Техническая характеристика пресса ПВГ-8
- Производительность, пар деталей в час……. 250
- Максимальное усилие прорубания, кН (кгс)….. 78,4 (8000)
- Ход ударника (регулируемый), мм……… 0 — 30
- Вылет ударника, мм…………….. 715
- Размеры рабочей площади ударника, мм……. 350X450
- Расстояние между плоскостями ударника и стола, мм …. 80—180
- Наибольший периметр вырубаемых деталей на неметаллической плите, мм…. 1100
- Максимальное рабочее давление в гидросистеме, МН/м2 (кгс/см2)……………… 5,8 (60)
- Объем масла в маслобаке, дм3………… 65
- Мощность электродвигателя гидропривода, кВт … 1
- Размер по фронту, мм …………… 1100
- Глубина, мм ……………….. 900
- Высота, мм ………… 1440
- Масса, кг…………………. 1000
Описание работы обувного пресса ПВГ-8
Пресс состоит из станины с механизмом ударника, гидравлического привода и электрооборудования.
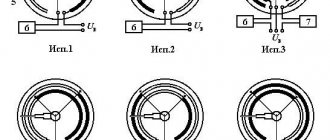
Станина 1 (рис. 1 в начале статьи) и стол пресса составляют одно целое. На столе лежит изолирующая прокладка 2, на которой помещается стальная вырубочная плита 3, подключенная через контакт 4 и электрический провод 5 к электросети управления прессом.
При разрубании материала острыми резаками на столе вместо стальной плиты 3 устанавливают неметаллическую вырубочную плиту или алюминиевую плиту с изолирующей пленкой.
Внутри станины размещены механизмы гидропривода 6, а с правой ее стороны в нише — электропанель 7. Съемный передний щит 8 и правый щит 9 служат для ограждения гидропривода и электропанели.
На станине имеется кронштейн 10 с ладонной кнопкой 11 и сигнальной лампочкой 12 для сигнализации готовности пресса к работе.
Там же размещена кнопочная станция 13, два съемных вспомогательных столика 14, кронштейн 15 для навески кож и болт для заземления станины пресса.
Кронштейн 10, несущий ладонную кнопку 11, можно поворачивать относительно вертикальной оси. Это дает возможность устанавливать ладонную кнопку в положение, удобное для рабочего. Для поворота кронштейна 10 освобождают накидную гайку и после установки кронштейна ее вновь затягивают.
Под ударником находится концевой технологический контакт (конечный выключатель) 16, положение которого по высоте регулируют винтом 17 и гайкой 18.
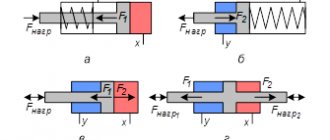
Ограничитель 1 (рис. 2), состоящий из планки, пластинчатой пружины и резиновой прокладки, прикрепленной болтами 2 к ребру внутри станины, является амортизатором, ограничивающим движение ударника при отводе его из рабочей зоны вправо и смягчающим удар шпонки 3, жестко закрепленной на скалке 4.
Рис.2 Поперечный разрез пресса ПВГ-8
Пресс устанавливается по уровню так, чтобы плоскость стола была строго горизонтальной, а станина плотно прилегала к полу всем своим основанием.
Неисправности и их устранение
Пресс ПВГ-8-2-О обладает практически той же конструкцией, что и пресс ПВГ-8. Поэтому все неисправности идентичны. Поскольку конструкция пресса усовершенствована (автоматический поворот), то возможны дополнительные неисправности в работе гидропривода, связанные с дополнительными золотником, клапаном, и другими деталями.
В электронике наиболее частые неисправности связаны с неисправностью проводки (плохие контакты, замыкания на корпус). Плата управления работает надежно.
Механизм ударника
В вертикальных цилиндрических направляющих станины установлена скалка 4 с консольным ударником 5, закрепленным гайкой 6 на ее верхнем конусном конце. Ударник за ручку 7 свободно поворачивается вместе со скалкой в цилиндрических направляющих станины. Это позволяет вырубать детали при установке резака в любом месте вырубочной плиты.
К нижней плоскости ударника двумя планками 8 прикреплена амортизационная плита 9 с металлической контактной пластиной 10, которая через резак и технологический контакт замыкает цепь электросети управления прессом после прорубания материала.
Внутри скалки 4 снизу установлен рабочий цилиндр 11, соединенный с ней с помощью резьбы. Поршень 12 цилиндра свободно посажен на шток 13. Нижний конец штока имеет резьбу и гайкой 14 жестко соединен со станиной. Верхний конец штока через тягу 15 соединен с ручным маховиком 16, служащим для установки ударника по высоте, а также для регулировки его хода.
