Метод работает с одномодовыми и многомодовыми волоконными лазерами
Переход к принятию более легких и прочных материалов в повседневной продукции, от автомобилей до бытовой электроники, привел к ряду серьезных проблем при сварке этих конструкций, особенно в условиях больших объемов производства. Примеры в транспортной отрасли включают в себя электрическую транспортную инфраструктуру, где производство батарей часто требует соединения разнородных хорошо отражающих материалов, таких как алюминий и медь.
Еще одним связанным примером является дальнейшее применение высокопрочных сталей, а также алюминиевых и магниевых композитов для снижения веса автомобилей. В бытовой электронике требования к легким конструкциям с высокими индивидуальными тепловыми и электрическими свойствами постоянно вызывают потребность в более сложных конструкциях, часто с использованием тонкой фольги и требующих соединения разнородных металлов, а также алюминия и меди, являющихся сильно отличающимися материалами. Индустрия медицинских устройств также обуславливает необходимость соединения мелких металлических деталей, часто с разнородными материалами.
Рост лазерной сварки продолжается уже более десяти лет, а автомобильная промышленность — самая ранняя по применению технологии отрасль — первая, кто видит преимущества автоматизированного процесса сварки в сочетании с внутренними преимуществами технологии волоконных лазеров. Однако проблемы лазерной сварки многих из описанных ранее материалов оставались значительными и могли объяснить медленную скорость принятия лазерной сварки в некоторых приложениях.
В последнее время внедрение новой, экономичной и простой в использовании технологии, основанной на технике колебаний луча, помогает преодолеть некоторые из этих трудностей в сварочных материалах, таких как медь и алюминий, с мощными волоконными лазерами на длине волны 1 мкм. Этот метод помогает преодолевать пористость и проблемы с горячим растрескиванием при лазерной сварке некоторых материалов, помогая тем самым упростить требования к подгонке деталей при сборке в 3-X раза в некоторых примерах, обсуждаемых в этой статье. Благодаря возможности независимого контроля глубины проплавления, скорости колебания сфокусированного пятна, скорости сварки и ширины шва, техника имеет применение при сварке небольших, чувствительных к температуре узлов (для медицинских деталей), плохо подогнанных деталей, которые могут иметь затруднения при обычной лазерной сварке и могут быть косметически привлекательными при сварке с колебаниями без необходимости последующей обработки.
Станки для сварки лазером
Для данного вида сварочных работ применяется оборудование как мобильного, так и компактного типа, также может использоваться полноразмерное оборудование для соединения крупногабаритных деталей.
Часто в промышленных целях используют такие модели станков, как:
- ЛАТ-С — он применяется для самой лазерной сварки, а также наплавки металлов. Обладает высокой мощностью, благодаря чему можно добиться высоких показателей в плане производительности. Может быть оснащен автоматическими координатными столами, благодаря чему можно обрабатывать сложные конструкции на высокой скорости. Станок включает в себя два модуля. В первом находится источник питания и устройство для охлаждения лазера, а второй модуль — это такой подвижный каркас, где находится лазерный излучатель. Два модуля легко двигаются благодаря наличию колес в основании. Для стационарной работы со станком неподвижность обеспечивается за счет специального механического блокиратора;
- МУЛ-1 — этот станок малогабаритный, используется для лазерной сварки и наплавки металлов. Также с его помощью можно паять золото и серебро. Варить ювелирные изделия данным станком можно легко и с соблюдением высокой точности. Часто оборудование используют для ремонта и производства ювелирных изделий. Металлические части небольшого размера можно сварить без сильного нагрева, допускается даже соединение оправ для очков. Устройство удобное тем, что для работы достаточно напряжения в 220 В. В зависимости от выбранного режима, мощность прибора составляет от 1,9 до 2, 5 кВт;
- ЛАТ-400 — применяется для соединения крупногабаритных изделий. Система включает в себя мощный твердотелый лазер, устройство питания и охлаждения. Лазер обладает высокой мощностью и производительностью, благодаря чему даже сложные работы можно осуществлять на высокой скорости. Оборудование подключается за счет трехфазной сети в 380 В. При пиковой нагрузке мощность аппарата составляет порядка 13 кВт. Установка оснащена механизированной системой, которая приводится в движение за счет двигателя постоянного тока. Это позволяет легко передвигать лазерную головку в трех плоскостях.
