Изготовление пресс-форм для литья алюминия этапы и процесс изготовления
Алюминий относится к довольно дешевым металлам и обладает при этом замечательными эксплуатационными характеристиками. Поэтому изделия из алюминия очень востребованы. Главным способом изготовления деталей из алюминия является литье металла под давлением.
Для литья необходимы пресс-формы, куда будет заливаться жидкий металл. При выполнении литья алюминия под давлением очень быстро можно получить большое количество алюминиевых деталей, применяя одну пресс-форму, что невозможно сделать, используя другие способы литья.
ООО «Московский литейный завод» изготовит пресс-формы для литья алюминия. Самое современное оборудование и опыт сотрудников позволяют нам выполнять любые конструкции пресс-форм для литья алюминия под давлением.
Мы проконсультируем вас по любым вопросам!
Есть вопрос?
Наши услуги
Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации. Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
- приборостроение;
- машиностроение;
- авиастроение.
Алюминий – мягкий, но весьма прочный металл, которые сложно поддается различным видам обработки, но отличается довольно низкой температурой плавления, позволяющей заниматься его литье даже в домашних условиях или в условиях небольшой мастерской. Конечно наиболее точный налаженный процесс возможен при использовании профессионального оборудования, установленного в производственных цехах.
Преимущества заказа пресс-форм в ГК «Литейное производство»
Если вы хотите заказать или купить пресс-форму на заводе в Москве, обращайтесь в группу . Мы гарантируем точное соблюдение сроков выполнения заказа и высокое качество форм. Наш завод пресс форм изготавливает их для производства различных изделий из цветных металлов и пластмасс.
К основным преимуществам заказа на нашем заводе пресс-форм относятся:
- Соблюдение сроков производства. Мы гарантируем изготовление пресс-форм для литья в сроки, указанные в договоре.
- Использование современного оборудования. Его применение обеспечивает высокое качество готовой формы и его длительный срок службы.
- Гарантия. Мы уверены в качестве нашей продукции, поэтому в обязательном порядке предоставляем гарантию на формы.
- Качественные материалы. Именно благодаря применению качественной стали формы могут использовать длительное время для крупносерийного производства.
В нашей компании вы всегда сможете купить пресс формы для производства отливок из цветных металлов и пластмасс по самой выгодной стоимости. Мы гарантируем точное соблюдение технологии, индивидуальный подход и профессионализм специалистов, которые занимаются проектированием и выполняют производство пресс форм.
Литьё под давлением алюминиевых сплавов — какие сплавы лучше?
1. Сплав АК12, называемый также силумин, — это смесь алюминия с кремнием, в которую добавляется небольшое количество магния (до 0,5%). Сплав является одним из самых твердых из всего многообразия смесей на основе алюминия. Также он характеризуется низкой литейной усадкой и герметичностью. Активно применяется для литья под давлением благодаря тому, что не дает трещин в процессе создания заготовок. Используется для производства деталей, работающих под небольшой нагрузкой.
2. Алюминиевый сплав АК12М2 производится добавлением в расплавленный алюминий небольшого числа кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%, в основном для того, чтобы заготовка лучше отделялась от формы). Применяется, в основном, для изготовления алюминиевых чушек и фасонного литья.
3. Сплав АК9 производится смешиванием алюминия с кремнием (85-90% + 8-11%) и добавлением небольшого количества примесей: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%). Сплав характеризуется высокой прочностью, однако не отличается пластичностью. Он используется для производства деталей самолетов, элементов сложных приборов и других заготовок, способных выдерживать высокие нагрузки, но не подвергающихся повышенным вибрациям.
4. Алюминиевый сплав АК9М2 благодаря удачному соотношению алюминия, кремния и меди отличается наиболее сбалансированным соотношением твердости к пластичности. Благодаря его физическим свойствам, сплав активно применяется для производства ненагруженных деталей, корпусов и деталей для различных приборов. Может подвергаться искусственному старению и закалке.
