-61, which is also called “tertiary” because it contains 1/3 Pb. Letters: P is solder, O is tin, C is lead. The number 61 is the percentage of Sn content.
Let's consider the most popular brands of tin solders.
POS 90
Used for soldering metals such as brass, copper, steel, bronze. Chemical composition: 9 – 11% Pb and 89 – 91% Sn. Melt in the temperature range 183 – 220 ºС. It is characterized by high thermal conductivity, plasticity, and has a pronounced metallic luster. The product also has a high impact strength coefficient and has good tear resistance. It has no foreign analogues. Produced in accordance with GOST 21930-76. In addition to the main elements, the composition of the alloy (according to GOST 21930-76) may include: copper - 0.05%, antimony - 0.1%, bismuth - 0.1%, arsenic - 0.01%. The specified impurities do not affect the operational and physical-chemical characteristics of POS 90.
POS 90 is a popular product. Elements connected with this tin solder can subsequently be electroplated with other metals and used in contact with food. This alloy is used to solder medical instruments and equipment. The resulting joints are of high quality and durable.
POS 63
Widely used for soldering microcircuits, printed circuit boards, springs, important components of various high-precision instruments and measuring equipment made of metals such as steel, copper, bronze, brass. POS 63 is in demand for group soldering using dipping and broaching, wave soldering on automatic lines. Melts at 183? C. It is characterized by low density, good ductility, corrosion resistance, and high fluidity index. The composition of POS 63 includes 62.5 - 63.5% tin, about 37% lead. Contains impurities of bismuth (0.1%), Cu, antimony (0.05% each), Ni, As, Fe, S (no more than 0.02% each), Al, Zn (0.002%). They have a direct impact on technical characteristics.
POS 61 and POS 61M
POS 61 is a universal tin solder used in many industries. They are used to solder parts made of stainless steel, steel, brass, copper, tin, bronze, and lead. For joining copper, steel, brass, bronze, POS 61 solder is the best choice. Melts at 183-190 degrees Celsius. The chemical composition contains: 59 - 61% tin, about 39% lead, 0.1% antimony, 0.2% bismuth, 0.05% Cu, 0.02% As. The composition of POS 61M includes 1.2 - 2% Cu, which affects the properties. Perfect for soldering wires, microcircuits, foil, printed circuit boards, radios, electrical equipment, high-precision devices that are sensitive to overheating. Compared to other types of tin solders that can be purchased, POS 61 has a higher chemical purity. In addition to professional equipment, traditional soldering irons are used for soldering. And thanks to the inclusion of Cu in POS 61M, the wear resistance of copper rods in electric soldering irons increases.
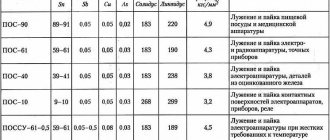
POS 50
The alloy contains 50% tin, about 50% lead, and minor amounts of impurities. Used to connect parts made of iron, brass, steel, copper, bronze. Melts at 209 degrees Celsius. It is used in a variety of fields. Tensile strength – 3.6 kgf/mm2.
POS 40
Consists of 39 - 40% Sn, about 60% lead and impurities: antimony (0.1%), copper (0.5%), arsenic (0.02%). Used for copper, steel, bronze, brass, galvanized products (including hot-dip galvanizing). POS 40 connects parts of radiators, pipelines, and equipment. The junction is completely sealed. Forms a strong seam, electrical contact with low transition resistance. Tin-lead solder is compatible with all types of equipment, therefore it is widely in demand not only in household repairs, but also in large factories.
POS 35
It is used in mechanical engineering, installation and repair work, for connecting parts of electrical equipment, flexible hoses, tinplate products, etc. Analogues - POS 40, POS 30. The properties and characteristics are very similar.
POS 30
Contains 29 - 31% tin, 0.1% antimony, 0.02% arsenic and 0.05% copper, the rest is lead. Used for soldering parts in mechanical engineering, products made of galvanized iron, brass, copper, bronze, steel, tinning. Provides high tightness of seams. Popular among radio amateurs. Due to the high lead content, a rod with a diameter of up to 10 mm can be easily bent by hand. Melts at higher temperatures (about 250 degrees Celsius) than the previously discussed tin rods. When working with this material, the melting temperature must be taken into account so as not to damage the elements being soldered.
POS 20
Used for high-temperature soldering due to its relative refractoriness. Most of the composition (about 80%) is lead. It is used for repairing radiators, soldering large wires, etc.