Полость цилиндра 11 через отверстие в штоке 13 сообщается с маслопроводом гидросистемы пресса. Когда масло поступает в цилиндр 11 под поршень 12, цилиндр опускается вместе со скалкой 4 и ударником 5 для вырубания материала.
Поршень 12 при работе пресса не имеет движения в вертикальной плоскости.
Предохранительная шайба 17 ограничивает движение скалки 4 и ударника 5 вниз в случае, если установленная величина хода ударника окажется больше допустимой.
На тягу 15 свободно надеты пружины 18, которые сжимаются при движении скалки 4 вниз. Когда после вырубания материала золотник откроет свободный проход маслу из рабочего цилиндра на слив, пружины 18 поднимут в верхнее исходное положение скалку 4 с ударником 5. Упорные шарикоподшипники 19 и 20 воспринимают осевые нагрузки от пружин 18, от массы скалки, ударника и других деталей и этим облегчают поворот ударника вручную. При необходимости изменения угла поворота ударника его следует отвести вправо до упора, отвернуть гайку 6 и отсоединить ударник от скалки. Затем нужно повернуть ударник относительно скалки, установить в требуемое положение и вновь закрепить гайкой 6. Для устранения зазора между коническими поверхностями ударника и скалки гайку 6 периодически необходимо подтягивать.
Для смазки направляющих скалки 4 масло подается золотником через клапан смазки 21, соединенный трубкой 22 с отверстием в станине. Клапан смазки служит для регулирования количества масла, подаваемого к направляющим, и состоит из корпуса 23, пружины 24, шарика 25 и регулировочного винта 26.
Утечки масла от рабочего цилиндра отводятся по резиновому шлангу 27 через фильтр обратно в маслобак.
Гидравлический привод пресса
Гидравлический привод состоит из лопастного насоса 1 (рис. 3), рабочего золотника для открывания и закрывания соответствующих отверстий гидросистемы, управляемого электромагнитом 2, предохранительного клапана 3 для защиты гидросистемы и деталей пресса от перегрузки.
Рис.3. Схема гидравлического привода пресса ПВГ-8
Механизмы гидропривода размещены на гидропанели 4, являющейся крышкой маслобака 5. Для удобства монтажа насос крепится к гидропанели через переходной фланец 6 болтами 7.
Насос приводится во вращение электродвигателем 8, который крепится к плите 9, а последняя болтами 10 прикреплена к крышке 4 маслобака 5.
Крутящий момент от вала электродвигателя валу насоса 1 передается через втулочно-пальцевую муфту, размещенную под плитой 9. Муфта состоит из двух полумуфт 11 и 12, соединенных между собой пальцами 13 с резиновыми кольцами 14.
Упорный шарикоподшипник 15, принимая на себя нагрузку от веса полумуфт 11 и 12, разгружает валы электродвигателя и насоса.
Маслопровод 16 соединяет насос 1 с золотником, а переходная трубка 17 соединяет насос с предохранительным клапаном 3.
Золотник состоит из корпуса 18, закрепленного на гидропанели с помощью крышек 19, штока 20, соединенного пальцем 21 с электромагнитом 2, пружины 22, упорной шайбы 23 и планки 24.
Масло подается к рабочему цилиндру пресса по маслопроводу 25 через золотник со стаканом 26 и по трубке 27, вставленной в отверстие штока 13 (см. рис. 2).
Маслопровод 25 (см. рис. 3) соединен с золотником и стаканом 26 штуцерами 28 и накидными гайками 29 и 30.
Поверхности сопряжения штока и стакана 26 с трубкой 27, а также маслопровода 25 со штуцером 28 уплотняются резиновыми кольцами 31.
Тормозное кольцо 32 удерживает шток от самопроизвольного отвинчивания во время работы пресса.
Для заливки масла в гидропанели имеется отверстие со вставленным в него фильтром 33.
Рекомендуемые марки масел — индустриальное 20 или индустриальное 30. До заполнения бака маслом включение электродвигателя насоса не допускается, так как при работе без масла насос выйдет из строя в течение нескольких секунд.
Необходимый при работе уровень масла в баке поддерживается по маслоуказателю 34. В конструкции пресса предусмотрена возможность откачки масла насосом 1 до необходимого уровня, а также слив его через отверстие в нижней части маслобака. Для того чтобы откачать масло из бака насосом, нужно вывернуть пробку 35 и подсоединить к отверстию в корпусе золотника специальный маслопровод. При определении давления в гидросистеме к этому же отверстию подключают манометр.