Ручная лазерная сварка проводится с применением таких аппаратов:
- WELD-WF — портативное устройство, благодаря которому можно выполнять работы даже в труднодоступных местах. Оно включает в себя манипулятор, соединяемый с волокном. Сгенерированное лазерное излучение передается по волокну. Поскольку есть наличие обратной связи, с помощью аппарата можно получить максимально качественный шов по сравнению с оборудованием, в котором нет подобных опций. Аппарат имеет мощность всего 1,5 кВт и работает от сети в 220 В. Он подходит для разных ремонтных работ, когда выполнить демонтаж сложно или требует много времени;
- CLW120 — ручной аппарат с невысокой мощностью, который отлично подходит для работ, требующих ювелирной точности, а также точечной лазерной сварки. Кроме этого, с его помощью можно соединять цветные и черные металлы, нержавеющую сталь или же титановые сплавы. Мощность оборудования — 10 кВт, требования к сети — 220 В.
Почти все перечисленные аппараты оснащены бинокуляром, который защищает зрение от негативного воздействия лазерного луча и вместе с тем помогает в несколько раз увеличить объект обработки, чтобы работа была выполнена качественно и точно.
Дефекты при неправильной сварке
При некачественно проведенной сварке на изделиях отмечаются следующие дефекты:
- Прожоги
- Образование трещин и пор;
- Непроваривание швов;
- Наплывы, сварные раковины, кратеры;
- Посторонние включения.
Это происходит в случае несоблюдения правил и технологии сварки во время рабочего процесса. Для корректной работы со сварочными устройствами необходимо иметь определенные навыки и знания. Поэтому в задачи сварщика входит правильная настройка и выставление параметров сварочного аппарата в зависимости от обрабатываемого материала.
Условия для работы лазером и техника безопасности
Для получения мощного луча требуется фокусировка. Она достигается благодаря нескольким последовательным отражениям. При превышении порогового значения интенсивности поток попадает в центр переднего зеркала, откуда подается в направляющие призмы и выходит в рабочую зону. Лазерная сварка проводится в любых условиях: при разных вариантах расположения деталей и глубины проплавления. Соединение формируют точечно или непрерывно.
Сварочный процесс имеет некоторые особенности, которые могут привести к травмированию мастера при несоблюдении техники безопасности:
- На пути луча не должно быть посторонних предметов. Если в рабочую область попадает рука сварщика, человек получает глубокий ожог.
- Перед началом сварки нужно проверять целостность и исправность основных элементов установки. В противном случае качество шва снижается, мастер рискует получить травму.
- На рабочем месте не должны находиться легковоспламеняющиеся предметы.
Применение гибридных установок
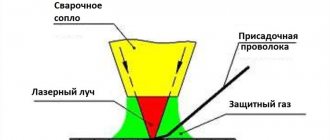
Лазерная сварка кузова автомобиля, различных конструкций с толстыми элементами и компонентами с зазором проводится с использованием дополнительных присадочных материалов. Для этих целей применяют подачу проволоки, которая зажигает электрическую дугу. Благодаря этому осуществляется заполнение пространства между пластинами и создается соединение с высокой прочностью.
Важно! При проведении лазерной сварки автомобиля, толстых металлических конструкций осуществляется защита сварочной ванны при помощи обдува инертным газом, который подается через сопло, закрепленное рядом с лазерной головкой. Лазерная сварка кузова и других изделий с высокой толщиной производится на столе или подставках от оборудования
Процесс осуществляется в несколько этапов:
Лазерная сварка кузова и других изделий с высокой толщиной производится на столе или подставках от оборудования. Процесс осуществляется в несколько этапов:
- На начальном этапе металл очищается от окалин, масляных пятен, признаков воды, влаги.
- Затем детали плотно подгоняются встык.
- Производится химическое травление поверхности металлического изделия.
- Выполняется настройка лазерной сварки с выставлением требуемых параметров в зависимости от типа свариваемого металла.
- Далее головка от сварочного оборудования пододвигается к линии начала соединения, нажимается кнопка запуска сварки.