POS 95-5
Antimony solder, the chemical composition of which is 4 - 5% antimony, the rest is Sn. Allowed impurities are Cu - 0.05%, bismuth - 0.1%, no more than 0.02% iron, arsenic, sulfur, nickel, no more than 0.002% aluminum, zinc. Used for soldering pipeline elements, in the electrical industry, for connecting parts operating at elevated temperatures. Lead-free solder POSu 95-5 is suitable for soldering stainless steel, bronze, copper, brass, lead, and tin. Impurities in the product have a significant impact on its technical characteristics and properties.
POSSu 40-2
The composition of this material is 39 - 41% tin, 1.5 - 2% antimony, about 58% lead. Also present are impurities of 0.08% Cu, 0.2% bismuth, 0.02% arsenic and 0.08% nickel, each of which has a direct effect on the properties of POSSu 40-2. The density of the connection (junction) is 9.2 g/cm3. It is used for soldering thin-sheet materials, tinning, and fastening some parts of refrigeration equipment. Solders copper, brass and bronze well. It is widely used in various fields. It begins to melt at a temperature of 185 ºС, retains its properties up to 229 ºС.
POSSu 30-2
Contains 29 - 31% tin, 1.5 - 2% antimony, 0.08% Cu, 0.02% arsenic, the rest is lead. The beginning of melting is 185 ºС, and the final temperature is 250 ºС. Density – 9.6 g/cm3. POSSu 30-2 is used for abrasive soldering, in electric lamp production, for tinning processes, soldering of refrigeration equipment, and in the automotive industry.
Manufacturers
Several manufacturers in different countries produce silver soldering wire. Sales are carried out wholesale and retail. Any property of a product is regulated by regulatory documents. Experts did not notice any significant differences between the products of different companies.
The performance characteristics of the joints of parts created by soldering, in most cases, depend on the correct choice of brand of solder, flux and soldering iron temperature.
In the country, wire is mainly used from manufacturers:
- Felder is a German company located in Germany, with several branches in other countries;
- Sparta is an LLC known in Russia for the production of hot-rolled wire, including materials for soldering;
- Ukrinterstal - unites several large steel rolling enterprises located in Dnepropetrovsk, Nikopol and Mariupol;
- Donmet - Donetsk region, produces wire from non-ferrous and high-alloy steels.
The production of rolled products containing silver and copper is an energy-intensive production that requires complex equipment.
PSR series solder is in great demand. It is universal when soldering materials with a high melting point, which are difficult to weld and solder in other ways.
Specifications
Solder for soldering POS 61 is quite common in our country. It is widely used both at the industrial level and in domestic conditions. Its distinctive feature is that due to the high percentage of tin in the chemical composition, its temperature point at which the material begins to melt is very low. It is worth noting that this solder can be classified as one of the most fusible consumables for soldering. This category includes all filler materials whose melting point is less than 450 degrees Celsius. POS 61 melts at temperatures below 200 degrees Celsius. This model is produced in our country in strict accordance with government standards.
Due to the properties described above, the filler material of this model has increased fluidity. In some cases, this property is considered a disadvantage, but not in this case. Due to the low melting point and high fluidity of solder, you can work with it with almost any equipment, from an ordinary household soldering iron to professional specialized units. During the soldering process, solder is able to penetrate even the smallest cracks and recesses, which, of course, allows you to raise the level of quality of the final result of the connection, in particular its strength.
The filler material also interacts well with water. Due to good wetting, soldering using solder of this model does not cause any difficulties during operation. All chemical, physical and mechanical properties of a consumable material are determined by its chemical composition, or rather by a certain ratio of elements in it. Even if you change this value by just one percent, all the characteristics of the material can change dramatically. In addition to the main elements in the composition, additional substances can be added to its structure, which can improve one or another specific characteristic of the solder.
This filler material can be used when working with microcircuits, since the low melting point will not cause technical problems, and most importantly, it minimizes the risk of damage to the thin surface. Unlike other solder models, which work with high temperatures, which can damage the condition of the working surface, using POS 61, with the proper skill and equipment, is absolutely safe even for the thinnest metal.
The low temperature point at which the material begins to melt helps achieve another important property of the material. It lies in the fact that in addition to its main use as a consumable for soldering, it can be used as a substance for tinning a soldering iron and working surface. There is a characteristic feature, the essence of which is that the less lead is present in the chemical composition of the solder, the more various additional elements there are.