Давление масла в гидросистеме не должно превышать 6 МН/м2. Давление изменяют вращением регулировочного винта 36 предохранительного клапана 3, для чего сначала отворачивают колпачок и ослабляют соответствующую контргайку. После регулировки манометр отсоединяют от корпуса 18 золотника и пробку 35 ввертывают в отверстие.
Рабочее давление масла устанавливают пробной вырубкой деталей. Давление в гидросистеме медленно повышают до тех пор, пока не будет достигнута чистая вырубка деталей по всему периметру. При этом наибольшая длина периметра лезвия резака при работе на металлической плите не должна превышать 900 мм. При вырубании на неметаллической плите наибольшая длина периметра резака не должна превышать 1100 мм. Если регулировкой давления вырубка деталей по всему периметру не достигается, то проверяют качество резаков и вырубочной плиты, а также параллельность между рабочими плоскостями плиты и ударника.
Работа пресса
При нажатии на кнопку КП (рис. 4) магнитный пускатель П через контакты П2 включает электродвигатель ЭД и подключает к сети понижающий трансформатор Тр.
Электрическая и гидравлическая схемы пресса ПВГ-8 приведены ниже.
Рис.4. Схема электрогидравлическая пресса ПВГ-8
Электродвигатель приводит во вращение насос НЛ, который по маслопроводу I—III через открытое сливное отверстие золотника ЗР перекачивает масло без давления из одной полости маслобака БМ в другую. Давление в гидросистеме отсутствует. Вырубание деталей на металлической плите может происходить в режиме «без замедления» и «с замедлением». Разница между этими режимами состоит в переключении пресса на возвратный ход ударника.
Вырубание деталей при работе пресса в режиме «без замедления» наиболее рационально, так как при этом режиме удельное давление на резаки с уменьшением их периметра не увеличивается, а нагрузки на вырубочную и амортизационную плиты и детали пресса близки к оптимальным.
В этом случае перед пуском пресса перекидной переключатель 1ВТ устанавливают в положение «без замедления», при котором его контакты разомкнуты. При нажатии на ладонную кнопку КВ включается реле 1РП и своим замыкающим контактом 1РП1 замыкает цепь электромагнита ЭМ, который перемещает шток рабочего золотника ЗР вверх. Шток перекрывает сливное отверстие, и масло по маслопроводу I — II поступает в рабочий цилиндр ЦР, перемещая его вместе со скалкой и ударником вниз. По трубке IV масло подается для смазки направляющих скалки. Одновременно реле 1РП контактами 1РП2 шунтирует кнопку КВ. При этом реле и электромагнит остаются включенными на все время движения ударника вниз, независимо от того, будет ли кнопка КВ удерживаться во включенном положении или нет.
После вырубания материала, в момент соприкосновения лезвия резака с вырубочной плитой, технологический контакт 1КТ замыкается и подается питание промежуточному реле 2РП. Реле 2РП своими размыкающими контактами 2РП1 и 2РП2 разрывает цепи реле 1РП и электромагнита ЭМ, катушка которого обесточивается, и шток золотника ЗР пружиной возвращается в исходное положение, открывая свободный проход маслу от насоса ИЛ и рабочего цилиндра ЦР на слив. Установленные внутри скалки пружины, сжатые при движении ударника вниз, освобождаются и перемещают скалку с ударником и цилиндром вверх до упора. Замыкающие контакты 2РП3 при включении реле 2РП замыкаются и обеспечивают включение реле 2РП2, а следовательно, отключенное положение электромагнита ЭМ и реле 1РП, если контакты ладонной кнопки КВ после возвращения ударника в исходное положение будут замкнуты. Это исключает возможность самопроизвольного повторного включения пресса.
Чтобы подготовить электроаппаратуру управления прессом к следующему рабочему циклу, необходимо отпустить кнопку КВ и тем самым обесточить реле 2РП. Для предохранения гидроаппаратуры и деталей пресса от перегрузки к гидросистеме подключен предохранительный клапан КП.
Работа пресса на металлической плите в режиме «с замедлением» и переключения его на возвратный ход ударника отличаются от работы в режиме «без замедления» последовательностью срабатывания элементов электрической схемы после вырубания материала. При этом режиме пресс успевает развить большое усилие, в результате чего улучшается качество вырубания деталей из материалов повышенной влажности и малой плотности. Но одновременно увеличиваются нагрузки на резак, амортизационную и вырубочную плиту, ударник и другие детали пресса.