5. Сплав АК5М2 считается одним из самых популярных в системе алюминий-кремний-медь. Он отличается не только высокой прочностью и относительной пластичностью, но и дешевизной. Применяется сплав для «неответственного литья»: производства алюминиевой посуды, фасонных отливок, ненагруженных деталей и т.д.
Литье алюминия под давлением или в кокиль – это быстрый и относительно недорогой способ получить большие партии заготовок и деталей для машиностроительной, медицинской или пищевой промышленности. В зависимости от конкретных задач, можно выбрать тот или иной сплав, наиболее точно отвечающий конечным условиям эксплуатации изделия.
Что такое литье алюминия под давлением сегодня?
Сегодня литье алюминия под давлением – это полный цикл производства изделия, который может начинаться с проектирования линейной оснастки до получения готовой заготовки на выходе.
Суть процесса в заполнении расплавленным алюминием специальной пресс-формы, изготовленной по шаблону или индивидуальному заказу. Литье алюминия под давлением позволяет недорого получать достаточно сложные изделия благодаря его низкой температуре плавления. Готовые детали могут весить от нескольких грамм до десятков килограмм и имеют самые широкие сферы применения.
Одноместная и многоместная пресс-формы
На определенном этапе производства появляется возможность сокращения времени отливки за счет многоместных пресс-форм (их еще называют многогнездными). Они используются для увеличения скорости производства и снижения себестоимости заготовок.
Многоместные пресс-формы, как понятно из названия, позволяют создавать несколько копий одной детали за счет одной заливки полимера. Только не стоит использовать эти формы на старте, пока процесс не отлажен и еще не созданы идеальные отливки из одноместных форм. Целесообразно выпустить как минимум несколько тысяч единиц изделий до перехода на многоместные формы.
Как правило, предприниматели с ограниченным бюджетом по-максимуму используют свои одноместные формы, если только сам производитель не финансирует изготовление их пресс-форм.
Для чего в алюминиевом литье используется давление?
Литье алюминия под давлением производится для увеличения скорости заполнения пресс-формы, а также расширения возможностей детализации изделий. В современном производстве для литья заготовок из алюминия и других цветных металлов применяется давление от 35 до 700 МПа.
Подобным образом сегодня с минимальными затратами возможно отливать детали из алюминия на заказ для автомобильной (алюминиевые блоки двигателей, мелкие запчасти), медицинской и пищевой промышленности, а также многочисленные детали для производства бытовых приборов, сантехнического оборудования и многого другого.
Среди преимуществ литья алюминия под давлением можно назвать высокую производительность, отличное качество поверхности готовых изделий (5-8 класс), а также высокую точность детализации готового изделия (3-7 класс).
Металлообработка деталей
Фрезерные работы и токарные работы. Занимают в среднем 2 недели.
Стоимость плит из алюминия выше чем из стали
| Металлообработка Москва | Адрес | Телефон | Электронная почта | Фрезеровка | Сборка |
| Цветмет | Арбатецкая ул., 2, стр. 21, Москва | +7 | ДА / Нет | Дa / Нет | |
| Промконструкция | 2-й пр. Перова Поля, 5, Москва | ДА / Нет | Дa / Нет | ||
| Юнэкс | Вятская ул., 49, стр. 1, Москва | +7,, +7 (495) 748-14-50 | ДА / Нет | Дa / Нет | |
| Cut Gear — металлообработка ЧПУ | Енисейская ул., 1, стр. 3, Москва | +7 | ДА / Нет | Дa / Нет | |
| Ремонт рычагов | Россия, Москва, Юго-Западный административный округ, район Южное Бутово, Проектируемый проезд № 661 | +7 | ДА / Нет | Дa / Нет | |