- Во время сварочного процесса необходимо постоянно следить за попаданием луча в область стыка.
Рекомендации
- Кэри и Хелцер, стр 210
- Чеслак, М. (1988). «О свариваемости, составе и твердости импульсной и непрерывной лазерной сварки Nd: YAG алюминиевых сплавов 6061, 5456 и 5086». Металлургические операции B
.
9
(2): 319–329. Дои:10.1007 / BF02654217. S2CID 135498572. - Weman, стр. 98
- Рейнхарт, Г., Мюнцерт, У. и Фогл, В., 2008. Система программирования для роботизированной дистанционной лазерной сварки с традиционной оптикой. CIRP Annals-Manufacturing Technology, 57 (1), стр.37-40.
- Ким П., Ри С. и Ли К. Х., 1999. Автоматическое обучение сварочного робота для шва произвольной формы с использованием лазерного датчика зрения. Оптика и лазеры в технике, 31 (3), стр.173-182.
- Cline, H.E .; Энтони, Т. Р. (1977-09-01). «Термическая обработка и плавление материала сканирующим лазером или электронным лучом». Журнал прикладной физики
.
48
(9): 3895–3900. Дои:10.1063/1.324261. ISSN 0021-8979. - Саббагзаде, Джамшид; Азизи, Марьям; Торкамани, М. Джавад (2008). «Численное и экспериментальное исследование шовной сварки импульсным лазером». Оптика и лазерные технологии
.
40
(2): 289–296. Дои:10.1016 / j.optlastec.2007.05.005. - «Лазерная система с открытым исходным кодом для полимерной сварки — Appropedia: The Sustainability wiki». www.appropedia.org
. - Джон Дж. Лаурето, Сергей В. Дессиатун, Майкл М. Охади и Джошуа М. Пирс. Система лазерной сварки полимеров с открытым исходным кодом: проектирование и определение характеристик линейных многослойных сварных швов полиэтилена низкой плотности. Машины
2016,
4
(3), 14; DOI: 10.3390 / machines4030014 - Кэри и Хелцер, стр. 209
- ^ абcd
Стин, Уильям М .; Мазумдер, Джотирмой (2010).
Лазерная обработка материалов | SpringerLink
. Дои:10.1007/978-1-84996-062-5. ISBN 978-1-84996-061-8 . - Чеслак, М. (1988). «О свариваемости, составе и твердости импульсной и непрерывной лазерной сварки Nd: YAG алюминиевых сплавов 6061, 5456 и 5086». Металлургические операции B
.
9
(2): 319–329. Дои:10.1007 / BF02654217. S2CID 135498572. - ^ абcd
Ли, Джэ Й .; Ko, Sung H .; Фарсон, Дэйв Ф .; Ю, Чунг Д. (2002). «Механизм образования и устойчивости замочной скважины при стационарной лазерной сварке».
Журнал физики D: Прикладная физика
.
35
(13): 1570. Дои:10.1088/0022-3727/35/13/320. ISSN 0022-3727. - ^ абcdеж
Чен, Гибо; Гу, Сюин; Би, Хуан (2016). «Численный анализ теплового эффекта в алюминиевом сплаве с помощью импульсного лазера с частотой повторения импульсов».
Optik — Международный журнал световой и электронной оптики
.
127
(20): 10115–10121. Дои:10.1016 / j.ijleo.2016.08.010. - ^ абcdе
Frewin (январь 1999 г.). «Конечноэлементная модель импульсной лазерной сварки».
Сварочный журнал
.
78
: 15–2. - Cline, H.E .; Энтони, Т. Р. (1977-09-01). «Термическая обработка и плавление материала сканирующим лазером или электронным лучом». Журнал прикладной физики
.
48
(9): 3895–3900. Дои:10.1063/1.324261. ISSN 0021-8979. - Саббагзаде, Джамшид; Азизи, Марьям; Торкамани, М. Джавад (2008). «Численное и экспериментальное исследование шовной сварки импульсным лазером». Оптика и лазерные технологии
.
40
(2): 289–296. Дои:10.1016 / j.optlastec.2007.05.005.