В этом случае перед пуском пресса перекидной переключатель 1ВТ устанавливается в положение «с замедлением», при котором его контакты замкнуты. Реле 2РП, получающее электрический импульс при замыкании технологического контакта 1КТ, не может непосредственно разорвать цепь электромагнита ЭМ, а своими размыкающими контактами размыкает цепь реле 1РП, которое, выключаясь, своими замыкающими контактами 1РП1 отключает электромагнит.
Так как электромагнит после замыкания технологического контакта через резак отключается с запозданием, равным времени отпускания одного промежуточного реле, то пресс успевает за это время развить большее усилие и пройти больший путь.
При вырубании деталей обуви на неметаллической плите (колоде) перекидной переключатель 1ВТ устанавливается в положение «без замедления».
Последовательность срабатывания элементов электрической и гидравлической систем при вырубании деталей на неметаллической плите (колоде) та же, что и на металлической плите в режиме «без замедления», но переключение пресса на возвратный ход ударника после вырубания материала осуществляется технологическим контактом 2КТ, вынесенным за пределы вырубочной плиты (колоды). При вырубании материала на неметаллической плите резаки в комплекте должны быть одинаковой высоты.
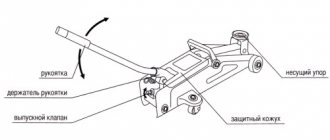
Устройство гидравлического пресса. Исходное состояние
Итак, исходно гидравлический пресс выглядел примерно так:
Пресс гидравлический – электрощит, главный выключатель
Главный выключатель блокируется ключом, которого конечно нет, поэтому пришлось всё разбирать и упрощать конструкцию.
Пресс – привод маслостанции (гидронасоса). На электродвигателе шильдика нет, но по размерам – точно менее 1,5кВт.
Пресс – поворотный ударник-скалка
На этой фотографии на переднем плате – ручка, за которую поворачивается ударник. На этой ручке – кнопка включения, которая нажимается оператором пресса для проруба. Та же кнопка, в разборе:
Пресс немецкий – включение проруба на скалке
Регулировка усилия проруба производится ручкой на ударнике (см. через одно фото выше). Ручка регулирует, когда будут нажаты концевики (с колёсиками, сперва левый, потом правый):
Пресс немецкий – регулировка концевого выключателя
Гидравлическая система пресса:
Пресс – гидравлическая схема
Управляет гидравлической схемой пресса электромагнит (соленоид) МИС, при включении которого запускается проруб, то есть ударник пресса начинает движение вниз. Электромагнит МИС – в центре фотографии.
Электроника пресса до восстановления:
Внутреннее устройство электрошкафа пресса. Видно выкрученные пробки.
Внутреннее устройство электрошкафа пресса_2. Видно оставшиеся пускатели и то, что осталось от снятых деталей.
Наладка пресса
При вырубании деталей на металлической плите ударный механизм регулируется следующим образом.
На металлическую плиту устанавливают резак и маховиком (см. рис. 1) опускают ударник вниз до соприкосновения контактной пластины с резаком. Технологический контакт 16 вращением гайки 18 устанавливают так, чтобы зазор между контактом 16 и нижней плоскостью ударника был равен 3—4 мм, после чего винт 17 закрепляют стопорным винтом. Затем маховиком поднимают ударник на 10—12 мм и нажатием на ладонную кнопку 11 производят несколько пробных включений пресса с резаком и без него. В первом случае ударник должен возвратиться в исходное положение после соприкосновения контактной пластины с резаком, во втором — подняться после его соприкосновения с технологическим контактом 16.
Если детали вырубают на неметаллической плите, то амортизационную плиту и контактную пластину заменяют алюминиевой плитой толщиной 10—12 мм и устанавливают новый упор, которым обеспечивается останов ударника в таком положении, чтобы расстояние от алюминиевой плиты до колоды составляло 15 мм.
Маховиком ударник поднимают и фиксируют на такой высоте, чтобы зазор между резаком, установленным на колоде, и алюминиевой плитой составлял 4—5 мм. Гайкой 18 перемещают технологический контакт 16 до соприкосновения с ударником.
Затем поднимают ударник на 10—12 мм, производят несколько пробных вырубаний деталей и при этом дополнительно регулируют высоту технологического контакта 16 так, чтобы деталь вырубалась по всему периметру, а лезвие резака врезалось в колоду не более чем на 0,5 мм. По окончании регулировки высоты ударника винт 17 стопорят.
Если нормальная вырубка деталей не получается, проверяют давление в гидросистеме.