| Нержавеющий Металлсервис | Изюмская ул., 46, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| Race-Lab | ул. Перерва, 19, стр. 3, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| СтройМонтажСервис-М | Иркутская ул., 11, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Компания Современные технологии | Брянская ул., 2, Москва | +7 | ДА / Нет | Дa / Нет | |
| Сурфокс | Кутузовский просп., 36, стр. 10, Москва | +7 | ДА / Нет | Дa / Нет | |
| АПС Радис | Шарикоподшипниковская ул., 4, Москва | +7, | ДА / Нет | Дa / Нет | |
| Траст металл | Волоколамское ш., 73, Москва | +7, | ДА / Нет | Дa / Нет | |
| Континенталь | 3-я Хорошёвская ул., 11А, Москва | +7 | ДА / Нет | Дa / Нет | |
| ТД Сортпрокат | ул. Верхние Поля, вл18В, Москва | +7 | ДА / Нет | Дa / Нет | |
| Оптовая/розничная металлобаза | Угрешская ул., 2, стр. 23, Москва | +7 | ДА / Нет | Дa / Нет | |
| Санта-М1 | Автозаводская ул., 25, Москва | +7 | ДА / Нет | Дa / Нет | |
| СтальКом Плюс | Россия, Москва, МКАД, 85-й километр, внешняя сторона | ДА / Нет | Дa / Нет | ||
| ПКФ Строй Инвест | Нижегородская ул., 29-33с36, Москва | +7 | ДА / Нет | Дa / Нет | |
| Стальное производство | Ленинский просп., 42, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Тех Металл | Алтуфьевское ш., 27А, стр. 1, Москва | +7 +7 | ДА / Нет | Дa / Нет | |
| Сфера групп | ул. Борисовские Пруды, 1, стр. 1, Москва | ДА / Нет | Дa / Нет | ||
| Технологическая оснастка и металлообработка | Новодмитровская ул., 5А, стр. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Бонетти Опус Рус | Рязанский просп., 8А, стр. 24, Москва | +7 | ДА / Нет | Дa / Нет | |
| Первый завод крепежных изделий | ул. Вавилова, 69А, Москва | 8 | ДА / Нет | Дa / Нет | |
| Профиль | Кулаков пер., 6, Москва | ДА / Нет | Дa / Нет | ||
| ТПК К-Строй | 1-й Вязовский пр., 4, корп. 1, Москва | +7 | ДА / Нет | Дa / Нет | |
| Трест Спецмашмонтаж № 7 | Олонецкий пр., 4, корп. 2, Москва | +7, +7 | ДА / Нет | Дa / Нет | |
| ТК Стальинтекс Трейд | Новосущёвская ул., 19Б, Москва | 8,,, +7 (495) 649-83-00,,, +7 (499) 973-38-97,,, +7 (499) 973-25-47, | ДА / Нет | Дa / Нет | |
| ГазСнабСтрой | Дмитровское ш., 163, стр. 6, Москва | +7, | ДА / Нет | Дa / Нет | |
| Грюнд | Зелёный просп., 3/10с15, Москва | +7,, +7 (495) 232-91-85 | ДА / Нет | Дa / Нет |
Подготовка к процессу
В процессе литья алюминия под давлением расплавленный металл заливают в специально подготовленные формы, нагнетая его с помощью поршня.
Поршень, движущийся с большой скоростью, не дает возможности горячему металлу изменить запланированную форму и полностью устраняет их его массы пузырьки воздуха, обеспечивая отсутствие усадки.
Распределение горячей массы жидкого алюминия происходит стремительно, подготовленная форма заполняется очень быстро, после чего вся масса, заполнившая ее, постепенно застывает в точности повторяя установленную конфигурацию детали.
При изготовлении элементов с полостями используются машины, оснащенные специальными поршнями, обеспечивающими проникновение внутрь заполненной формы.
Процесс литья под давлением алюминиевых сплавов получил широкое распространение, а изготовленные таким образом детали, пользуются огромным спросом благодаря высоким показателям ковкости и пластичности исходного материала.
Во время работы используют так называемые пресс-формы, в которых и осуществляется процесс литья алюминия под давлением.
Где работать с пресс-формами?
Где лучше производить пластиковые детали для своего устройства: на родине или в Китае? В большинстве случаев лучше начать работу с местным производителем в своей стране (если только вы не живете в стране, где промышленность развита очень слабо).