Библиография
- Кэри, Ховард Б. и Скотт К. Хелцер (2005). Современные сварочные технологии
. Река Верхний Сэдл, Нью-Джерси: Образование Пирсона. ISBN 0-13-113029-3. - Веман, Клас (2003). Справочник по сварочным процессам
. Нью-Йорк: CRC Press LLC. ISBN 0-8493-1773-8. - Калпакджян, Сероп и Шмид, Стивен Р. (2006). Производство и технологии
5-е изд. Река Верхний Сэдл, Нью-Джерси: Образование Пирсона. ISBN 0-13-148965-8
Как сделать лазерный резак в гараже
Все гениально просто, поэтому для создания такого оборудования, которое способно вырезать красивейшие узоры в прочных сталях, можно сделать из обычных подручных материалов. Для изготовления обязательно потребуется старая лазерная указка. Помимо этого, следует запастись:
- Фонариком, работающим на аккумуляторных батарейках.
- Старым DVD-ROM, из которого нам потребуется извлечь матрицу с лазерным приводом.
- Паяльник и набор отверток для закручивания.
Советуем изучить — Мощность трехфазной цепи при несимметричной нагрузке
Первым шагом будет являться разборка привода старого дисковода компьютера. Оттуда нам следует извлечь прибор. Будьте аккуратны, чтобы не повредить само устройство. Привод дисковода должен быть пишущим, а не просто читающим, дело в строении матрицы устройства. Сейчас в подробности вдаваться не будем, но просто используйте современные нерабочие модели.
После этого, вам обязательно нужно будет извлечь красненький диод, который прожигает диск во время записи на него информации. Просто взяли паяльник и распаяли крепления этого диода. Только ни в коем случае не бросайте его. Это чувствительный элемент, который при повреждениях может быстро испортиться.
При сборке самого лазерного резака следует учесть следующее:
- Куда лучше установить красный диод
- Каким образом будут запитываться элементы всей системы
- Как будут распределяться потоки электрического тока в детали.
Решается эта дилемма просто. Диод из указки меняется красной лампочкой из привода. Разобрать указку следует с той же аккуратностью, что и дисковод, повреждения разъемов и держателей, испортят ваш будущий лазер для резки металлов своими руками. Когда вы это сделали, можно приступать к изготовлению корпуса для самоделки.
Для этого вам потребуется фонарик и аккумуляторные батарейки, которые запитают лазерный резак. Благодаря фонарику у вас получится удобная и компактная деталь, не занимающая много места в быту. Ключевым моментом оборудования такого корпуса является правильно подобрать полярность. Удаляется защитное стекло с бывшего фонарика, чтобы оно не являлось преградой для направленного луча.
Последующим действием является запитка самого диода. Для этого вам необходимо подключить его к зарядке аккумуляторной батареи, соблюдая полярность. В завершении проконтролировать:
- Надежность фиксации устройства в зажимах и фиксаторах;
- Полярность устройства;
- Направленность луча.
Неточности докрутить, а когда все готово можно поздравить себя с успешной завершенной работой. Резак готов к использованию. Единственное, что нужно помнить — его мощность намного меньше, чем мощность производственного аналога, поэтому слишком толстый металл ему не под силу.
Достоинства и недостатки
Как и любой метод, лазерный процесс сварки имеет как свои положительные, так и отрицательные стороны.
Преимуществами лазерной сварки являются:
- способность к соединению любых материалов – стекла, металла, пластика, керамики, драгоценных металлов и так далее;
- высочайшая точность при выполнении работ;
- обеспечивается минимальная толщина сварочного шва при его максимальной прочности;
- зона рабочей поверхности возле формирующегося шва не нагревается, поэтому детали в процессе сварки не подвергаются деформированию;
- в процессе работы отсутствует рентгеновское излучение, не образуются вредные побочные продукты плавления материалов;
- для выполнения работы по сварке металлов не нужно применять флюс, присадку, сварочные электроды;
- процесс сварки можно осуществлять в любых, даже труднодоступных участках заготовки, а также на значительном удалении детали от самого лазера;
- сварку заготовок можно выполнять даже в том случае, если они размещаются за прозрачной преградой;
- сварочный аппарат можно быстро перепрограммировать и после окончания одного вида работ начать выполнение других задач.