The rarest element, which is found quite rarely in alternative models, is antimony. Its presence allows you to obtain connections with the maximum level of tightness, which significantly improves the quality of the final result of the connection as a whole.
There is a characteristic feature, the essence of which is that the less lead is present in the chemical composition of the solder, the more various additional elements there are. The rarest element, which is found quite rarely in alternative models, is antimony. Its presence makes it possible to obtain connections with the maximum level of tightness, which significantly improves the quality of the final result of the connection as a whole.
Solder POS 61 GOST 21931 76 is very often used in the process of repairing pipelines and other products whose working activities are carried out in constant contact with water and other various liquids. The high level of popularity is due to the ease of use of this material model.
Types of tin solders, properties and characteristics
According to the chemical composition of the alloy, antimony solders, solders with a small amount of antimony (low-antimony), and alloys without antimony (antimony-free) are distinguished. All of the above types of solders are produced in accordance with GOST 21931-76 (in products), GOST 21930-76 (ingots).
There is another option for classifying tin solders. According to it, alloys are divided into:
— tin-lead (abbreviated POS);
- antimony (abbreviated POSSu);
— tin-lead-cadmium (abbreviated POSC);
- lead-free.
The latter are alloyed with copper, silver, zinc, aluminum, and cadmium.
POS tin solders (tin-lead alloys), having a tin percentage of 10% to 90%, are classified as soft solders.
They begin to melt at 183°C (the melting temperature of the tin-lead pair) and complete melting at different temperatures. This is determined by the chemical composition of the alloy. Namely:
POS-15 (tin 15%) - 280 °C.
POS-25 (25%) - 260 °C.
POS-35 (33%) - 247 °C.
POS-61, POS 63 (tin 61% and 63%) - 183 °C
POS-90 (tin 90%) - 220 °C
Due to the fact that the composition of the POS-61 and POS-63 alloys is almost identical to the composition of the tin + lead eutectic, they melt at a constant temperature of 183 °C.
Soft tin solders also include:
— POSSu – used for soldering products made of zinc, galvanized metal, with high requirements for solder joints (antimony solders);
— OTs — for joining aluminum products (tin-zinc solders);
— POSK — for connecting products that react to overheating, piezoceramics, capacitor leads (tin-lead-cadmium);
- lead-free solders, which in addition to tin include silver, copper, bismuth and other metals.
Solder is an alloy consisting of low-melting metals. For example, tin. But soldering with tin alone is quite expensive. They work with pure tin only when it is necessary to obtain a junction that is absolutely harmless to humans: when soldering utensils for food consumption or medical equipment. In other cases, to reduce the cost of solder, cheaper but harmful lead is added to tin.
For reference: the surface of the solder is darker, the more lead it contains. A rod made of pure tin, when bent or compressed, produces a characteristic crunch.
The positive properties of tin solders include:
— strength combined with ductility;
— high thermal conductivity coefficient;
- corrosion resistance.
Tin solders are used to join parts made of almost all metals, and the more pure tin in the solder, the better the quality of the resulting connection. The advantage of PIC is its versatility. Soft solders are used in the form of sticks (rods); less often, wire or paste (a mixture of solder with a fluxing agent) is used. The more tin in the alloy, the stronger the connection between the parts when soldering.
This type of rolled tin is not used for soldering aluminum. Other metals, including copper and iron, lend themselves well to PIC soldering. The junction is the most vulnerable point of the metal-solder-metal connection. The strength of the solder depends on the chemical composition of the solder used. The tensile strength of the soldering area is 6-8 kg/mm2, increasing in proportion to the increase in the amount of tin.
Let's look at some features of using zinc and antimony as additives to solder when soldering certain metals. The addition of zinc when working with aluminum and alloys of this metal increases the corrosion resistance of the solder. Such CO solders, containing from 10% to 40% zinc, are used for ultrasonic or abrasive soldering and tinning.
When joining copper, adding antimony to the composition increases the strength of the joint. When soldering brass, antimony does not affect the strength of the joint. And iron reduces the strength of the joint.
Sometimes you can find a rod or wire for soldering without markings. The approximate chemical composition of such a product can be determined using the following parameters:
- a rod with a tin content above 60% shines brightly (perhaps it is POS-90, POS-61);
- material containing a lot of lead - dark gray, matte;
— a rod with a significant lead content is plastic (up to 60%), it is easy to deform (POS-40, POS-30);
- a rod with a lot of tin, strong and hard. It cannot be bent by hand;
— PIC of various brands melts at temperatures from 183 °C to 265 °C.