Затем, когда объемы превысят 10 тыс. штук, для снижения затрат можно переходить к китайскому производителю.
Китай — это просто идеальный выбор для крупносерийного производства. Только не стоит там затевать первичную разработку и отладку процесса. С местными производителями любые вопросы можно будет решить гораздо проще и быстрее.
Первый запуск и первые ошибки делать на местном уровне, а затем перемещать производство в Китай.
Примечание переводчика: важно учитывать, что перевозка пресс-формы из одной страны в другую (а тем более в Китай из Европы) — это сложная и дорогая затея. Поэтому мы выбираем для своих клиентов местных производителей прототипов, а серию — если она в сумме будет крупная — сразу размещаем в Китае с расчетом на амортизацию формы за несколько итераций производства. Ведь если запустить серийное производство у местных производителей, то и пресс-форма будет местная, а ее перевозка в Китай или создание второй формы в Китае себя не оправдает.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.
Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.
Это машины, оснащенные камерой прессования:
- горячей;
- холодной.
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Семейные пресс-формы
В большинстве случаев для каждой отдельной пластиковой детали в составе устройства используется отдельная форма. Для корпуса понадобится как минимум две части: верхняя и нижняя.
Но для большинства продуктов потребуется больше двух деталей из пластика. Пресс-формы очень дороги, а покупка нескольких пресс-форм сразу — это серьезное финансовое препятствие, поэтому нужно стремиться к минимальному количеству пластиковых деталей.
Альтернативный вариант минимизации необходимых пресс-форм — использование специального типа многоместных пресс-форм, так называемых семейных. Семейная пресс-форма позволяет объединить несколько различных деталей в одной отливке.
В то время как типичная многоместная (многознездовая) форма создает несколько копий одной и той же детали, семейная форма создает разные детали.
Звучит хорошо, правда? К сожалению, не всё так просто, за всё приходится платить. Основная проблема с семейными формами заключается в том, что каждая деталь в них должна быть примерно одинакового размера.
В противном случае одна из полостей пресс-формы заполнится расплавленным полимером раньше других. Семейные формы должны проектироваться таким образом, чтобы все полости заполнялись полимером с примерно одинаковой скоростью. Это явно ограничивает возможности их применения. Маловероятно, что все детали корпуса будут сходного размера.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Пользуясь специальным оборудованием для литья алюминия можно создавать предметы, необходимые в быту и детали, весьма значимые при сборке различных машин и агрегатов.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
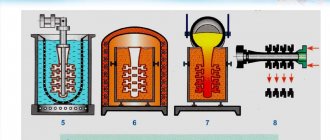
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.
Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Этапы изготовления
Процесс изготовления пресс-форм для литья включает несколько основных этапов:
- подготовка конструкторско-технологической документации;
- производство заготовок;
- доводка и обработка изделий;
- испытания.
1. Конструкторско-технологическая документация.
На первом этапы готовятся эскизы изделий, строятся 3D-модели. Затем выполняется проектирование пресс-форм, оно заключается в конструкторской проработке модели и ее разделение на отдельные конструкционные элементы. Далее проводится проработка каждого отдельного элемента, формирование линии разделения детали, шиберов и вставок.
2. Производство.
Этап производства включает конструирование, прототипирование и сборку пресс-формы. Она включает в себя большое число деталей, которые должны точно соответствовать друг другу. В конечном итоге, кроме пакета плит, структура пресс-формы включает следующие системы:
- центрирования;
- литниковая;
- выталкивания;
- охлаждения;
- формообразующих элементов.
В пресс-формах может использоваться литниковая система трех типов:
- холодноканальная;
- горячеканальная;
- комбинированная.
Наиболее дешевой является холодноканальная литниковая система.
3. Обработка и доводка.