Недостатки метода сварки с использованием лазера в основном связаны с финансовой составляющей и заключаются они в следующем:
- стоимость оборудования, комплектующих деталей и запасных частей у лазерного аппарата довольно высокая;
- коэффициент полезного действия процесса сварки напрямую зависит от отражающих характеристик материала заготовки;
- для работы с лазерной сварочной установкой требуются специалисты с высоким уровнем образования и подготовки;
- помещение, где работает лазерная сварочная установка, должно быть чистым (без запылённости), с нормальным уровнем влажности воздуха и не подвергаться колебаниям вибрационного характера.
Общая информация о процессе
Рассматриваемая технология, процесс универсальный. Упомянутым способом можно сваривать широкий спектр материалов:
- стали: нержавеющих марок;
- высокопрочные;
- низколегированные;
- углеродистые;
Штатные режимы сварки предусматривают проведение процесса в газовой защитной среде. Для этих целей применяют:
- He – гелий;
- Ar – аргон;
- N2 – азот (применяется значительно реже);
- Возможно использование смеси иных газов.
Базовым отличием лазерной сварки от классических технологий является качество выполняемого соединения.
Лазер позволяет выполнить высококачественный шов, механические и физические свойства которого сопоставимы с аналогичными параметрами свариваемого материала.
Лазерная сварка легко адаптируется под любые производственные линии, допускает полную автоматизацию рабочих режимов.
Ещё одним важным преимуществом является возможность сваривания элементов за один проход, без необходимости разделки кромок.
Получаемый шов имеет значительную плотность. При этом дефекты, присущие иным технологиям сварки (пример, пористость, которой, чаще всего, подвержен алюминий и сплавы на его основе), полностью отсутствуют.
Образование пор в теле шва снижает толщину его фактического сечения. Это непосредственно отражается, в худшую сторону, на прочности и эластичности готовой продукции.
СРАВНИТЕ! Действующими нормативами допускается равномерное распределение пористости (при использовании дуговой сварки) ≤20%. Аналогичные показатели лазерной сварки не превышают 0,8%.
Возникновение пор не может наблюдаться в принципе, в связи с разницей физических принципов, лежащих в основе сварочных процессов (лазерная сварка не требует использования электродов, формирования дуги, имеет ряд иных существенных отличий).
Типы лазеров
При сваривании металлов применяют лазеры двух типов:
- твердотельные;
- газовые.
Тот или иной тип лазера подбирается в зависимости от цели использования оборудования.
Твердотельный
В данном случае активным телом выступает рубиновый стержень со стеклом и примесью неодима или же алюмо-иттриевого граната, который легирован неодимом или иттербием. Стержень располагается в осветительной камере. Чтобы возбудить атомы активного тела, применяют лампу накачки, которая создает мощные световые вспышки.
На торцах активного тела находятся два зеркала:
- частично прозрачное;
- отражающее.
Лазерный луч будет выходить сквозь частично прозрачное зеркало, заранее оно многократно отражается в рубиновом стержне и усиливается. Твердотельные лазеры не слишком мощны, их мощность составляет от 1 до 6 кВт.
С помощью данных лазеров свариваются только мелкие и не толстые детали, чаще всего — это объекты микроэлектроники, например, тонкие проволочные выводы с диаметром 0,01−0,1 мм на основе нихрома, золота или тантала. Допускается и точечная сварка изделий на основе фольги с диаметром точки порядка 0,5−0,9 мм. Таким же способом выполняется герметичный катодный шов на кинескопах современных телевизоров.
Катод — это трубка с длиной в 2 мм, диаметром 1,8 мм и толщиной стенки 0,04 мм. К такой трубке приваривают дно толщиной в 0,12 мм на основе хромоникелевого сплава. Такие мелкие изделия варят благодаря высокой степени фокусировки луча, а также точной дозировке энергии посредством регулирования длительности импульса в определенных рамках.
Газовый
Газовые лазеры — более мощные, активным телом в них выступает газовая смесь. Газ прокачивается из баллонов с помощью насоса посредством газоразрядной трубы. Энергетическое возбуждение газа происходит за счет электрического разряда между электродами. По торцам газоразрядной трубы находятся зеркала. Электроды подключают к источнику питания, а сам лазер охлаждается с помощью водяной системы.