Второй технологический контакт 2КТ (см. рис. 4) при разрубании материала на металлической плите используется как аварийный конечный выключатель, ограничивающий движение ударника вниз в том случае, если пресс будет включен без установленного на вырубочной плите резака.
Механический упор ограничивает движение ударника вниз, если из-за неисправности электрической или гидравлической системы технологический контакт 2КТ не сработает.
Электрическая схема пресса составлена так, что низковольтное напряжение подводится к открытым технологическим контактам только при включенной ладонной кнопке. Это исключает возможность прохождения электрического тока через тело рабочего при случайном замыкании рукой технологического контакта.
Схема управления гидравликой на реле
По просьбе читателя Ивана (см. комментарии от 25 июля 2016 г.) выкладываю схему управления двумя гидроклапанами. Описание алгоритма в комментарии.
Электрическая схема управления гидравликой
Катушки реле и клапана – с питанием 220 В.
Кнопки SB1, SB2 и реле КА1, КА2 – с дополнительными блокировочными НЗ контактами.
Простейшая схема, на основе таких собирается вся релейная логика.
Если есть вопросы – прошу в комментарии.
Неполадки в работе пресса ПВГ-8. Ремонт и устранение неисправностей
1. При нажатии на ладонную кнопку ударник остается неподвижным. Причины: заклинило распределительный золотник ЗР; перегорела катушка электромагнита ЭМ; выскочил или сломался соединительный палец золотника и сердечника электромагнита. Провод концевого выключателя замкнут на корпус.
2. После вырубания материала ударник не возвращается в исходное положение. Причины: нет контакта между вырубочной плитой и технологическим контактом 1КТ; нет контакта в момент вырубания между ударником и технологическим контактом 2КТ, сломалась или ослабла пружина золотника ЗР; сломалась пружина скалки, предназначенная для возврата ее в исходное положение.
3. При вырубании резаком с большим периметром материал не вырубается, а ударник не возвращается в исходное положение. Причины: неправильно отрегулирован предохранительный клапан КП; поврежден насос ИЛ; износились поршневые кольца в рабочем цилиндре ЦР; ослабли соединения маслопроводов; в корпусе насоса имеется трещина.
4. Электродвигатель пресса во время работы отключается тепловым реле. Причины: произошло заклинивание ротора насоса вследствие загрязненности масла; перетянут упорный подшипник шкива-маховика; валы электродвигателя ЭД и насоса ИЛ установлены несоосно.
5. Насос не создает требуемого давления. Причины: в систему попал воздух; в корпусе насоса имеется трещина; велика шероховатость рабочей поверхности статора; вышла из строя или застряла в пазу ротора лопатка.
6. Насос работает с толчками и шумом. Происходит заклинивание лопаток из-за низкого качества масла и образования в нем сгустков или в результате попадания посторонних предметов между лопатками и ротором.
7. Скалка пресса не смазывается. Причины: засорилась трубка; неисправен или засорился клапан смазки.
Внешний вид и работу пресса ПВГ-8 можно увидеть на видео:
Принцип работы схемы на реле (вариант 3)
1. При замыкании левой и правой кнопок включается КМ1. Контакты КМ1.1 замыкаются, МИС включается.
2. Когда нажимается концевик, включается КМ2. Далее практически одновременно происходит вот что.
- -Контакты КМ2.1 дублируют концевик и держат питание КМ2.
- -Контакты КМ2.2 размыкаются, КМ1 выключается, контакты КМ1.1 размыкаются, МИС выключается.
- -Контакты КМ2.3 выключаются, МИС выключается.
3. После того как МИС выключился, контакты концевика размыкаются. Однако КМ2 останется включенным до тех пор, пока оператором не будет отпущена одна или обе кнопки. Цикл закончен.
Возможны модификации этой электрической схемы:
1. Фаза подается только на МИС через соответствующие контакты, остальные цепи питаются через трансформатор 12 или 24 В. Это необходимо в целях безопасности, так как при нажатии кнопок ПУСК на технологическом контакте концевого выключателя присутствует фазное напряжение! Напряжение действует через катушку пускателя КМ2 и может привести к электрическому удару обслуживающего персонала.
2.В цепь МИС дополнительно вводятся Н.О. контакты, которые замыкаются кнопками «ПУСК» (дополнительными парами контактов). При прорубании замыкается на корпус пресса технологический контакт (концевой выключатель). Он должен быть заранее установлен на необходимую высоту, необходимую для прорубания с оптимальным качеством.
Концевой выключатель пресса ПВГ-8-2-0
Ход ударника равен расстоянию между нижней плоскостью ударника и концевым выключателем.