Чтобы гарантировать требуемое соответствие выливаемых деталей 3D-модели, проводится финишная обработка. Основная часть работ выполняется на фрезерном станке, а затем проводится полирование. Фрезерная обработка алюминия чередуется с термическим закаливаем. Весь цикл состоит из следующих процедур:
- отжиг для снятия остаточных напряжений металла;
- предварительная механическая обработка;
- нормализация;
- получистовая механическая обработка;
- закалка;
- финишная обработка.
На последнем этапе производства выполняют полировку, подгонку и сборку пресс-форм.
4. Испытания.
Испытания выполняются в условиях, которые максимально приближены к реальному производству. Для этой процедуры используются специальные термопластавтоматы. Лучше проводить испытания на тех станках, где будут применяться формы при производстве деталей.
Устройства
Машины для литья алюминия под давлением отличаются рядом особенных технических характеристик. Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
- Производительность. Стоимость машины для литья алюминия под давлением напрямую зависит от того, сколько деталей она способна изготовить за один час и при использовании в производственном режиме за 8–10 рабочего времени. Чем выше производительность, те выше стоимость машины.
- Масса отливок. Этой характеристики зависит и то какими насосами, двигателями поршнями с наконечниками должно быть укомплектовано устройство.
- Габариты и вес оборудования. Выбор полностью зависит от размера производственного помещения и общих производственных площадей.
Машины, предназначенные для литья алюминия под давлением, имеют непосредственное отношение к крупногабаритной производственной технике, хотя современные производители предлагают и оборудование, созданное для использования на мини-заводах. Большую роль в выборе играет стоимость машины. Она основана на совокупности всех выше перечисленных качеств, которыми должно обладать оборудование, используемое как в производстве, так и в условиях небольшой мастерской.
Большинство современных моделей машин для литья алюминия под давлением оснащены компьютерным блоком, многочисленными датчиками, способными считывать и анализировать данные о выполнении операций, высококлассной гидравлической системой. Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.
Особенности производства форм
Использовать в домашних условиях специальные машины для литья своими руками алюминия не целесообразно не только в экономическом плане, но и ввиду сложности самой технологии процесса.
К тому же оборудование, работающее под давлением, имеет достаточно большие габариты.
Придать выплавляемым изделиям из алюминия необходимую форму в условиях дома можно при помощи ручного метода «в землю», который подразумевает использование формы, изготовить которую тоже можно своими руками.
Некоторые умельцы используют способ — литье в землю, который позволяет получить детали из алюминия необходимой формы.
Выплавляемым моделям форм можно придать самую разную конфигурацию, притом, что сами формы в домашних условиях изготавливают ручным способом из подручных материалов.
Так, данную деталь можно сделать из обычного цементного раствора, правда в этом случае выплавляемым заготовкам можно будет придать форму в виде прямоугольника или квадрата.
На видео, которое размещено ниже, показан процесс заливки алюминия в цемент. Достаточно часто для литья используют гипсовые формы.
В этом случае гипсовым моделям можно придать практически любую конфигурации. Важным показателем при литье является усадка.
Усадка алюминия при застывании должна быть минимальной.
Моделям под заливку алюминия можно придать практически любую конфигурацию за счет использования воска.
Следует отметить, что в этом случае при помощи воска можно наладить производство из алюминия только небольших по своим габаритам деталей.
ВАЖНО ЗНАТЬ: Технология лазерной гравировки на металле
За счет некоторых эксплуатационных свойств данного материала, моделям из воска можно придавать даже сложную конфигурацию, при этом следует отметить, что с помощью нее возможно только единоразовое изготовление деталей.
Видео:
При помощи литья можно достаточно просто изготовить деталь, основным материалом которой будет дюраль.
Дюраль состоит, главным образом, из сплава алюминия с некоторыми другими компонентами.
В этом случае следует отметить то, что выплавляемым из дюрали заготовкам, необходимо большее количество времени на застывание.
Моделям, которые предназначены под литье металла, следует в обязательном порядке проводить предварительную подготовку, которая заключается в очищении их поверхности и нанесении в качестве смазки масла.
Для литья своими руками не требуется специальное оборудование, а все необходимое можно найти дома.