Основной минус оборудования с продольной прокачкой газа — это его габариты. А вот лазеры с поперечной прокачкой газа более компактные. Общая мощность может составлять от 20 кВт и больше, благодаря чему можно соединять металлы с толщиной до 20 мм на большой скорости — порядка 60 м/ч.
Самые мощные конструкции — газодинамические. В них для работы применяют газы, которые нагреваются до температуры от 1000 до 3000 К. Газ в них быстро истекает через сопло Лавля, в итоге происходит адиабатическое расширение, а затем газ охлаждается в зоне резонатора. При охлаждении возбужденные молекулы переходят на более низкий энергетический уровень, при этом испускается когерентное излучение. Накачка может происходить с применением другого лазера или прочих мощных энергетических источников. Мощные конструкции позволяют сваривать на скорости около 200 м/ч стали толщиной в 35 мм.
Советуем изучить — Интеллектуальные датчики и их использование
Сварка с помощью лазера осуществляется в атмосферных условиях, вакуум создавать не нужно, нужно при этом защищать от воздуха расплавленный металл. Обычно используются газы, например, аргон. Процесс характеризуется тем, что из-за высокой тепловой мощности луча на поверхности свариваемого изделия металл интенсивно испаряется. Пары ионизируются, вследствие чего луч рассеивается и экранизируется.
Поэтому в условиях применения высокомощного оборудования в зону сварки, кроме защитного газа, также подают и плазмоподавляющий газ. Им обычно выступает гелий, который намного легче аргона и не будет рассеивать луч. Чтобы упростить процесс нужно, использовать специальные газовые смеси, обладающие плазмоподавляющей и защитной функцией. В таком случае горелка должна подавать газ так, чтобы он мог сдувать ионизированный пар.
Во время работы луч медленно углубляется в деталь и оттесняет жидкий металл сварочной ванны на заднюю стенку кратера. Это обеспечивает «кинжальное» проплавление при условии большой глубины и малой ширине шва.
Большая концентрация энергии в луче позволяет достичь высокой скорости работы, а также обеспечивает хороший термический цикл и высокую прочность металла шва.
https://youtube.com/watch?v=u1GKNo9wa1w
Условия и способы сварки лазером
Лазерная сварка нержавеющей стали, сплавов и материалов должна проводиться в соответствии с определенными особенностями. Чтобы получить повышенную мощность луча требуется его точная фокусировка. В момент, когда показатели интенсивности пучка становятся выше максимального значения, он пропускается через центральную область переднего зеркала и далее через систему направляющих призм к рабочей области.
Лазерная сварка нержавейки и других металлов может осуществляться при разном нахождении свариваемых изделий. Глубина проплавления металлической структуры может регулироваться в широком диапазоне — от поверхностного до сквозного. Рабочий процесс может проводиться непрерывным лучом или прерывистыми импульсами.
Обратите внимание! Лазерная импульсная сварка подходит для соединения и обработки изделий из тонкого листового проката. Кроме этого данная технология может с легкостью сваривать профили со сложной конструкцией и детали с большой толщиной
Стоит учитывать, что лазерная сварка алюминия, меди, нержавейки и других металлов может проводиться несколькими способами:
- Стыковой метод. Не требует наличия присадок, флюса. Между металлическими изделиями может присутствовать стык, но его размер должен быть не более 0,2 мм. Этот же показатель считается предельным для фокусировки лазерного луча на стык. Сварочный процесс осуществляется при помощи «кинжальной» проплавления металлических поверхностей на всю толщину, при этом наблюдается интенсивность лазерного излучения до 1 мВт/см2. В данных ситуациях шов требуется защищать от окисления, для этого подойдет аргон или азот. А вот гелий сможет предотвратить пробои лазерного излучения.
- Нахлесточный метод. Во время сваривания листы накладываются друг на друга, их соединение производится мощным излучением. Во время сварки применяется локальный прижим изделий. Предельный зазор между поверхностями металлических изделий при работе должен составлять не более 0,2 мм.
Общая характеристика
Лазерная сварка активно используется в промышленных масштабах для формирования высокоточного и неразъемного соединения.
Во время лазерной сварки металлических изделий прибегают к специальному оборудованию, которое при нужных навыках и правильно подобранных настройках обеспечивает высокое качество фиксации и аккуратный шов.
Рис.1. Сварка металлических изделий лазером
Процесс этой технологии обеспечивает преобразование металлического элемента на стыке. Луч лазера способствует процессу нагревания и дальнейшего плавления на обрабатываемом участке. Лазер создает световой поток с характерной монохромность.
Длина волн идентична. Это упрощает контроль потоков при фокусировке линз или отклонения рабочих призм. Мощность пуска повышается за счет появления волнового резонанса.
При лазерной сварке используются следующие сварочные аппараты:
- роботизированные (работа без человеческого присутствия и контроля);
- автоматические;
- полуавтоматические.
Всем трем видам характерно формирование лазерного луча, который воздействует на определенный участок — способен нагревать и расплавлять на ней металл.
Оборудование для проведения лазерной сварки
Схема устройства лазерного сварочного аппарата.
Существует две разновидности приборов для лазерной сварки: твердотельные и газовые аппараты. Чтобы сделать правильный выбор подобного устройства необходимо знать особенности каждого из них.
Как уже отмечалось ранее аппарат лазерной сварки может работать импульсно или постоянно. Ручная твердотельная лазерная установка относится к устройствам функционирующим по второму принципу. В основе таких приборов находится твердый стержень, наиболее часто используется розовый рубин.
На внешний контур и лампу подаются токи. Лампа генерирует высокочастотные, кратковременные импульсы света. В результате описанных процессов внутри стержня формируется ионизированный лазерный пучок. Под действием магнитного поля он высвобождается в нужном направлении.
Указанная технология формирования лазера отличается невысокой мощностью. В связи с этим она применяется для небольших изделий, позволяя формировать качественные швы. Широкое распространение этот метод получил в микроэлектронике.
Содержание
- 1 Операция
- 2 Оборудование 2.1 Автоматизация и CAM
- 2.2 Лазеры 2.2.1 Твердое состояние
- 2.2.2 Газ
- 2.2.3 Волокно
- 3.1 Шаг 1
- 4.1 Библиография
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
В чем разница между готовыми моделями
Стоимость является главной причиной, почему множество умельцев прибегают к изготовлению лазерного резака своими руками. А принцип работы заключается в следующем:
- Благодаря созданию направленного лазерного луча происходит воздействие на металл
- Мощное излучение заставляет материал испаряться и выходить под силой потока.
- В результате благодаря малому диаметру лазерного луча получается высококачественный срез заготовки.
Глубина врезания будет зависеть от мощности комплектующих. Если заводские модели оборудуются высококлассными материалами, которые обеспечивают достаточный показатель углубления. То самодельные модели способны справиться врезаться на 1-3 см.
Советуем изучить — Ограничения токов короткого замыкания в электрических сетях промышленных предприятий
Благодаря таким лазерным установкам можно сделать уникальные узоры в заборе частного дома, комплектующие для декорирования ворот или ограждений. Существует всего 3 вида резаков:
- Твердотельные. Принцип работы завязан на использовании специальных сортов стекла или кристалликов светодиодного оборудования. Это недорогие производственные установки, которые используются на производстве.
- Волоконные. Благодаря использованию оптического волокна можно получить мощный поток и достаточную глубину врезания. Они являются аналогами твердотельных моделей, но благодаря своим возможностям и характеристикам по производительности лучше их. Но и дороже.
- Газовые. Из названия понятно, что для работы используется газ. Это может быть азот, гелий, углекислый газ. КПД таких устройств на 20% выше, чем у всех предыдущих. Их используют для резки, сварки полимеров, резины, стекла и даже металла с очень большим уровнем теплопроводности.
В быту без особых затрат можно получить только твердотельный лазерный резак, но его мощности при грамотном усилении, которое было разобрано выше, хватает для выполнения бытовых работ. Теперь у вас есть знания относительно изготовления такого устройства, а дальше только действовать и пробовать.
А у вас есть опыт в разработке лазерного резака по металлу своими руками? Поделитесь с читателями, оставив под этой статьей комментарий!
Классификация режимов сварки и область применения
Используют 2 режима формирования соединений лазером:
- Точечный метод. В этом случае агрегат вырабатывает импульсное излучение. Такой способ сварки применяют для соединения тонких металлических заготовок.
- Шовная технология. Используется как импульсное, так и сплошное излучение. Сварной шов формируется благодаря перекрытию областей точечного нагрева. Скорость работы определяется частотой импульсов. Метод применяют для получения глубоких соединений на толстых деталях.
- Гибридный способ. В таком случае используют присадочную проволоку. Аппарат снабжают подающими механизмами. Расходный материал выводится в сварочную ванну одновременно с движением головки агрегата. Метод применяют для формирования сложных металлоконструкций. Толщину проволоки выбирают в соответствии с шириной соединения.
Основными сферами применения лазерной технологии являются:
- Электроника и приборостроение. Лазером соединяют детали разного состава и толщины. Способ помогает варить компоненты, расположенные вблизи кристаллов микросхем или других чувствительных к высоким температурам элементов.
- Автомобилестроение. Лазерная сварка применяется для ремонта кузова, алюминиевых деталей.
- Военная промышленность, судостроение, атомная энергетика. С помощью рассматриваемой технологии соединяют детали из титана — сложного в сварке металла.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Используемое оборудование и процесс сварки
Установки, позволяющие варить лучом усиленного света, независимо от размеров оборудования, бывают двух типов: твердотельные и с использованием газа. Их принцип работы с металлом похож, но отличаются способы преобразования света в энергию. Разнятся они и по КПД, что влияет на их применение в жизни.
Твердотельные установки
На видео можно заметить, что одни аппараты варят лазером беспрерывно, а другие импульсно. Первый вид сварки выполняется устройствами, в основе которых находится твердый стержень. Часто используют розовый рубин. При пропуске света через который ионы высвобождают свой запас энергии. Концы стержня напыляются серебром, которое активно отражает свет. В результате такого зеркального эффекта ионы направляются по спирали, вокруг стержня. Их движение закручивается и к нему продолжают подключаться новые ионы. Преобразованный свет с усиленной энергией проходит через ряд стекол и фокусируется линзой в пучок. Головка аппарата направляет этот луч на свариваемые поверхности. Подача лазера ведется непрерывно, что позволяет сваривать тонкие элементы. Но для соединения более толстых деталей требуется концентрация энергии. Поэтому были изобретены другие установки.
Газовые аппараты
Для сварки лазером, где требуется глубокая проплавка, разработали альтернативный способ преобразования света. Первоначальным источником в них служит трубка с газом. С каждой стороны резервуар закрыт зеркалами. Находящиеся внутри электроды производят разряд, который высвобождает электроны в газе. Происходит копирование фотонов с усилением энергии атомов. Линзы направляют поток света на изделие. Подача напряжения импульсом содействует максимальной концентрации энергии на выходе. Благодаря этому возможна сварка металлов толщиной до 10 мм.
Гибридные установки
Чтобы проводить сваривание толстых деталей и изделий с зазором, требуется дополнительный присадочный материал. Для этого используют подачу проволоки, которая зажигает электрическую дугу. Это позволяет заполнить пространство между пластинами и создать высокий сварочный шов. Ванна защищается обдувом инертного газа через закрепленное рядом с лазерной головкой сопло. На видео заметно, что процесс осуществляется очень слажено: проволока плавится по линии соединения, а лазер формирует из нее шов.
Сварка лазерными установками выполняется на столе или подставках от аппарата, в следующей последовательности:
металл важно очистить от окалин, масла или воды; детали необходимо подогнать в стык плотно; выполняется химическое травление металла; головка аппарата подносится к линии начала соединения и запускается кнопка; требуется постоянное слежение за попаданием луча в зону стыка.
Сваривание усиленной и преобразованной световой энергией позволяет получать прочные и красивые швы, что особенно важно на тонких металлических изделиях. При этом обеспечивается высокая скорость работы и безопасность сварщика
Именно поэтому данный вид сварки получил широкое применение в промышленности и ремонтных мастерских.